 Europe
Europe  Türkiye
Türkiye 



La gamma di utensili a disposizione di un’officina CNC rappresenta un limite diretto alla sua capacità produttiva. Un angolo di tasca non può essere più affilato dell’utensile utilizzato per realizzarlo. Una scanalatura non può essere più stretta dell’utensile più piccolo che raggiunge la sua base. Una scanalatura per chiavetta Woodruff richiede un utensile Woodruff specifico: non sono ammesse alternative geometriche. Ogni decisione progettuale che ignori questi limiti fisici genera problemi di attrezzaggio evitabili, tempi di consegna più lunghi e costi di rilavorazione che risalgono direttamente fino al disegno.
Le frese sono utensili rotanti che rimuovono materiale impegnando un pezzo solido sulla faccia frontale, sulla periferia o su entrambe simultaneamente. Le quattro famiglie principali sono frese a candela, frese frontali, frese di forma e di profilo e frese periferiche. Le prime due famiglie coprono la stragrande maggioranza delle frese moderne del processo di Fresatura CNC. Comprendere la geometria, il substrato ed i requisiti di rivestimento di ogni famiglia è ciò che distingue un disegno che si presta perfettamente alla lavorazione da uno che necessita di essere riprogettato dopo la prima quotazione.
Geometria della fresa: parametri che determinano le prestazioni
Le prestazioni di una fresa dipendono da un piccolo insieme di parametri geometrici. Sono questi i parametri a cui gli operatori macchina fanno riferimento quando contestano un progetto, ed è ciò che è necessario comprendere per leggere correttamente un catalogo di utensili.
Scanalature
Sono i canali elicoidali ricavati lungo il corpo della fresa. I taglienti scorrono sulla superficie anteriore di ciascuna scanalatura; i trucioli vengono espulsi attraverso il canale retrostante. Il numero di scanalature controlla simultaneamente l’evacuazione dei trucioli, la resistenza del nucleo e la finitura superficiale, e questi tre parametri sono in diretta competizione tra loro.


| Conteggio delle scanalature | Espulsione truciolo | Forza del nucleo | Finitura superficiale | Applicazione principale |
| 2 | Massima | La più basso | Grossolana | Alluminio, plastiche morbide, taglio a fessura |
| 3 | Alta | Moderata | Moderata | Sgrossatura generale di acciai non ferrosi e leggeri |
| 4 | Moderata | Alta | Buona | Profilatura e scanalatura di acciaio e inox |
| 5+ | Bassa | Più alta | Migliore | Finitura dell’acciaio temprato, passaggi ad alta velocità |
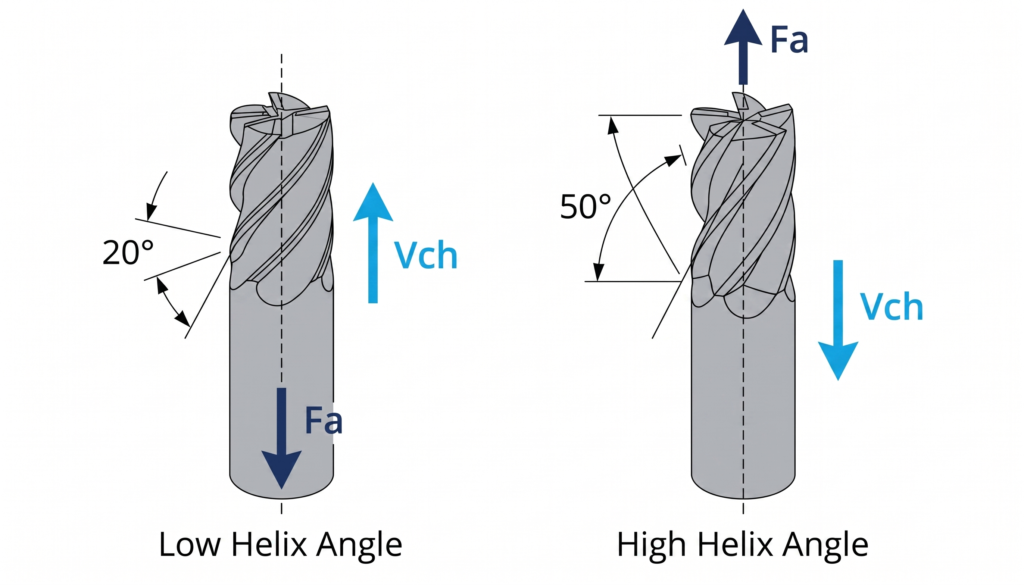
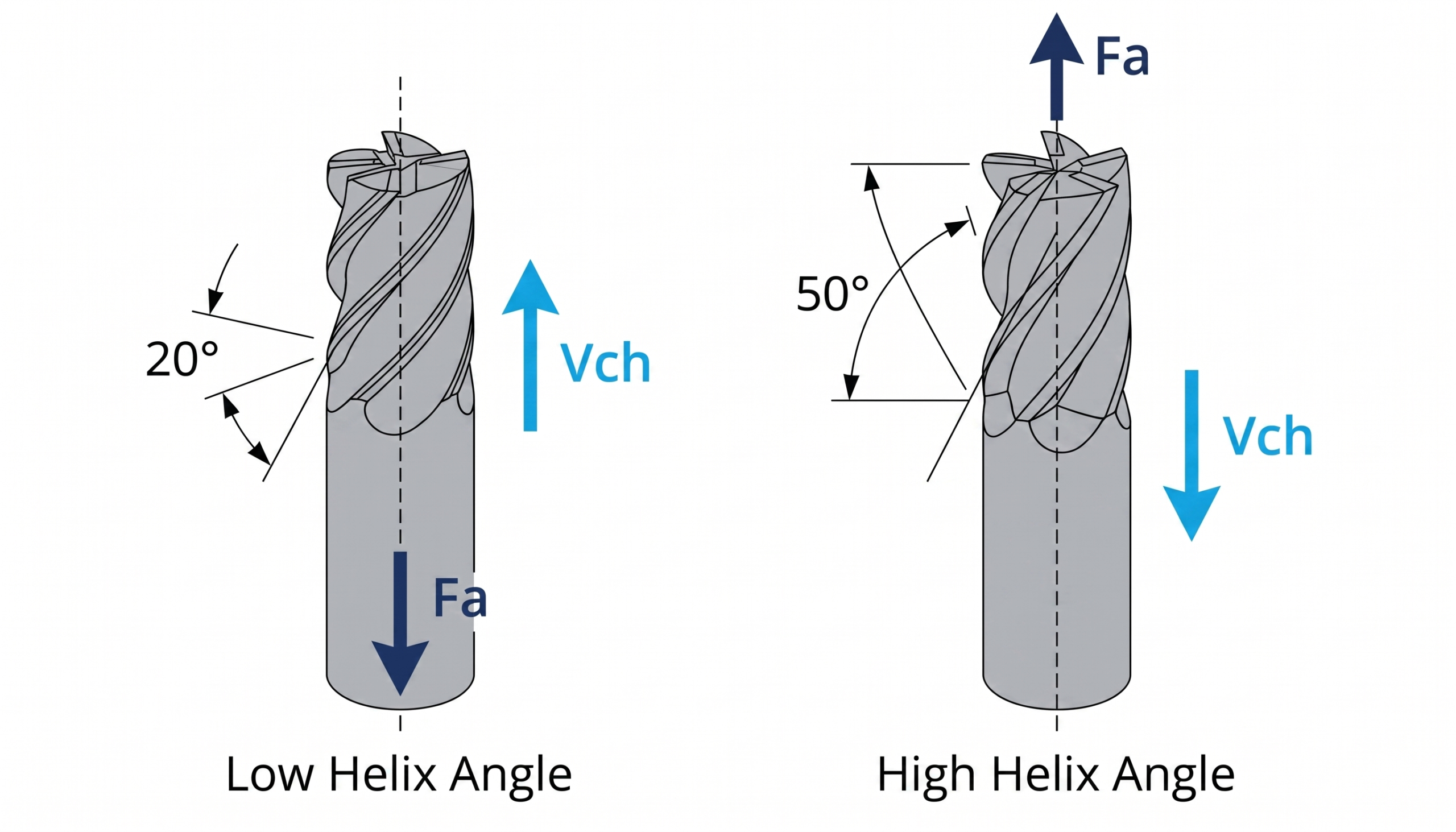
Angolo d’elica
L’angolo di elica è l’angolo di spirale misurato tra l’asse centrale della scanalatura e l’asse longitudinale della fresa. Tipicamente varia da 15° a 60°. Un angolo di elica basso (inferiore a 40°) offre una maggiore resistenza del dente, un volume maggiore di scarico del truciolo e forze di taglio inferiori in direzione assiale, a scapito di una finitura superficiale più grossolana e di velocità di avanzamento ridotte.
Un angolo di elica elevato (superiore a 40°) induce forze di taglio radiali inferiori e produce una migliore finitura superficiale, ma riduce la sezione trasversale dell’utensile e aumenta il rischio di rottura dei denti sotto carichi pesanti. La durezza del materiale è il fattore determinante principale: i materiali non ferrosi teneri come l’alluminio vengono lavorati con un angolo di elica di 45° o superiore; la ghisa viene lavorata con un angolo di elica di 20° o inferiore.
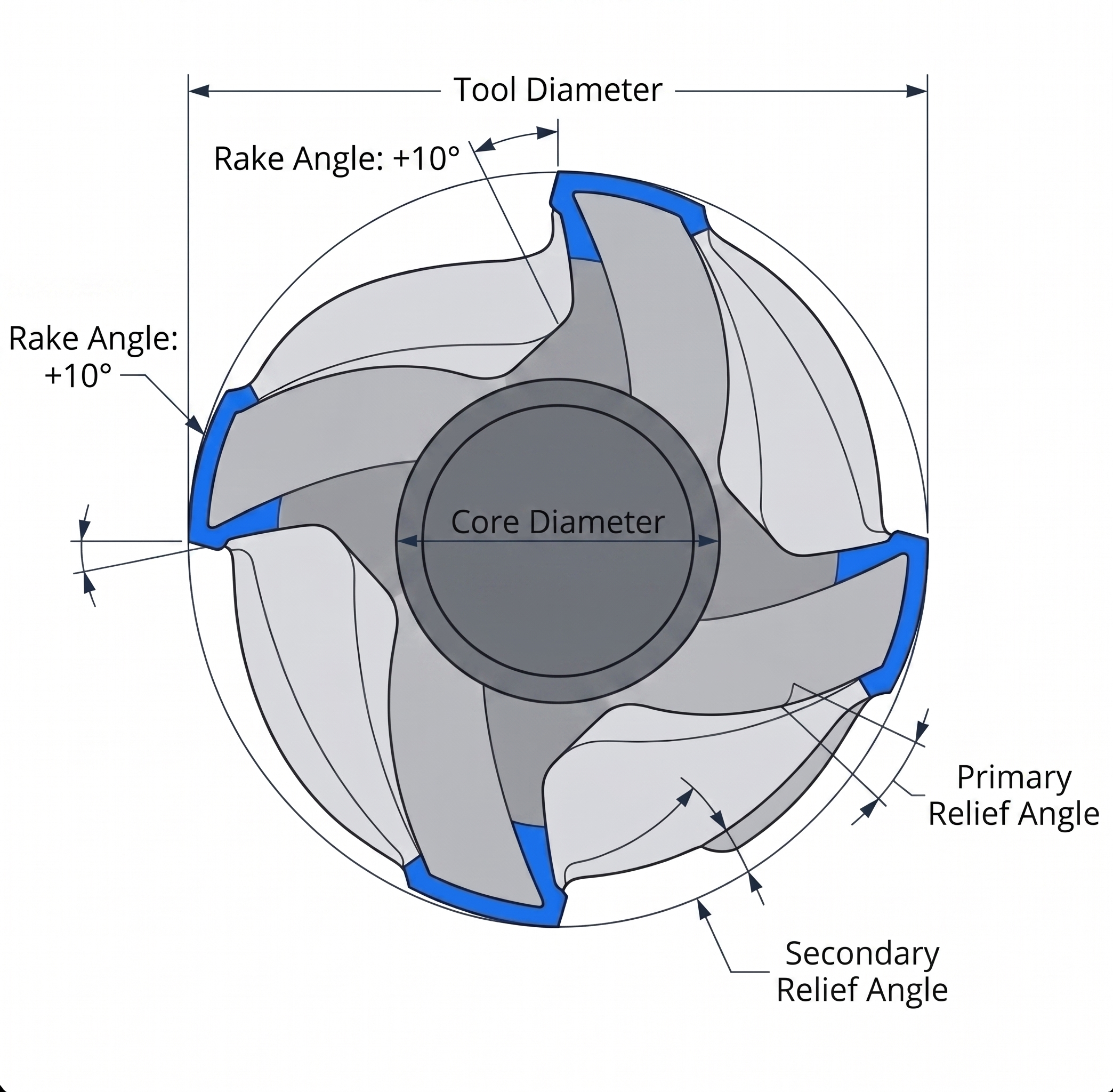
Angolo di spoglia
L’angolo di spoglia controlla l’aggressività con cui il tagliente entra in contatto con il pezzo in lavorazione. Un angolo di spoglia positivo riduce la forza di taglio necessaria, accelera l’evacuazione dei trucioli e diminuisce la generazione di calore. È la scelta corretta per materiali più teneri. Un angolo di spoglia neutro o negativo aumenta la resistenza del tagliente ispessendo la geometria a cuneo, necessaria per materiali duri, tagli interrotti e pezzi abrasivi, dove un tagliente con angolo di spoglia positivo si scheggerebbe rapidamente.
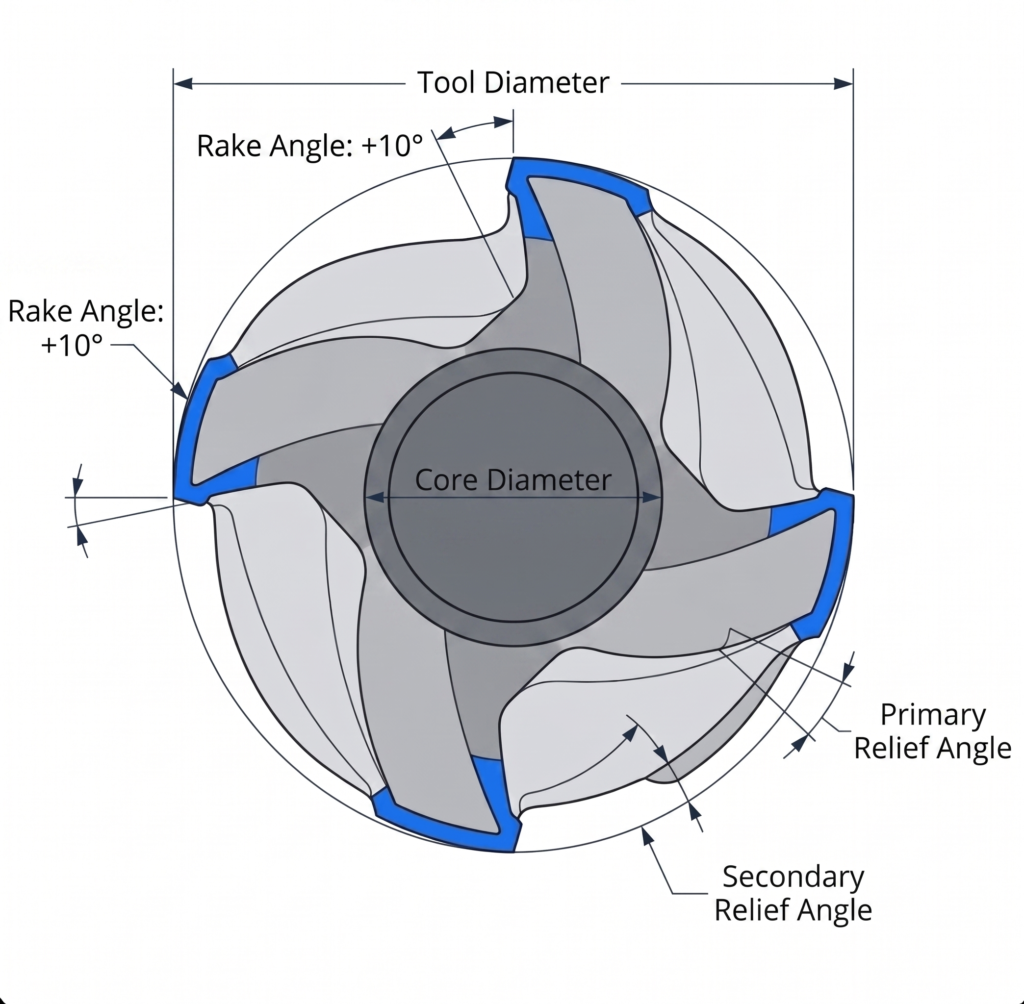
Geometria degli angoli
La geometria dell’angolo determina l’esistenza e le dimensioni del raggio di raccordo in un angolo interno di una tasca. Gli angoli vivi (quadrati) concentrano le sollecitazioni sul tagliente e lasciano un angolo interno di 90° perfetto, creando una concentrazione di sollecitazioni anche nel pezzo in lavorazione. Un raggio di raccordo distribuisce tali sollecitazioni lungo un arco, prolunga la durata dell’utensile e aggiunge un raccordo all’angolo del pezzo.
La progettazione di angoli di tasca interni con un raggio uguale o maggiore del raggio di taglio standard elimina la necessità di utensili speciali e riduce il tempo ciclo di lavorazione. Per un trattamento completo dell’impatto sui costi e sulla produzione delle decisioni relative a raccordi e smussi, consultare l’articolo su Raccordi e smussi nei pezzi lavorati al CNC.
Rapporto lunghezza-diametro (L:D)
Il rapporto L:D determina la rigidità dell’utensile, la flessione sotto carico di taglio e il rischio di rottura. Rappresenta il principale vincolo geometrico per le lavorazioni di tasche profonde e scanalature strette.
| Rapporto L:D | Rigidità | Implicazioni di progettazione |
| Fino a 4:1 | Alta | Ideale per tagli aggressivi, elevata precisione |
| Da 5:1 a 8:1 | Moderata | Ridurre l’avanzamento e la profondità di taglio, monitorare le forze laterali |
| Rapporto superiore a 8:1 | Bassa | Elevato rischio di rottura, limitato ai soli passaggi di finitura |
Le cavità profonde e strette in materiali resistenti come acciaio temprato, Inconel e titanio sono spesso causa di problemi agli utensili per via dei vincoli dati dal rapporto lunghezza/diametro (L:D). Se la profondità di una cavità supera di quattro volte il diametro dell’utensile, i costi e i tempi ciclo aggiuntivi devono essere giustificati. L’adozione di tolleranze di posizionamento più permissive su queste cavità profonde può spesso ridurre la necessità di utensili fragili e di grande portata.
Frese a candela
Le frese a candela tagliano simultaneamente sia sulla faccia frontale che sulle scanalature periferiche, il che le rende la famiglia di utensili più versatile nella fresatura CNC. Una singola fresa a candela può eseguire lavorazioni di immersione, scanalatura, profilatura, tascatura e taglio a gradini senza cambio utensile, motivo per cui dominano l’offerta di utensili per i centri di lavoro verticali.


Frese a testa quadrata
La fresa a testa quadrata è l’utensile da taglio più comune su un centro di lavoro verticale CNC. Il suo fondo piatto e i taglienti periferici le consentono di affondare assialmente e traslare radialmente in un unico utensile. Le applicazioni tipiche includono la fresatura di tasche 2D e 3D, scanalature, profilatura e spallamento. L’usura si concentra all’intersezione dell’angolo tra la faccia terminale e la parte periferica. Man mano che l’angolo si arrotonda a causa dell’usura, il raggio d’angolo interno lasciato nel pezzo aumenta, anche se il disegno tecnico specifica un angolo acuto. Questa è la causa più comune di raggi interni indesiderati nei pezzi lavorati.
Frese a sfera
La fresa a testa sferica sostituisce la superficie frontale piana con una punta di taglio emisferica. Questa geometria consente di tracciare superfici curve, rendendola l’utensile standard per la contornatura 3D, la lavorazione di superfici a forma libera e le passate di finitura su geometrie complesse di stampi e matrici.
La punta emisferica lascia un profilo superficiale ondulato tra i percorsi utensile adiacenti. L’altezza dell’ondulazione viene calcolata come segue:
h = r − √(r² − (s/2)²)
Dove:
- H= altezza dello spallamento (mm)
- R= raggio della sfera (mm)
- S= distanza di sovrapposizione tra percorsi utensile adiacenti (mm)
| Raggio della sfera r (mm) | Passo (mm) | Altezza dello spallamento h (mm) | Ra risultante (approssimativa) |
| 3 | 0,5 | 0,010 | ~0,4 µm |
| 3 | 1.0 | 0,042 | ~1,6 µm |
| 6 | 1.0 | 0,021 | ~0,8 µm |
| 6 | 2.0 | 0,084 | ~3,2 µm |
Ridurre della metà il passo di lavorazione riduce l’altezza dello spallamento di circa quattro volte, ma raddoppia proporzionalmente il numero di passaggi e il tempo di lavorazione.
Frese a punta arrotondata
Le frese a punta arrotondata presentano una superficie di taglio piana con raggi d’angolo, colmando il divario tra le geometrie a punta quadrata e a punta sferica. Permettono di lavorare superfici piane con raggi d’angolo definiti, distribuendo le sollecitazioni di taglio per prolungare la durata dell’utensile rispetto alle frese a punta quadrata. Sono ideali per la lavorazione di cavità piane che richiedono raggi d’angolo specifici, eliminando la necessità di una seconda passata d’angolo.
Frese per smussatura
Le frese per smussatura sono coniche con un angolo di taglio definito. Una fresa per smussatura con angolo di taglio di 90°, la configurazione più comune, produce smussi a 45° sul pezzo in lavorazione. Permette di eseguire una smussatura, sbavatura e svasatura con un unico utensile su un’ampia gamma di dimensioni di pezzi, poiché la larghezza della smussatura è controllata dalla profondità di taglio assiale anziché dal diametro dell’utensile.
| Angolo incluso | Angolo prodotto sullo spigolo | Uso comune |
| 60° | smusso di 30° | Preparazione a coda di rondine, taglio aggressivo del bordo |
| 90° | smusso a 45° | Sbavatura, smussatura e svasatura standard |
| 120° | smusso a 60° | Sbavatura superficiale, preparazione per foratura localizzata |
Frese a coda di rondine
Le frese a coda di rondine hanno una testa di taglio conica che si allarga verso la punta. Richiedono una fessura di accesso pretagliata per entrare, quindi si spostano lateralmente per lavorare le pareti sottosquadro angolate che formano un profilo a coda di rondine. Il giunto a coda di rondine blocca due parti in una direzione lineare consentendo lo scorrimento nella direzione perpendicolare. Gli angoli tipici inclusi sono 45° e 60°. Le applicazioni includono slitte per macchine utensili,sistemi di guide Picatinny, supporti per componenti ottici e dispositivi di bloccaggio meccanico negli assemblaggi strutturali.


Frese di sgrossatura
Le frese di sgrossatura, dette anche a pannocchia, presentano un profilo dentellato o ondulato lungo i taglienti. Questa dentellatura frammenta il truciolo in segmenti corti durante la sua formazione, anziché permettere l’accumulo di un singolo truciolo continuo nella gola della fresa. Il risultato è una riduzione della forza di taglio per dente, una minore tendenza alle vibrazioni e una maggiore velocità di asportazione del materiale rispetto a una fresa standard con parametri di taglio equivalenti. Lo svantaggio è una finitura superficiale grezza e a gradini che richiede una successiva passata di finitura con una fresa standard.


Frese per scanalature
Le frese a scanalatura sono utensili a 2 taglienti progettati specificamente per l’ingresso in profondità e la fresatura di scanalature. La geometria a 2 taglienti massimizza il volume di evacuazione dei trucioli, aspetto fondamentale nelle operazioni di scanalatura in cui l’utensile è completamente racchiuso dal materiale del pezzo su entrambi i lati ed i trucioli hanno spazio limitato per fuoriuscire. L’utilizzo di una fresa a 4 taglienti in una scanalatura a tutta larghezza rischia di ostruire l’evacuazione dei trucioli, bloccando il mandrino o rompendo l’utensile. Le frese a scanalatura evitano questo problema sacrificando la qualità della finitura superficiale a favore dell’evacuazione dei trucioli richiesta dall’operazione.


Frese frontali
La fresa frontale è il cavallo di battaglia della generazione di superfici piane. Piuttosto che un angolo di elica, il parametro geometrico dominante è l’angolo di ingresso, detto anche angolo di attacco (KAPR): l’angolo tra il tagliente principale e la superficie lavorata. I grandi diametri degli utensili (tipicamente da 50 a 200 mm), l’elevata densità degli inserti e i corpi rigidi a corto raggio rendono la fresatura frontale il metodo più produttivo per generare superfici piane su pezzi di grandi dimensioni.


| KAPR (Angolo di ingresso) | Spessore del truciolo | Direzioni della forza | Vita dell’inserto | Capacità dello spallamento |
| 45° | Sottile (carico distribuito sul lato più lungo) | Divisa: assiale/radiale | Più lunga | Nessuna vera spalla quadrata |
| 75° | Moderato | Maggioranza radiale | Moderata | Spalla quasi quadrata |
| 90° | Pieno (concentrato sul bordo) | Completamente radiale | Più corta | Vera spalla quadrata |
Frese a corona
Le frese a corona sono frese frontali con un foro centrale montato su un albero separato. L’albero può essere condiviso tra corpi di fresa a corona di diverso diametro, il che riduce i costi degli utensili nelle officine che lavorano più diametri sullo stesso mandrino. Dal punto di vista funzionale, sono identiche alle frese frontali; la classificazione si riferisce esclusivamente alla configurazione di montaggio.
Frese volanti
Una fresa volante utilizza un singolo utensile sostituibile in acciaio rapido (HSS) o in metallo duro montato su di un corpo rotante. La geometria a punta singola la rende estremamente versatile e a basso costo di installazione, ma l’assenza di inserti multipli limita notevolmente la produttività. I tempi ciclo a parità di velocità di asportazione del materiale sono da quattro a dodici volte più lunghi rispetto a una fresa a inserti di pari caratteristiche. Le frese a disco sono adatte per lavorazioni a basso volume e a basso budget, per l’uso in officina e in situazioni in cui il diametro della superficie di taglio richiesto supera quello che le frese a inserti possono realisticamente coprire.
Fresatura di forme e profili
Le frese per profilatura e sagomatura sono dotate di un tagliente affilato secondo una forma specifica. Ogni utensile di questa famiglia svolge una singola funzione, determinata esclusivamente dalla sua geometria. La sostituzione con un utensile di una famiglia diversa non consentirà di ottenere il risultato desiderato.
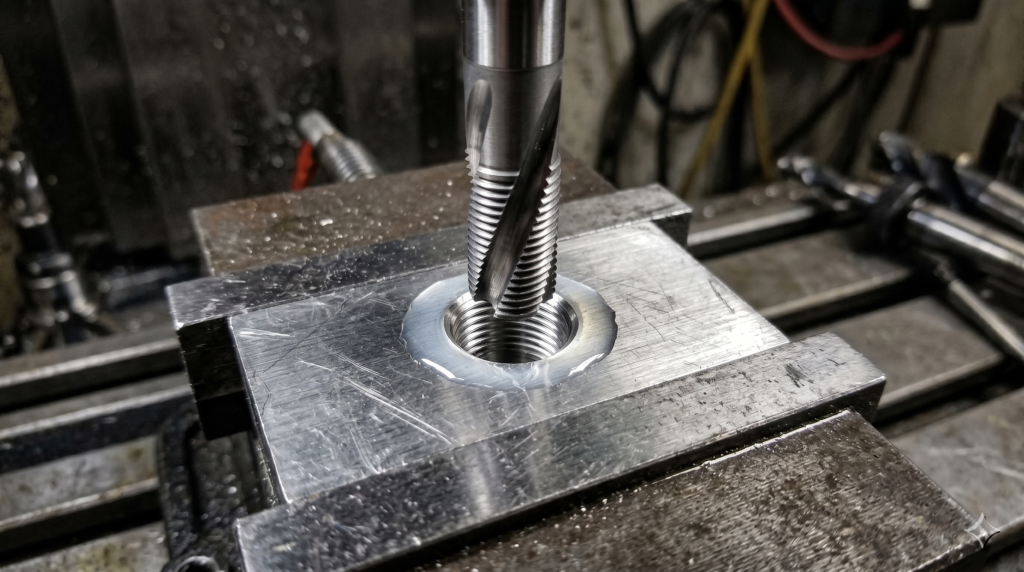
Frese per filettature
Le frese per filettatura hanno il profilo della filettatura ricavato direttamente sulla loro geometria laterale. Possiedono un diametro inferiore al foro da filettare e si spostano con un movimento di interpolazione elicoidale lungo la parete interna del foro per tagliare la filettatura. Una singola fresa per filettatura può tagliare filettature di qualsiasi profondità con il passo corrispondente, il che le conferisce un vantaggio rispetto ai maschi nelle applicazioni con fori ciechi, dove un maschio rischia di rompersi e bloccarsi. Le frese per filettatura funzionano anche su materiali temprati che non possono essere filettati e non presentano il rischio di scarti dovuti alla rottura del maschio.

Quando si specificano le lavorazioni filettate, verificare il diametro della punta del maschio e la lunghezza di impegno della filettatura all’inizio del processo di progettazione utilizzando il calcolatore per la dimensione di punte per filettatura e maschiatura prima di confermare una specifica di filettatura sul disegno tecnico.
Frese a T
Le frese a T richiedono una scanalatura di accesso verticale pre-lavorata prima di poter essere utilizzate. La fresa entra attraverso la scanalatura di accesso, quindi si sposta lateralmente per allargare la base del canale fino al diametro della testa di taglio, creando il profilo a T. L’applicazione industriale principale è rappresentata dalle scanalature dei piani delle macchine utensili progettate per accogliere teste di bulloni a T per il fissaggio dei dispositivi di bloccaggio del pezzo.
Frese per linguette Woodruff
Le frese per linguette Woodruff sono utensili a forma di disco specializzati per la lavorazione delle fessure semicircolari delle linguette come da norme ANSI B17.2 e DIN 6888 per assiemi di alberi e fori. Geometricamente, sono molto simili alle frese a scanalatura a T, ma le loro dimensioni sono standardizzate per corrispondere alle dimensioni della chiavetta semicircolare definite nelle norme pertinenti. Specificare una profondità o una larghezza della scanalatura non standard comporta l’ordine di un utensile personalizzato, il che aumenta i tempi di approvvigionamento ed i costi.

Frese per ingranaggi a evolvente
Le frese per ingranaggi a evolvente sono utensili a disco con profilo di scarico sagomato, rettificati con precisione per riprodurre il profilo a evolvente dell’ingranaggio desiderato. Operano su una testa divisore orizzontale, tagliando uno spazio tra i denti alla volta. L’utensile deve essere indicizzato al numero corretto per l’intervallo di numero di denti desiderato: una singola fresa copre un intervallo di numeri di denti, non un singolo valore. Le frese per ingranaggi a evolvente sono adatte per particolari unici e piccole produzioni. La produzione di ingranaggi ad alto volume utilizza la fresatura o la rettifica degli ingranaggi, non la fresatura sagomata.


Fresatura periferica e piana
Le frese periferiche e piane tagliano sulla loro periferia, parallelamente all’asse del mandrino, e sono montate su un albero orizzontale. Questa famiglia di utensili rappresenta l’eredità dell’era della fresatura orizzontale. I centri di lavoro verticali con frese a inserti hanno in gran parte soppiantato le frese tradizionali per la lavorazione di superfici piane. Rimangono comunque utili nelle officine che utilizzano macchinari a mandrino orizzontale e per specifiche applicazioni di fresatura a doppia scanalatura.
Frese a lamelle
Le frese a lamelle sono frese cilindriche di grandi dimensioni con denti elicoidali lungo tutta la circonferenza. Montate su un albero orizzontale, lavorano ampie superfici piane in un’unica passata, che rappresentava il metodo di lavorazione più efficiente per le superfici piane prima che le frese a inserti intercambiabili diventassero lo standard. Nelle officine che utilizzano ancora fresatrici orizzontali, le frese a disco rimangono efficienti per le passate ad alta asportazione di materiale su billette larghe e piane.


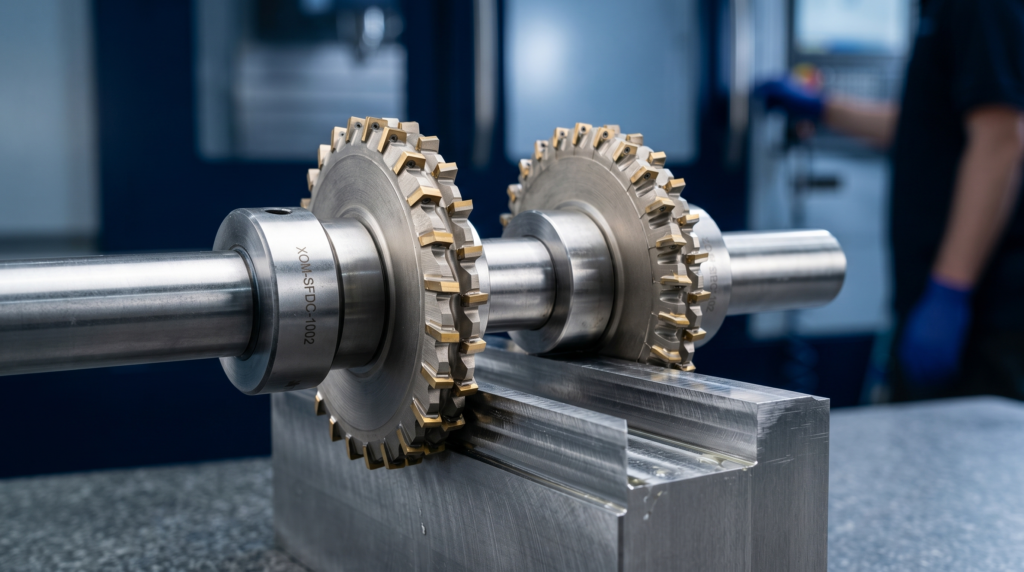
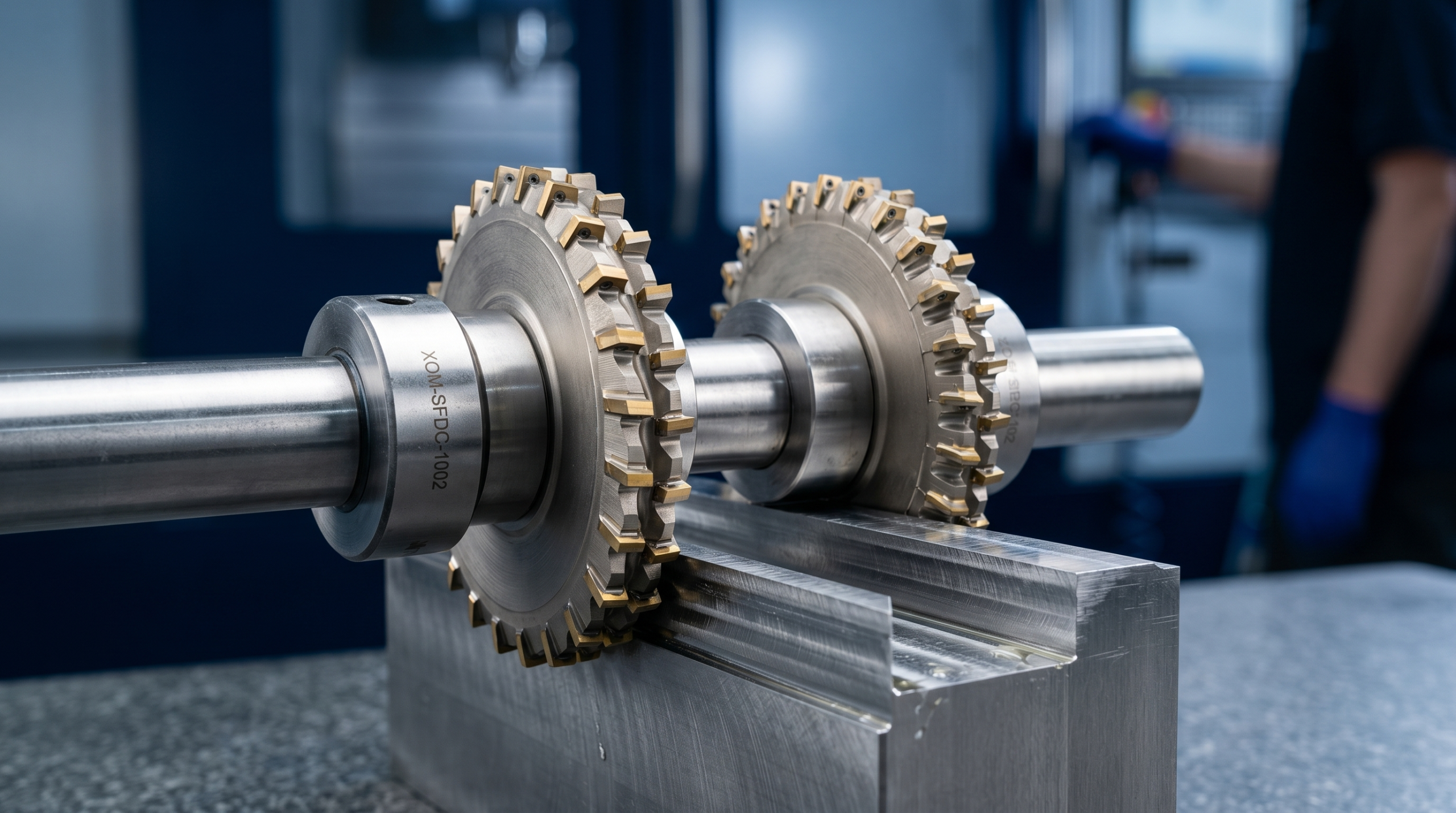
Taglierine laterali e frontali
Le taglierine laterali e frontali sono utensili a forma di disco con denti sulla periferia e su entrambe le facce laterali. Montate su un mandrino orizzontale, vengono utilizzate per la fresatura di scanalature e la fresatura a superfici parallele, dove due frese sullo stesso mandrino lavorano simultaneamente entrambi i lati di un pezzo.
La possibilità di impostare con precisione la distanza tra le due frese tramite distanziatori rende questo metodo altamente ripetibile per la realizzazione di scanalature e fessure con lati paralleli nella produzione in serie..
Materiali e rivestimenti delle frese
Il substrato determina la temperatura massima a cui l’utensile può operare prima di perdere la sua durezza. Il rivestimento moltiplica la durata dell’utensile riducendo l’attrito e rallentando l’usura chimica del tagliente. Substrato e rivestimento devono essere scelti insieme, perché un’incompatibilità (ad esempio, un rivestimento per alte temperature su un substrato per basse temperature) non offre alcun vantaggio, ma aumenta i costi.
Materiali del substrato
| Substrato | Temperatura massima di esercizio | Durezza a caldo | Ideale per | Limitazione chiave |
| Acciaio rapido (HSS) | ~600°C | Basso | Forme personalizzate per uso generale | Morbido sopra i 600 °C, bassa produttività |
| Acciaio rapido al cobalto (M35, M42) | ~675°C | Moderato | acciaio inox, titanio | Miglioramento modesto rispetto al semplice HSS |
| Carburo cementato | ~900°C | Alto | Fresatura di produzione: acciaio, inox, alluminio | Fragile, intollerante ai carichi d’impatto |
| Taglio della ceramica (Al₂O₃, Si₃N₄) | ~1.200 °C | Molto alto | Ghisa, superleghe di nichel ad alta velocità | Molto fragile, senza tagli interrotti. |
| Nitruro di boro cubico (CBN) | ~1400 °C | Il più alto (ad eccezione del diamante) | fresatura di finitura dell’acciaio temprato | Costoso, solo formato con punta brasata |
| Diamante policristallino (PCD) | ~700°C | Più alto | Alluminio, rame, materiali compositi | Si trasforma in grafite al di sopra dei 700 °C, non può tagliare i metalli ferrosi. |
L’acciaio rapido (HSS) rimane rilevante per utensili rettificati su misura, utensili di formatura realizzati internamente e lavorazioni a basso volume in cui la fragilità ed il costo del carburo non sono giustificati. Il carburo cementato è il substrato dominante per la fresatura CNC di produzione su acciaio, inox e alluminio. Il CBN e PCD sono opzioni premium specifiche per applicazioni con un ambito di utilizzo corretto ristretto.
Rivestimenti
I rivestimenti proteggono la superficie del substrato da calore, abrasione e aggressioni chimiche. Il rivestimento corretto per una determinata applicazione è determinato dal materiale del pezzo e dalla temperatura di taglio che tale materiale genera, non dal solo substrato.


| Rivestimento | Temperatura massima | Funzione primaria | Applicazione corretta |
| TiN (nitruro di titanio) | ~600°C | Durezza superficiale, basso attrito | Utensili HSS, carburo a velocità moderata, non ferrosi morbidi |
| TiAlN / AlTiN (nitruro di titanio e alluminio) | ~800°C | Strato barriera di allumina autoriparante | Fresatura di acciaio e acciaio inox a velocità di produzione. |
| AlCrN (nitruro di alluminio e cromo) | ~1.100 °C | Massima resistenza all’ossidazione tra i rivestimenti standard | Acciaio temprato, leghe ad alta temperatura |
| DLC (carbonio simile al diamante) | ~400°C | Riduzione estrema dell’attrito | Alluminio, rame, plastica: previene l’accumulo di materiale sui bordi |
Il TiAlN e il AlTiN sono i rivestimenti standard per le frese in metallo duro integrale nella lavorazione dell’acciaio perché lo strato di allumina che formano ad alte temperature migliora la protezione man mano che l’utensile si riscalda, coprendo il substrato precisamente nell’intervallo di temperatura in cui il metallo duro cementato è più vulnerabile. L’AlCrN estende questo principio a materiali più duri e temperature più elevate. Il DLC viene selezionato specificamente per prevenire i problemi di adesione e di accumulo di tagliente che alluminio e altri materiali non ferrosi appiccicosi causano su utensili non rivestiti o rivestiti in TiN.
Parametri di taglio che regolano la selezione degli utensili
La scelta dell’utensile da taglio è determinata da tre parametri: velocità di taglio, avanzamento per dente e profondità di taglio. Sandvik possiede tutte le formule di fresatura rilevanti per effettuare i calcoli.
Velocità di taglio
La velocità di taglio (Vc) è la velocità superficiale del tagliente sul diametro esterno dell’utensile, misurata in metri al minuto. La velocità di taglio corretta dipende da due variabili: il materiale del pezzo ed il substrato dell’utensile. Una velocità troppo elevata genera calore eccessivo, ammorbidendo il substrato e accelerando l’usura. Una velocità troppo bassa provoca attrito anziché taglio, generando anch’essa calore e riducendo la durata dell’utensile.
| Materiale del pezzo | Intervallo tipico di velocità Vc (m/min) – Utensile in carburo |
| Leghe di alluminio | Da 200 a 600 |
| Acciaio forgiato | Da 80 a 200 |
| Acciaio inox (austenitico) | da 50 a 120 |
| Leghe di titanio | dai 30 agli 80 |
| Acciaio temprato (45–60 HRC) | Da 50 a 150 (CBN) |
| Ghisa | Da 100 a 300 |
| Superleghe di nichel | dai 15 ai 50 |
Avanzamento per dente
L’avanzamento per dente (fz) determina il carico del truciolo: ovvero la quantità di materiale rimossa da ciascun dente per passata. Un carico del truciolo troppo basso assottiglia il truciolo al di sotto della sua sezione trasversale ideale, concentrando la generazione di calore in un volume minore di materiale e accelerando l’usura dell’utensile. Un carico del truciolo troppo elevato supera la capacità strutturale dell’utensile, causando flessioni, vibrazioni o rotture. Il carico del truciolo non è intercambiabile con la velocità di avanzamento: velocità di avanzamento (mm/min) = fz × numero di taglienti × RPM.
Profondità di taglio
La profondità di taglio ha due direzioni indipendenti: assiale (quanto in profondità la fresa penetra nel pezzo) e radiale (quanto del diametro della fresa è impegnato lateralmente). L’impegno radiale è la variabile più aggressiva per la generazione di calore: una fresa con impegno radiale al 100% (scanalatura a tutta larghezza) ha ogni dente a contatto con il pezzo per metà di ogni passata, il che genera calore concentrato e costante. Una passata radiale leggera utilizza una maggiore profondità assiale per compensare, distribuendo il carico su tutta la lunghezza della scanalatura e mantenendo breve il tempo di contatto di ciascun dente con il pezzo.
| Tipo di operazione | Impegno radiale | Impegno assiale | Livello di calore | Applicazione corretta |
| Scanalatura | 100% (larghezza intera) | Poco profondo (da 0,5x a 1x D) | Alto | Solo taglio di scanalature, utilizzare 2 taglienti |
| Sgrossatura convenzionale | Dal 30% al 60% D | Moderato (da 1x a 1,5x D) | Moderato | Rimozione generale dei materiali |
| Fresatura ad alta efficienza (HEM) | Dal 5% al 15% D | Profondo (da 3 a 5 volte la profondità) | Basso | Massima durata degli utensili, tempi ciclo rapidi. |
| Finitura | Dal 5% al 10% D | Profondità completa della funzionalità | Basso | Qualità della superficie, precisione dimensionale |
Progettazione per la producibilità: progettare pensando all’operatore addetto al taglio.
Ogni caratteristica di progettazione che esula dal catalogo standard delle frese crea un problema di approvvigionamento che si traduce in costi e tempi di consegna aggiuntivi.
I seguenti vincoli derivano direttamente dalla geometria dell’utensile e devono essere presi in considerazione già in fase di disegno.
| Caratteristica di design | Vincolo dell’utensile | Regola DfM |
| Raggio interno dell’angolo della tasca | Deve essere uguale o superiore al raggio di taglio. | Specificare il raggio minimo accettabile, diverso da zero. Un raggio interno pari a 0 è fisicamente impossibile da fresare. |
| Larghezza dell’intaglio | Non può essere più stretto del diametro minimo della fresa disponibile. | Le larghezze standard delle scanalature (3, 4, 5, 6, 8, 10, 12, 16, 20 mm) eliminano i costi aggiuntivi per gli utensili personalizzati. |
| Profondità della tasca | Limitato dal rapporto L:D della fresa. | Idealmente, la profondità della tasca non dovrebbe superare 4 volte il raggio d’angolo specificato. |
| Specifiche della filettatura | Determinata dalle dimensioni disponibili di maschi e frese per filettatura. | Utilizzare filettature standard metriche (ISO) o unificate (UNC/UNF). Verificare preventivamente le dimensioni delle punte da trapano. |
| Angolo di smusso | Le frese per smussatura standard coprono angoli di 30°, 45° e 60°. | Gli angoli non standard richiedono una configurazione personalizzata degli utensili. Ove possibile, impostare l’angolo predefinito a 45°. |
| Geometria a scanalatura a T e a coda di rondine | Richiede un intaglio di accesso verticale pre-lavorato. | Nel disegno, indicare le dimensioni della fessura di accesso, corrispondenti ai diametri di ingresso della fresa disponibili. |
| Fessura per linguetta Woodruff | Le dimensioni devono corrispondere agli standard ANSI B17.2 o DIN 6888. | Specificare un numero di chiavetta standard. Larghezze non standard comportano la necessità di un ordine di utensili personalizzati piuttosto costoso. |
I progetti che si allineano con diametri di taglio, raggi, angoli di smusso e passi di filettatura standard passano attraverso la fase di quotazione e impostazione più velocemente e con un minor numero di richieste di modifica ingegneristica. Per le caratteristiche con requisiti dimensionali ristretti che interagiscono con le parti di accoppiamento, le tolleranze devono essere definite utilizzando limiti e adattamenti standard al fine di confermare che la classe di adattabilità specificata sia raggiungibile con la capacità del processo di fresatura CNC standard prima del rilascio del disegno.
Il risultato pratico della comprensione dei vincoli delle frese è quello di un minor numero di revisioni dei disegni, cicli di preventivazione più rapidi e componenti che raggiungono il controllo del primo campione senza sorprese dovute agli utensili.





Comment(0)