 Europe
Europe  Türkiye
Türkiye 


Der hohe Grad an Kontrolle, der durch diese Automatisierung erreicht werden kann, ist es, der die CNC von anderen Fertigungsverfahren abhebt. Diese Automatisierung erlaubt es, höchst kompetitive Preise für einmalige individuelle Prototypen wie auch für kleine bis mittelgroße Serien anzubieten.
Was ist CNC-Bearbeitung?
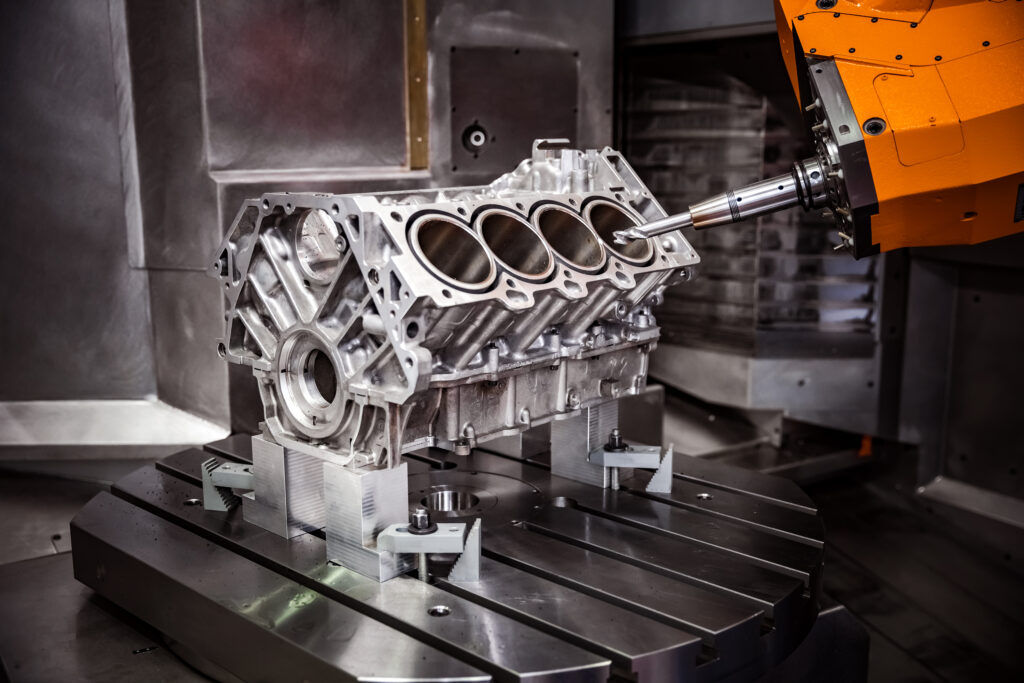
Bei der CNC-Bearbeitung handelt es sich um ein subtraktives Fertigungsverfahren, bei dem durch einen Computer kontrollierte Werkzeugmaschinen Material aus einem Block entfernen, der auch als Rohling oder Werkstück bezeichnet wird, um dadurch ein fertiges Produkt zu erzeugen.
Die Schnittwege, -geschwindigkeiten und -werkzeugwechsel werden all über ein Programm gesteuert, was eine hohe Wiederholbarkeit gewährleistet. Moderne CNC-Anlagen können dabei größtenteils unbeaufsichtigt betrieben werden, wobei die Rolle des Anlagenbedieners auf die Einrichtung, die Programmierung und die Qualitätsprüfung begrenzt ist.

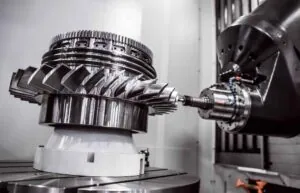
Mehrachsige Anlagen können dabei komplexe Geometrien wie die für Turbinenrotoren, Pumpenimpeller und freigeformte Oberflächen in einem einzigen Durchgang erzeugen, der ansonsten in der Vergangenheit mehrere Maschinen und eine manuelle Neuausrichtung erfordert hätte.
Was ist CNC (Computer Numerical Control)?
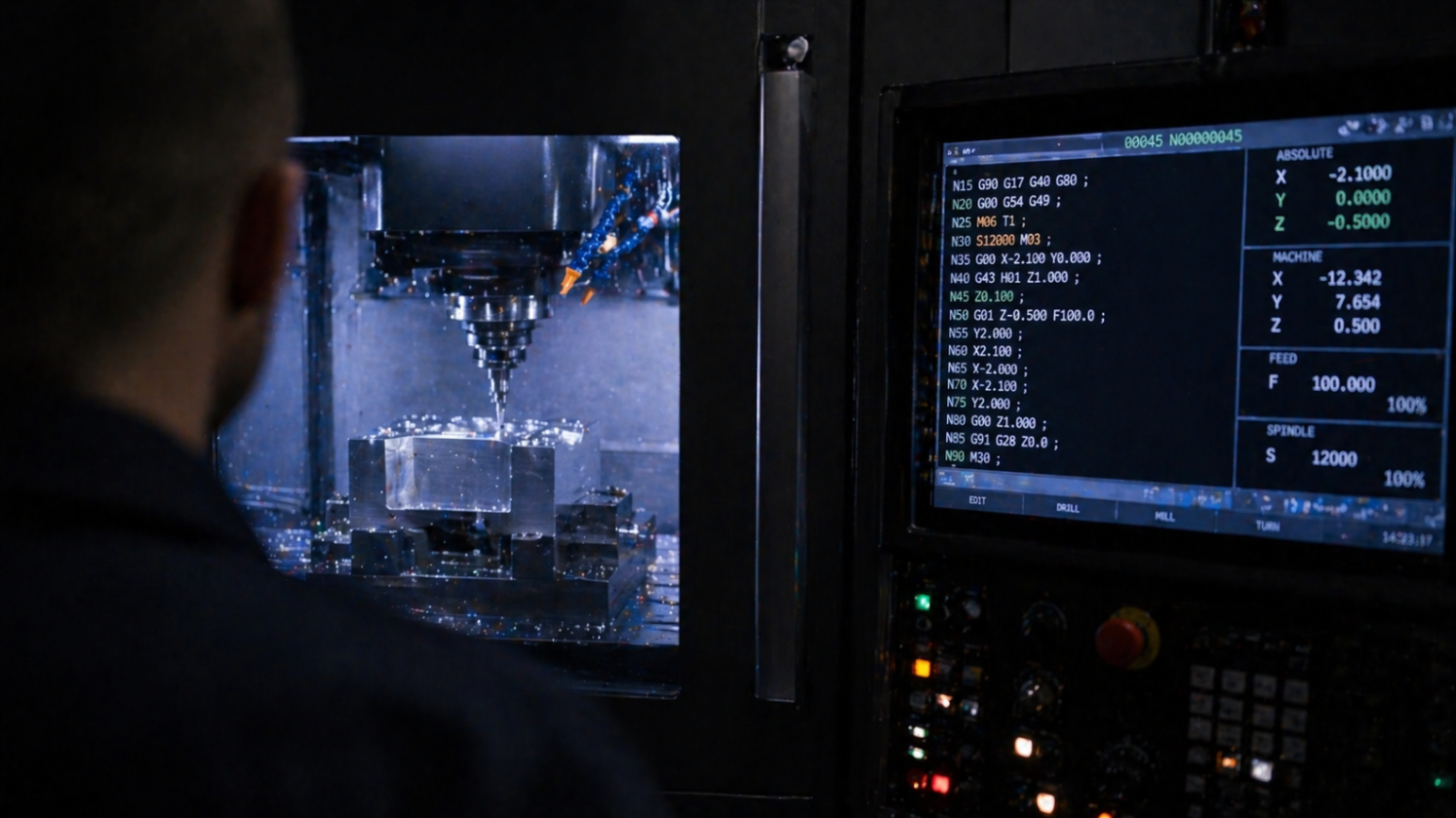
CNC steht für Computer Numerical Control, also die numerische Steuerung durch einen Computer. Es handelt sich um ein automatisiertes System zur Manipulierung der Werkzeuge und des Werkstücks unter Nutzung von G-Code, der Basissprache, die dafür verwendet wird, die Maschine zu steuern und anzuleiten. Der G-Code bestimmt dabei alle Verfahrensschritte inklusive der Spindeldrehzahl, der Vorschubgeschwindigkeit und weiteren Hilfsfunktionen.


Wie funktioniert eine CNC-Maschine?
In ihrem Kern besteht eine CNC-Maschine aus einem beweglichen Werkzeug oder einer Plattform, die vorprogrammierten Befehlen folgt. Moderne Anlagen benutzen dazu eine in sich geschlossene Steuerung, um eine konsistente Genauigkeit, Geschwindigkeit, Sicherheit und Konsistenz zu gewährleisten.


Der Arbeitsablauf folgt dabei einem strikten Fünf-Schritte-Zyklus:
- CAD (Computer-Aided Design): Das Teil fängt als 3D-CAD-Modell an, das von einer technischen Zeichnung begleitet wird, die alle Spezifikationen und Toleranzen enthält.
- CAM (Computer-Aided Manufacturing): Das 3D-Modell wird in Werkzeugpfade übersetzt.
- G-Code-Erzeugung: Die CAM-Software gibt den exakten alphanumerischen G-Code aus, der für den Betrieb der Anlage erforderlich ist.
- MCU (Machine Control Unit): Dieser Code wird nun in die Maschinenkontrolleinheit, die Maschinensteuerung (die MCU), übertragen.
- Ausführung: Die codierten Anweisungen werden jetzt direkt durch Schrittmotoren und Servomotoren ausgeführt.
Während der Ausführung wird eine Schneidflüssigkeit (ein Hochdruckkühlmittel) direkt in die Schnittzone geleitet. Diese gründliche Art der Spanabfuhr verringert den Wärmestau, vermeidet Verstopfungen, verlängert die Lebensdauer der Werkzeuge und erlaubt höhere Vorschubgeschwindigkeiten.
CNC – Fräsen
Das CNC-Fräsen ist eine Unterart der CNC-Bearbeitungsdienste.
CNC-Fräsen ist ein hochpräzises, vielseitiges und verlässliches subtraktives Verfahren, das ist in der Lage ist, eine Vielzahl an Materialien inklusive Metallen, Holz, Kunststoffen, Stein und Keramik maschinell zu bearbeiten und zu formen.
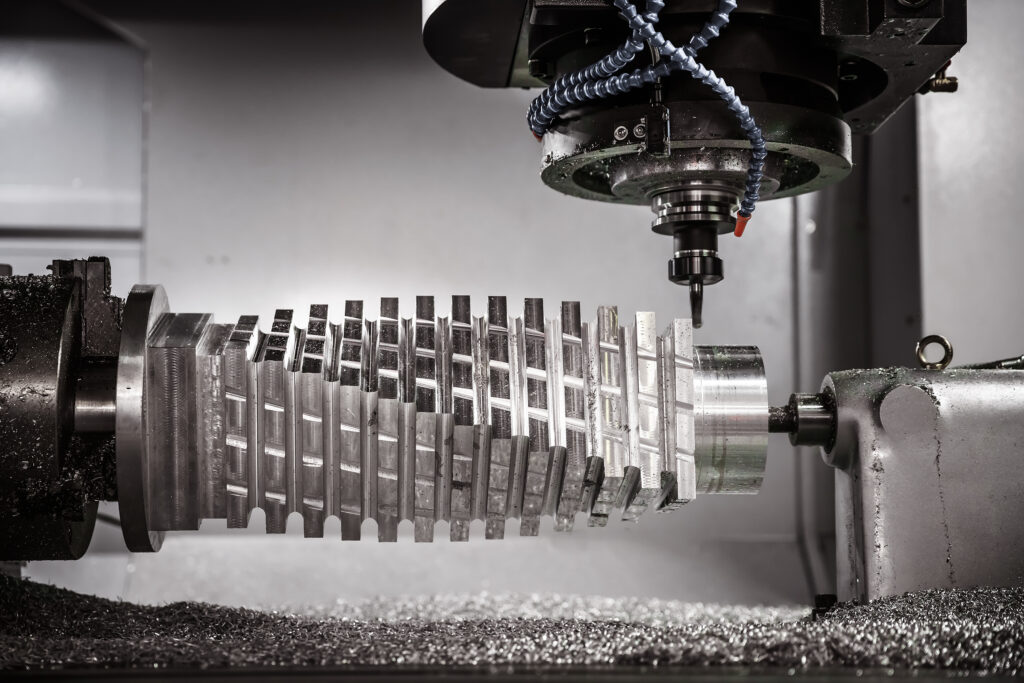
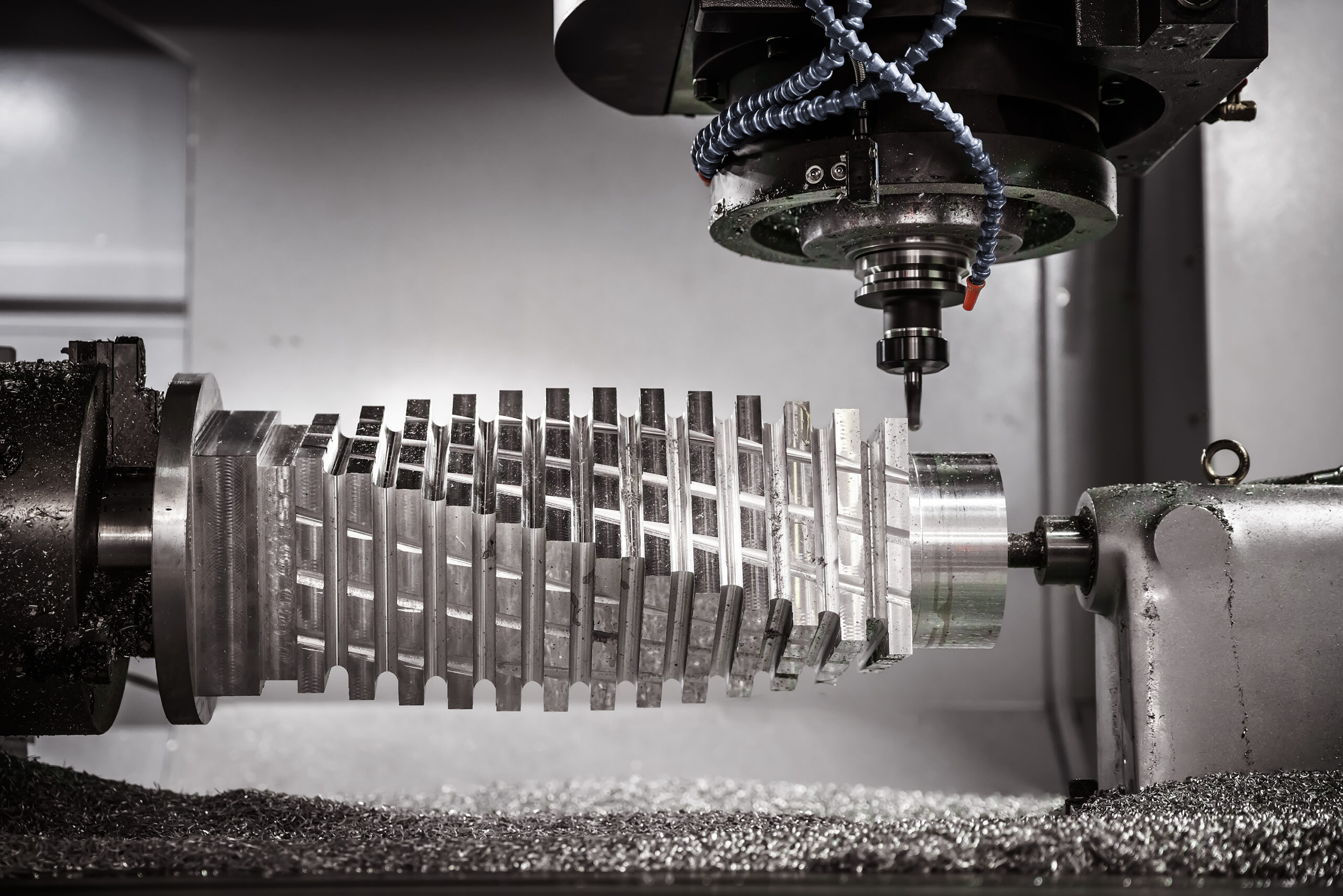
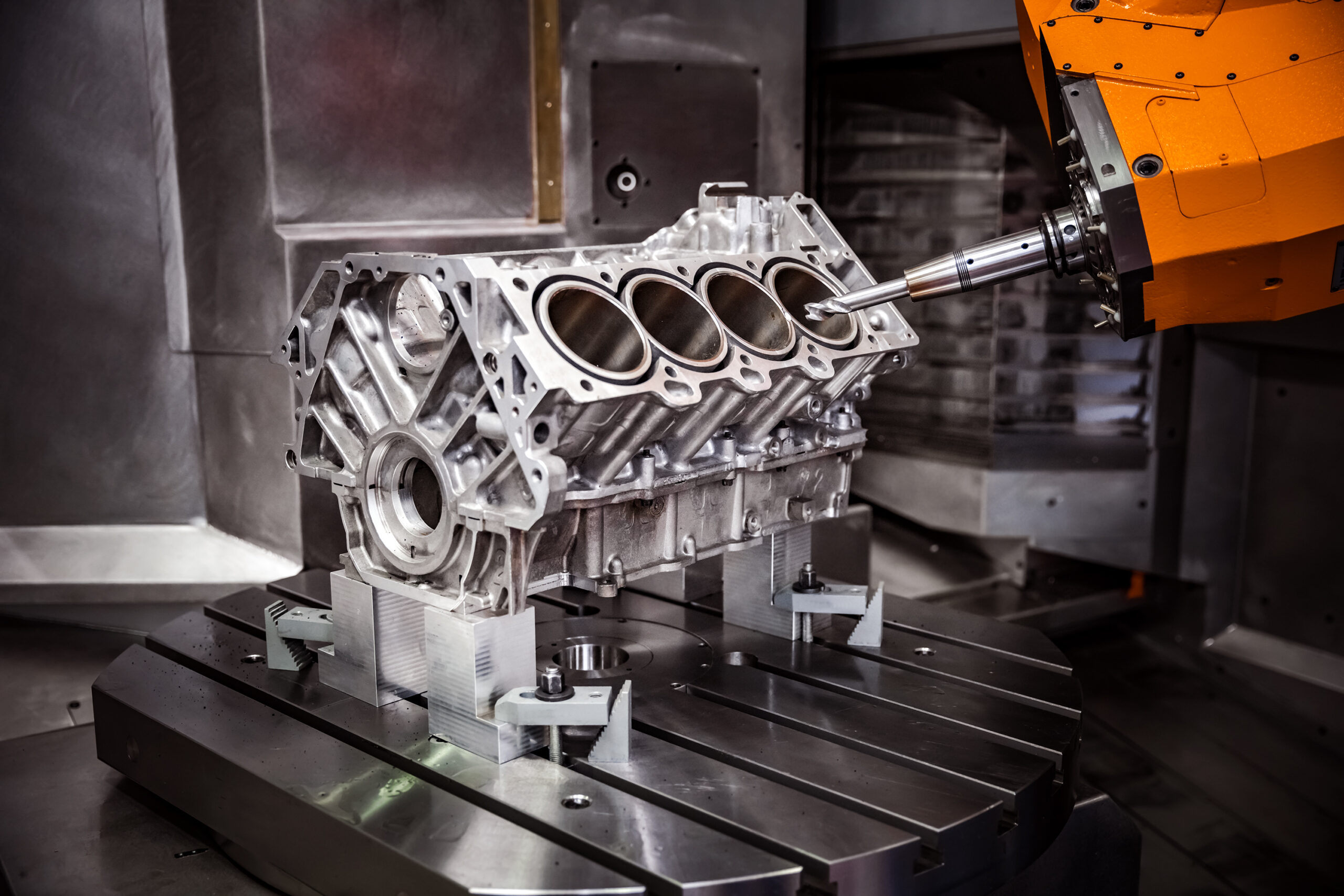
Der Arbeitsbereich besteht dabei primär aus einem Arbeitstisch, auf dem das Werkstück gesichert wird, und einem Spindelkopf, der einen Hochgeschwindigkeits-Vielzahnfräser antreibt. Es eignet sich besonders für die Bearbeitung zäher Materialien wie Titan oder Inconel, weshalb das Verfahren in Bereichen wie der Luft- und Raumfahrt, dem Automobilbau, der Medizin und im Energiesektor weit verbreitet ist.
Durch das Kombinieren verschiedener Schneidestrategien können Ingenieure hochkomplexe Teile fertigen lassen. Häufig eingesetzte Arbeitsschritte sind:
- Taschenfräsen
- Anfasen
- Aufbohren
- Schlitzen
- Planfräsen
Achsenklassifizierung
Die Möglichkeiten einer CNC-Maschine werden stark durch die Anzahl der verfügbaren Achsen bestimmt. Der Übergang von einer normalen 3-achsigen Anlage zu einem fortschrittlichen Mehrachsensystem erhöht drastisch die möglichen Geometrien.
| Fähigkeit der Maschine | Werkzeugbewegung & Freiheitsgrade | Beste Anwendungsfälle für die Fertigung |
| 3-Achsen-Fräsen | Werkzeugbewegung entlang der X-, Y- und Z-Achse | Das am häufigsten genutzte Verfahren für 2D/2,5D-Teile, Paneele und Gehäuse. Geringste Kosten und einfachste Einrichtung. Einschränkung: Eingeschränkter Werkzeugzugang |
| 4-Achsen-Fräsen | Fügt eine weitere Rotationsachse (i. d. R. die A-Achse) hinzu. | Ideal für das Bohren winkliger Bohrungen und das Erzeugen von helixförmigen Schrägverzahnungen (Zahnräder, medizinische Implantate) ohne manuelle Umpositionierung. |
| 5-Achsen-Fräsen | Fügt zwei Rotationsachsen zur normalen XYZ-Bewegung hinzu. | Erforderlich für das Abfahren kontinuierlicher, komplexer Kurven (wie in Impellern oder Rotoren in der Luftfahrt). Wird oft in einer „3+2“ Aufspannung verwendet, um fünf Seiten eines Teils in einer einzigen Aufspannung zu bearbeiten. |
| 6-Achsen-Fräsen | Fügt den XYZ-Achsen drei Rotationsachsen hinzu. | Äußerst selten. Sie kann perfekte Konsistenz über mehrere zusammengesetzte Kurven beibehalten, wobei jedoch meist 5 Achsen ausreichen. |
Arten der CNC-Fräsmaschinen
In Abhängigkeit von der Ausrichtung der Werkzeugspindel werden Fräsmaschinen in Vertikale Bearbeitungs-/Fräszentren (VMC) und Horizontale Bearbeitungs-/Fräszentren (HMC) unterteilt. Jede dient dabei bestimmten Herstellungszwecken.
Kurzreferenz für VMC vs. HMC
| Merkmal | Vertikales Bearbeitungszentrum (VMC) | Horizontales Bearbeitungszentrum (HMC) |
| Spindelausrichtung | Vertikal (Oben-nach-Unten) | Horizontal (Seitwärts) |
| Haupteinsatzgebiete | Universeller, äußert vielseitiger Einsatz in der Werkstatt | Spezialisiert auf Großserienfertigung zäher Materialien |
| Kosten & Fußabdruck | Geringere Einstiegskosten; erfordert weniger Stellfläche | Bis zu 3 × teurer; hat einen massiven Fußabdruck bei Aufstellung |
| Aufspannung & Halterungen | Leichter zu programmieren; erfordert weniger komplexe Halterungen. | Längere Aufspann- bzw. Rüstzeiten; hohe Werkzeugkosten. |
| Durchsatz & Automatisierung | Erfordert manuelle Eingriffe des Bedieners für die Neupositionierung der Werkstücke. | Bearbeitet mehrere Seiten/Oberflächen ohne eine Neupositionierung; reibungslose Integrierung in die Automatisierung. |
| Spanabfuhr | Erfordert das Einbringen eines Kühlmittels zur Spanabfuhr. | Ausgezeichnete, natürliche, schwerkraftbedingte Spanabfuhr. |
(Anmerkung: HMC sind als 3-, 4- und 5-Achsen-Systeme verfügbar, wobei das 4-achsige als Industriestandard angesehen wird.)
Kurzreferenz Häufig Eingesetzte Fräsvorgänge
Das Fräsen ist in der Lage, einen vollständigen Satz an subtraktiven Formgebungsvorgängen durchzuführen, die aus einem Rohmaterialblock die finale Form des Produkts erzeugen. Zu den entscheidenden CNC-Fräsvorgängen gehören:
| Fräsvorgang | Technische Beschreibung | Beste Anwendung |
| Planfräsen | Erzeugt eine ebene Oberfläche senkrecht zur Werkzeugachse. Es erfordert einen großen Werkzeugdurchmesser. | Ideal für das Erzeugen glatter, ebener Oberflächen aus dem Rohling als ersten Bearbeitungsschritt, oder als finaler Schritt für das Erreichen einer glatten Oberflächengüte bzw. die Optimierung der Oberflächenrauhigkeit. |
| Schaftfräsen | Schneidet entweder tief in die Peripherie (den Umfang) oder den Körper des Werkstücks ein, und nutzt dazu die Kanten entlang der Seite oder an der Spitze des Fräswerkzeugs. | Gut für vertikale Wände sowie tiefe, schmale Merkmale geeignet, aber auch für 3D-Formen wie Taschen, Schlitze und verschiedene Profile. |
| (Glattes) Umfangsfräsen | Die Ausrichtung des Werkzeugs ist horizontal, mit der Schnittkante entlang des Umfangs. | Es ist dazu gedacht, eine große Menge an Material schnell zu entfernen und dabei effizient große, flache und parallele Oberflächen zu erzeugen. |
| Winkelfräsen | Die Schnittkante des Werkzeugs trifft winklig auf das Werkstück (in einem Winkel von 45°, 60°, 90°) oder nutzt einen zweischneidigen Fräser. | Es erzeugt so flache winklige Oberflächen, die wie eine V-Nut aussehen, in einem Arbeitsgang. |
| Formfräsen | Bezieht sich auf den Einsatz individuell geformter Fräser, um komplexe Geometrien in einem einzigen Durchgang, ohne einen mehrfachen Werkzeugwechsel, zu realisieren. | Man setzt sie oft für konvexe/konkave Oberflächen, Hohlräume von Gussformen, komplizierte Zahnräder, ergonomische Formen und Gewinde ein, um die Gesamtzykluszeit zu verkürzen, aber dennoch eine hohe Genauigkeit und Wiederholbarkeit beizubehalten. |
(Darüber hinaus kann das CNC-Fräsen natürlich auch Vorgänge wie das Bohren, Aufbohren, Aufreiben, Gewindeschneiden, Zahnradfräsen und mehr durchführen.)
CNC – Drehen
CNC-Drehen ist ein Verfahren, bei dem das Werkstück in ein sich drehendes Spannfutter (Kraftspannfutter) eingespannt und dann gegen ein stationäres, an einem Punkt montiertes Werkzeug gedreht wird, um das Werkstück zu bearbeiten. Da CNC-Drehbänke ein rotationssymmetrisches Teil erzeugen, eignen sie sich ideal für zylindrische und konische Teile.
Moderne CNC-Drehbanksysteme, die auch als CNC-Drehzentren bezeichnet werden, können zudem über ein sogenanntes „Live Tooling“ verfügen. In diesen Zentren werden zusätzliche Werkzeuge für begrenzte Fräs-, Bohr-, Schlitz- und Gewindeschneidevorgänge eingesetzt, ohne dass das Werkstück dafür in eine andere Maschine transferiert werden müsste. Das Hinzufügen von Unterspindeln bzw. Teilspindeln kann darüber hinaus den Bedarf an sekundären Arbeitsvorgängen oder den Bedarf für eine Neuausrichtung des Teils mitten im Arbeitsablauf verringern.


CNC turning also uses G-code and can make fast, precise cuts considerably reducing the time required compared to a manual lathe. The most common CNC Auch das CNC-Drehen nutzt den G-Code, und kann schnelle, präzise Schnitte durchführen, was die erforderliche Zeit im Vergleich zu einer manuellen Drehbank deutlich verringert. Die meisten CNC-Drehvorgänge erfolgen entlang von zwei Achsen (X und Y). Neuere CNC-Drehbanksysteme verfügen aber oft schon über drei oder sogar fünf Achsen.
Arten von CNC-Drehmaschinen
CNC-Drehbänke gibt es in vielen verschiedenen Konfigurationen. Einige haben zwei Werkzeugrevolver, manche haben zwei Spindeln, und wieder andere haben sogar integrierte Fräs- und Schleifwerkzeuge in der gleichen Aufspannungskonfiguration. Selbst scheinbar gleiche Anlagen können sich in Hinblick auf Pferdestärken, Lagergröße und Haltevorrichtungen für Werkzeuge unterscheiden. Deshalb gibt es auch verschiedene Wege CNC-Drehmaschinen zu klassifizieren.
Aspekte wie die Ausrichtung des Revolvers (vertikal oder horizontal), Präzision (Schweizer Stil) und die Mehrachsenkonfiguration (2, 3, 4, 5+ Achsen) sind sehr populär für die Kategorisierung der Konfiguration von Drehmaschinen.
| Drehmaschinenkonfiguration | Kerncharakteristika & Anwendungsbereiche |
| Horizontal- revolver- drehmaschine (HTL) | Stellt die Mehrheit an CNC-Drehmaschinen dar. Verfügt über eine hohe Genauigkeit und Wiederholbarkeit, bewahrt enge Toleranzen in der CNC-Bearbeitung bis in den Mikrometerbereich und das auch über lange Produktionsläufe hinweg. Die einfachsten zweiachsigen Konfigurationen bearbeiten einzelne Teile schnell und verlässlich. |
| Vertikal- revolver- drehmaschine (VTL) | Verfügt über einen vertikalen Revolver. Am besten für schwerere Komponenten geeignet, da die Gravitation dabei hilft, das Teil bei der Bearbeitung zu stabilisieren. |
| Mehrachsige CNC-Drehmaschine | Wird anhand ihrer voneinander unabhängigen Steuerachsen klassifiziert (2-, 3-, 4-, 5- und 6-achsige Systeme). Eine gleichzeitige Bewegung bietet oft mehr Freiheiten, um komplizierte Teile in einer Aufspannung zu fertigen. |
| Langwellen-CNC- Drehmaschinen (Schweizer Typ) | Speziell für die Herstellung kleiner Komponenten mit hoher Präzision. Exzellent für hochvolumige Produktion komplexer Teile mit sehr schnellen Durchlaufzeiten. |
Die Häufigsten Drehvorgänge
Das CNC-Drehen kann, obwohl es auf rotationssymmetrische Teile begrenzt ist, dennoch eine Vielzahl an Vorgängen ausführen, um Teile aus Rohlingen in einem einzigen Arbeitsgang in ein fertiges Produkt umzuwandeln. Lassen Sie uns einige dieser populären Vorgänge näher betrachten:
| Drehvorgänge | Ausführung & Werkzeugwechsel | Zweck & Anwendung |
| Drehen (gerade und konisch) | Beim Stufendrehen bewegt sich das Werkzeug parallel zur Achse des Werkstücks. Beim Kegeldrehen bewegt sich das Werkzeug hingegen in einem Winkel zur Achse des Werkstücks. | Erzeugt gerade zylindrische Formen oder kegelförmige, konische Außenflächen an runden Teilen. |
| Planfräsen | Die Bewegung des Werkzeugs erfolgt senkrecht zur Drehachse. | Erzeugt eine flache Oberfläche am Ende des Werkstücks. Nützlich für das Einstellen der Länge eines Teils, bevor das Ende geglättet wird. |
| Bohren & Aufbohren | Erzeugt ein präzises, zentriertes und axiales Loch an der Stirnseite des Werkstücks. Die Bohrungen sind dabei konzentrisch und quadratisch zur Werkstücksoberfläche. | Gebohrte Löcher, die sogenannten Bohrungen, können dabei später vergrößert werden, um den gewünschten Enddurchmesser zu erreichen. Dies erfolgt in einem nachfolgenden Vorgang, der als Aufbohren bezeichnet wird. |
| Gewinde- bohren & Gewinde- schneiden | Werkzeuge erzeugen bei diesen Vorgängen Gewinde in einem Werkstück. | Es unterscheidet sich jedoch die Lage der Gewinde. Das Gewindebohren erzeugt Gewinde im Inneren des Materials, während das Gewindeschneiden das Gewinde an der Außenseite erzeugt. |
| Rändeln | Eine Kaltumformung, bei der gehärtete Walzen bei niedriger Geschwindigkeit und hohem Vorschub gegen eine Metalloberfläche gepresst werden. | Dies erzeugt eine Textur auf der Metalloberfläche, um die Griffigkeit oder die Ästhetik zu verbessern (z. B. wie bei einer Langhantel). Erfordert eine angemessene Schmierung, um den Wärmestau zu kontrollieren. |
CNC-Dreh-Fräsen
CNC-Maschinen, die sowohl Fräsen als auch Drehen können, werden als CNC-Fräs-Dreh- oder CNC-Dreh-Fräsbearbeitungszentren bezeichnet. Diese Bearbeitungszentren sind deutlich vielseitiger als die jeweiligen CNC-Dreh- oder CNC-Fräsanlagen, da sie die Verfahren kombinieren. Hier sollte man jedoch beachten, dass dies nicht die gleiche Art Anlage ist, wie ein CNC-Drehzentrum mit sogenanntem „Live Tooling“.
CNC-Dreh-Fräszentren sind wahre Multitasking-Maschinen, die sowohl für das Drehen als auch das Fräsen entwickelt wurden. Sie verfügen dabei über Funktionen wie einen vollständigen Y-Achsen-Standard, fortschrittlliche C-Achsen-Steuerung, und mehrfache Werkzeugrevolver. Es gibt sie auch als vierachsige oder fünfachsige Alternativen. Infolgedessen haben sie Vorteile wie eine bessere Steifigkeit, Fräsleistung und Achssteuerung, womit sie für komplexe Profile besser geeignet sind.
CNC-Fräs-Dreh-Vorgänge
Häufige Vorgänge im CNC-Fräs-Drehen entsprechen jenen im CNC-Drehen und CNC-Fräsen. Dennoch erlaubt es die einzigartige Konfigurierung der CNC-Dreh-Fräs-Anlagen den Konstrukteuren, vollständige komplexe Vorgänge in einer einzigen Aufspannung zu realisieren. Zudem können sie fortschrittliche Vorgänge ausführen, die mit einer ganz normalen CNC-Fräs- oder CNC-Drehanlage nicht möglich sind.
| Fräs-Dreh- Vorgang | Technische Ausführung | Technischer Vorteil & Anwendung |
| Synchronisiertes Pinch- Drehen/Schleifen | Es interagieren zwei Werkzeuge zur gleichen Zeit von gegenüberliegenden Seiten mit dem Werkstück. | Hebt die Schnittkräfte auf. Vermeidet es, dass sich lange und dünne Wellen unter Druck durchbiegen und brechen. |
| Außermittige Bearbeitung der Y-Achse | Nutzt die Y-Achse um Merkmale zu fräsen, die parallel zur Mittellinie, aber außerhalb der Mitte liegen. | Höchstgenaue Positionierung für Keil-/Passfedernuten, Abflachungen und nichtmittige Bohrungen um den Umfang eines Zylinders herum. |
| B-Achsen- Winkelfräsen | Die Frässpindel rotiert, um in einem beliebigen Winkel zu schneiden, während sich das Werkstück dreht. | Erzeugt konische Bohrungen oder gewinkelte Taschen, ohne dafür individualisierte, komplexe Halterungen zu erfordern. |
| Rückseiten- bearbeitung | Das Teil wird automatisch von der Hauptspindel auf eine Unterspindel übergeben. | Dies erlaubt, dass sowohl die Vorder- als auch die Rückseite eines Teils maschinell bearbeitet werden kann, ohne dass ein Bediener das Teil umdrehen muss. |
| Polygondrehen | Exakte Synchronisierung von Verhältnissen zwischen der Rotation des Werkstücks und der Rotations des Fräskopfes. | Erzeugt Sechskantwellen, Vierkantschraubenköpfe sowie Schlüsselflächen ohne dass sekundäre |
CNC-Schleifen
CNC-Schleifmaschinen gibt es ebenfalls als eigenständige Anlagen. Sie verwenden Schleifscheiben, um Material mit extremer Präzision zu entfernen, und damit ultraglatte Oberflächen mit einer Genauigkeit von wenigen Mikrometern zu erzeugen. Die glatteren Oberflächen bewirken einen einheitlicheren Verschleiß und eine verringerte Reibung, wodurch die Effizienz und Lebensdauer der Teile in der Anwendung verbessert und verlängert werden kann.
Diese spezialisierten Schleifmaschinen verringern den menschlichen Fehler und liefern hochgradig wiederholbare Ergebnisse, die in präzisen Branchen wie der Luft- und Raumfahrt, dem Automobilbau oder der Medizin zur Einhaltung der engen CNC-Bearbeitungstoleranzen erforderlich sind. Die CNC-Schleifanlagen bieten eine höhere Produktivität durch eine mehrachsige Steuerung, Echtzeitanpassungen und automatisierte Abläufe.
Arten von CNC-Schleifmaschinen & Bearbeitungsvorgänge
Während alle Schleifmaschinen die gleiche Funktion, das präzise Entfernen von Material, haben, so besteht dennoch eine Varianz darin, welche grundlegenden Faktoren ihre Funktion näher definieren. Die Art der Oberflächen, die sie schleifen. (innere oder äußere), die Werkstückspannmethode (mittig oder spitzenlos) oder auch das Oberflächenprofil (flach oder rund).
| Schleif- methode | Zielgeometrie | Technische Ausführung & Beste Anwendungsgebiete |
| Flachschleifen | Flache, ebene Oberflächen | Glättet und nivelliert flache Profile. Kann extreme Genauigkeiten von bis zu ± 0,002 mm (0,00008 in) erreichen. |
| Rundschleifen | Außen- und Innenzylinder | Hält das Teil zwischen den Spannfuttern und rotiert Werkstück und Schleifscheibe in entgegengesetzten Richtungen für einen Hochgeschwindigkeitsabtrag des Materials. |
| Spitzenloses Schleifen | Stifte, Stangen und lange Wellen | Schleift zylindrische Werkstücke, ohne dass sie im Spannfutter eingespannt werden. Ideal für die kontinuierliche Produktion in hohen Stückzahlen. |
| Werkzeug- & Frässchleifen | Schneidet Nuten und Kanten an Werkzeugen | Spezialisiertes Verfahren, das ausschließlich für die Fertigung und das Nachschärfen von CNC-Schneidwerkzeugen verwendet wird. |
CNC-Bohren
Während Bohrvorgänge auch in CNC-Fräs- oder Drehsysteme integriert werden können, existieren auch eigenständige CNC-Bohrmaschinen. Dies ist insbesondere für jene Produkte nützlich, die in einem Umfeld der Massenproduktion Vorgänge wie das Bohren, Gewindeschneiden, Aufreiben oder Senkbohren erfordern.
Für Blechteile im Automobilbau und benachbarten Sektoren werden oft eigenständige CNC-Bohrmaschinen eingesetzt, da sie schnell und deutlich effizienter sind, wenn man eine große Zahl an Bohrungen mit minimaler Komplexität braucht.
Tooling
Der Begriff Tooling, im Sinne der Werkzeugausstattung, bezieht sich auf Schneidwerkzeuge, Halterungen und Spannvorrichtungen, die in CNC-Systemen eingesetzt werden, um Rohmaterialien zu halten und sie in fertige Produkte zu schneiden. Es gibt viele Arten des Toolings, die bestimmte Bedürfnisse für das Erzeugen bestimmter Merkmale an Teilen erfüllen und von der Art der CNC-Anlagen abhängen.


CNC-Fräswerkzeuge
- Schaftfräser: Ein Schaftfräser ist das am häufigsten eingesetzte Werkzeug im Sinne des Toolings und kann in der Regel in drei Richtungen schneiden. Es gibt sie in verschiedenen Ausführungen wie z. B. flach, als Eckenradius, zum Schruppen, als Kugel und als Konus, um nur einige zu nennen. Sie werden anhand der Anzahl der Spannuten, des Drallwinkels, des Basismaterials und der Beschichtung charakterisiert.
- Planfräser: Ein Planfräser ist dafür ausgelegt, auf einer großen Oberfläche zu schneiden, um unter anderem ebene Flächen an einem Werkstück zu erzeugen. Die Schnittkanten befinden sich in der Regel an den Rändern des Werkzeugs, und die Zähne (i. d. R. auf der Unterseite und am Rand) sind als Hartmetalleinsätze ausgeführt.
- Gewindefräser: Ein Gewindefräser dient dazu, Außengewinde zu erzeugen. Er erzeugt das Gewinde, indem er sich in einer helixförmigen Bewegung um das Werkstück bewegt, und das Gewinde hineinschneidet.
- Schlitzschneider: Diese Art von Fräsköpfen wird verwendet, um T-förmige Schlitze am Werkstück entlang zu erzeugen. Das Werkzeug muss dafür, durch seine Geometrie bedingt, von einer offenen oder freien Seite des Materials ein- und ausgeführt werden.


Drehwerkzeuge
- Wendeschneidplatten/-werkzeuge: Sie werden dazu verwendet, um den Außendurchmesser eines Teils zuzuschneiden. Es gibt sie sowohl als formgeschliffene Vollwerkzeuge als auch als häufiger anzutreffende auswechselbare Hartmetalleinsätze, die in einer Werkzeughalterung montiert werden.
- (Auf-)Bohrstangen: Lange, schlanke Werkzeuge, die tief in ein vorgebohrtes Loch reichen, um es zu vergrößern bzw. aufzubohren. Dies erzeugt den finalen Nenndurchmesser und die gewünschte Oberflächengüte. Sie werden ebenfalls für das Innenstechen, also die Erzeugung von innen liegenden Nuten, sowie das Gewindeschneiden von Innengewinden verwendet.
- Trennwerkzeuge: Schmale, klingenartige Werkzeuge, die dazu verwendet werden, das fertige Werkstück als letzten Schritt vom Stangenrohling abzutrennen.
- Bohrer: Werden dazu verwendet, axial ausgerichtete Bohrungen von der Stirnfläche aus in das Werkstück abzusenken. Die Bohrungen werden in der Regel danach durch Aufbohren oder Aufreiben auf die finalen Maße entsprechend der gewünschten Toleranzen gebracht.
Werkzeugmaterialien
Die verschiedenen Werkzeugarten können auch anhand ihrer unterschiedlichen zugrunde liegenden Werkstoffe unterschieden werden. Die normalerweise für Werkzeuge verwendeten Materialien sind im Folgenden aufgeführt:
| Werkzeugmaterialien | Eigenschaften & Leistung |
| Kohlenstoff- stahl mit hohem Kohlenstoff- anteil | Diese sind die günstigsten Werkzeuge für Werkzeugmaschinen, haben allerdings auch keine lange Lebensdauer. Sie verlieren zudem ihre Härte auch bei Temperaturen über 200°C. |
| Schnellarbeitsstahl (HSS) | Dieses Material ist weiter verbreitet als die Kohlenstoffstähle, da sie eine längere Standzeit ermöglichen und erst bei ca. 600°C ihre Härtung verlieren, was bedeutet, dass sie mit höheren Geschwindigkeiten schneiden können. |
| Hartmetall- einsätze | Hartmetallwerkzeuge (aus einem Carbide‑Verbundwerkstoff) sind härter als jene aus HSS, aber weniger zäh und können deshalb schneller brechen, wenn sie nicht optimal gehandhabt werden. Unbeschichtetes Hartmetall kann Temperaturen von bis zu 900°C widerstehen, während zusätzlich beschichtetes Hartmetall (wie TiAlN usw.) sogar noch höheren Temperaturen widerstehen kann. |
| Keramik | Diese Schneidwerkzeuge sind extrem hart und werden in der Regel bevorzugt für das Schneiden harter Materialien wie gehärtete Stähle oder Gusseisen bei sehr hohen Temperaturen eingesetzt. Es gibt hier zwei häufig anzutreffende Varianten, Aluminiumoxid und Siliziumnitrid. |
| Kubisches Bornitrid (CBN) | Diese Werkzeuge sind ideal für gehärtete Stähle und Superlegierungen, da sie eine exzellente Abriebfestigkeit und Wärmebeständigkeit haben. |


Fertigungskapazitäten
Die CNC-Bearbeitung ist ein vielseitiges Verfahren, das in die verschiedensten Fertigungsabläufe effizient integriert werden kann. Es eignet sich exzellent für die Prototypenfertigung, aber auch für die kleine bis mittelgroße Serienfertigung. Wenn bestimmte Bedingungen erfüllt werden, kann sie sogar sehr gut in der Großserienfertigung eingesetzt werden.
Prototypenfertigung
Die CNC-Bearbeitung wird umfassend in der Prototypenfertigung eingesetzt, da mit ihr die Prototypen aus dem tatsächlich in der Fertigung eingesetzten Material hergestellt werden können. Dies erlaubt es, die tatsächlichen mechanischen Eigenschaften, die genauen Maße sowie ein hochwertiges Oberflächenfinish zu erzeugen. Somit ist der Prototyp für Funktionstests und nicht nur für Passformprüfungen geeignet.
Zudem ist die maschinelle Bearbeitung sehr flexibel, womit man mit ihr eine große Palette an Geometrien erzeugen kann. Der 3D-Druck ist dafür gegebenenfalls besser geeignet, und günstiger, wenn die Geometrie innere Kanäle oder sehr komplexe Profile beinhaltet, die nur sehr aufwändig maschinell zu erzeugen sind, oder wenn die Materialeigenschaften nicht so entscheidend sind.
Kleinserienproduktion
Der wohl wichtigste Aspekt, den man bei der Auswahl eines Fertigungsverfahrens für die Kleinserienproduktion (10 bis 1000 Stück) in Betracht ziehen sollte, sind die niedrigen anfänglichen Werkzeugkosten, aber auch die bessere Flexibilität bei der Konstruktion und die schnelleren Umschlagszeiten. Für die CNC-Bearbeitung benötigt man keine individuell gefertigten Matrizen oder Formen, was zu deutlich geringeren anfänglichen Werkzeugkosten führt. Die reduzierten Umschlagszeiten und die bessere Flexibilität im Design ergeben sich durch die programmierbare Automatisierung.
Die CNC-Bearbeitung kann aber dennoch nicht das optimale Verfahren sein, wenn die geometrische Komplexität sehr hoch ist, die Einrichtungskosten sehr hoch sind, oder zu viel Material verschwendet wird. (Denken Sie an den Begrenzungsrahmen des Rohlings, aus dem die endgültige Form geschnitten wird. Alles außer der endgültigen Form ist Abfall.) In diesen Fällen ist es ratsamer, auch Alternativen wie den 3D-Druck oder den Guss in Betracht zu ziehen.
Großserienfertigung
Wechseln wir hingegen zur Großserienfertigung (mehr als 1000 Stück), verschiebt sich die Priorität auf ein feines Gleichgewicht zwischen Konstanz der Qualität, den Kosten pro Einheit und der Produktionsgeschwindigkeit. CNC stellt oft, durch die längere Produktionsdauer und die höheren Kosten pro Stück, nicht den besten Wettbewerber in Bezug auf diese Erfordernisse dar. Zudem reduzieren Aspekte wie das Problem mit komplexen, innen liegenden Merkmalen, exzessivem Materialverbrauch und das Thema der großen Stückzahlen die Wettbewerbsfähigkeit des CNC-Bearbeitens noch weiter.
Sehr einfachen Entwürfen ist also mit einem einfacheren und schnelleren Produktionsverfahren gedient, wie dem Guss, dem Stanzen oder dem Spritzguss, und das umso mehr, je günstiger das Material ist. Die einzigen Szenarien, in denen die CNC-Bearbeitung ein besseres Kosten-Nutzen-Verhältnis bietet, sind, wenn in der Großserienfertigung enge Toleranzen erforderlich sind, harte Materialien eingesetzt werden, häufige Anpassungen am Entwurf stattfinden und viele unterschiedliche Produkte (z. B. in unterschiedlichen Größen, oder mit unterschiedlichen Bohrungsmustern für die Montage) produziert werden müssen.
Vor- und Nachteile der CNC-Bearbeitung
Die oben genannten Szenarien zeigen auf, inwiefern die CNC-Bearbeitung für unterschiedliche Stückzahlen geeignet ist. Diese Eignung beruht auf den Vor- und Nachteilen des CNC-Bearbeitens. Ein gutes Verständnis darüber ermöglicht eine bessere Entscheidungsfindung hinsichtlich der Auswahl des Fertigungsverfahrens, und inwiefern die CNC-Bearbeitung in Betracht gezogen werden sollte oder nicht.
Vorteile der CNC-Bearbeitung
Der Fakt, dass die CNC-Bearbeitung eine tragende Rolle in der Fertigung spielt, ist eine direkte Folge der Vorteile, die mit ihr zum Tragen kommen:
- Extreme Präzision und enge Toleranzen: Die normale CNC-Bearbeitung kann routinemäßig Toleranzen von bis zu ±0,005 in (±0,127 mm) erreichen, während Präzisionsanwendungen CNC-Bearbeitungstoleranzen von bis zu ±0,0005 in (±0,0127 mm) erreichen können. Spezielle ultrapräzise Bearbeitungsvorgänge können sogar, unter den richtigen, eng kontrollierten Bedingungen, Toleranzen im Mikrometerbereich erreichen.
- Komplexe Geometrien: Die fortschrittlichen 4- und 5-achsigen CNC-Systeme sind in der Lage, hochkomplexe Geometrien wie Turbinenblätter, Impeller oder organische Profile mit erstaunlicher Genauigkeit zu erzeugen.
- Große Materialauswahl: Die CNC-Bearbeitung kann mit vielen Metallen, Kunststoffen und Verbundmaterialien erfolgen. Sie ist dabei insbesondere für die Bearbeitung von zähen Metallen wie Titan oder Inconel geeignet, die mit herkömmlichen Methoden nur schwer zu bearbeiten sind. Einige populäre Materialien für die CNC-Bearbeitung sind Aluminium, Messing, Edelstahl, PEEK und ABS.
- Hohe Wiederholgenauigkeit: Die automatisierte maschinelle Bearbeitung eliminiert menschliche Fehler und die damit verbundene Abweichung im Endprodukt. Sobald ein Programm erst einmal festgelegt ist, sind die produzierten Teile maßhaltig.
- Hohe Produktivität: Ein vollautomatisiertes CNC-Bearbeitungssystem kann dauerhaft mit nur minimalen Eingriffen des Bedieners arbeiten. CNC-Systeme werden in einem Lights-Out-Setup betrieben, um verlässlich eine Zahl an Einheiten in kurzer Zeit zu fertigen.
- Hochwertige finale Oberflächenqualität: Die CNC-Bearbeitung kann exzellente Oberflächengüte in einem einzigen Durchgang produzieren, was den Bedarf an Nachbearbeitungsvorgängen verringert.
Nachteile der CNC-Bearbeitung
Außerdem gibt es natürlich auch Einschränkungen, die man in Betracht ziehen sollte, wenn man überlegt, ob CNC denn die beste Wahl für die Produktion ist:
- Hohe Einstiegsinvestition: Eine CNC-Maschine ist ein teures Stück Ausrüstung. Der Preis für den Erwerb einer normalen 5-Achsen-CNC-Maschine, mit der man zähe Materialien bearbeiten kann, kann schnell einmal mehrere hunderttausend Euro kosten. Ferner gibt es noch die Kosten für die Wartung der damit verbundenen Dinge, wie der Software, den Werkzeugen, der Wartung und dem dazu qualifizierten Personal.
- Notwendigkeit für qualifiziertes Bedienpersonal: Moderne CNC-Anlagen erfordern hochqualifizierte Bediener, um die CNC-Programme zu schreiben, zu prüfen, auszuführen und zu überwachen. Ein nicht ausreichend qualifizierter Bediener kann schnell kostenintensive Fehler wie durch Werkzeugbruch und Maschinenschäden verursachen oder Ausschuss produzieren.
- Einschränkung der Teilegröße: Größeneinschränkungen der CNC-Bearbeitung werden durch den Arbeitsbereich eines CNC-Systems definiert. Sehr große Teile können auf Standardmaschinen nicht gefertigt werden, und wärden besondere „großformatige“ CNC-Anlage benötigen.
- Materialverschwendung: Da es sich bei der CNC-Bearbeitung um ein subtraktives Verfahren handelt, ist eine gewisse Menge an Abfallmaterial nicht zu vermeiden. Bei Teilen, die einen umfangreichen Materialabtrag erfordern, würden alternative Optionen wie das Gießen oder ein additives Fertigungsverfahren jedoch deutlich weniger Materialverschwendung verursachen.
- Einschränkungen der Geometrie des Entwurfs: Manche Merkmale wie innen liegende, eingeschlossene Kanäle und Hohlräume können schwierig oder nur unpraktisch zu fertigen sein, wenn man dafür die konventionalle CNC-Bearbeitung einsetzt, weil das Schneidwerkzeug einen physischen Zugang zum zu bearbeitenden Bereich haben muss. Genauso können, bedingt durch die Rundheit des Werkzeugs, ggf. keine scharfen Innenecken erzeugt werden. Es wird also immer einen Innenradius geben, wobei er jedoch immer verringert werden kann.
- Nicht geeignet für größere Serienproduktion: Die CNC-Bearbeitung wird bei einer Produktion hoher Stückzahlen schnell ineffizient. Alternativen wie der Spritzguss und der Guss bieten eine schnellere Produktion und eine geringe Materialverschwendung bei größeren Chargen.
Materialien in der CNC-Bearbeitung
Die CNC-Bearbeitung unterstützt eine große Vielfalt an Materialien – Metalle, Nichtmetalle und Verbundwerkstoffe. Jede Kategorie beinhaltet dabei Materialien mit sehr unterschiedlichen Eigenschaften. In diesem Abschnitt begutachten wir einige der populärsten Materialien in verschiedenen Kategorien im Hinblick auf die CNC-Bearbeitung.


Metalle
Während sich viele Metalle großartig mit CNC-Vorgängen bearbeiten lassen, haben jene Metalle mit einer besseren maschinellen Bearbeitbarkeit, exzellenten mechanischen Eigenschaften, Korrosionsbeständigkeit, leichter Verfügbarkeit und niedrigeren Rohmaterialkosten eine höhere Wertigkeit. Aus diesen Gründen eignen sich die folgenden Materialien am besten für die CNC-Bearbeitung von Metallen:
| Art des Metalls | Bearbeitungscharakteristiken & Anwendungsgebiete |
| Aluminium | Die CNC-Bearbeitung ist die bevorzugte Methode für die Bearbeitung von Teilen aus Aluminium, aus dem einfachen Grund, dass es so gut maschinell zu bearbeiten ist, weniger kostet und ein besseres Verhältnis von Festigkeit zu Gewicht hat. Aluminium und seine Legierungen sind oft das Standardmaterial für die CNC-Bearbeitung für allgemeine Anwendungen und das Rapid Prototyping. |
| Stahl / Edelstahl | Weichstahl und Edelstahl (304, 316) werden oft für die Herstellung struktureller Elemente über die CNC-Bearbeitung eingesetzt. Der Hauptgrund dafür liegt in ihrer hohen Festigkeit, der langen Lebensdauer, der Verschleißfestigkeit und der Zuverlässigkeit. |
| Titan | Titan neigt dazu sich zu verhärten und einen schnellen Werkzeugverschleiß zu verursachen. Die CNC-Bearbeitung vermindert dies durch die Optimierung der Schnittparameter, die Verbesserung der Wärmeableitung und durch das Scharfhalten der Werkzeuge. Diese Schritte stellen sicher, dass das Titan sauber geschnitten wird und nicht verschmiert. |
| Messing | Messing lässt sich durch CNC-Bearbeitung großartig formen, da es sehr leicht maschinell zu bearbeiten ist. Es ist ideal für reibungsarme Anwendungen und elektrische Bauteile. |
| Kupfer / Silber | Auch Kupfer und Silber eignen sich für die CNC-Bearbeitung für Anwendungen, bei denen eine gute elektrische und Wärmeleitfähigkeit erforderlich sind. |
(Zu anderen Metallen, die häufiger CNC-bearbeitet werden, zählen Bronze und Superlegierungen.)


Nichtmetalle
Die CNC-Bearbeitung funktioniert großartig mit Nichtmetallen, weil diese weicher als Metalle sind. Die Anlagen können mit höheren Geschwindigkeiten und mehr Vorschub gefahren werden, und eine bessere Oberflächengüte erreichen. Durch den reduzierten Verschleiß halten außerdem die Werkzeuge länger.
Holz
Holz in Form von Harthölzern, Weichhölzern und Sperrholz kann durch CNC-Systeme bearbeitet werden, um zum Beispiel Komponenten für Möbel, architektonische Fräsarbeiten, komplexe Schränke und 3D-geschnitzte Gegenstände zu erzeugen.
Kunststoffe
Die CNC-Bearbeitung ist sehr beliebt für die Erzeugung von hochpräzisen Teilen aus Kunststoffmaterialien.


Das Verfahren ist hocheffizient und kostengünstig und wird in der Regel für den Prototypenbau, Funktionstests oder kleine bis mittelgroße Serien eingesetzt.
| Kunststoff- material | Bearbeitungseigenschaften & Materialeigenschaften | Typische CNC-Anwendungen |
| ABS | Bezahlbar, schlagfest und leicht zu bearbeiten | Elektronikgehäuse, Rapid Prototyping und Strukturbauteile |
| Acryl (PMMA) | Starr, spröde, optisch klar; erfordert scharfe Werkzeuge, um Absplittern zu vermeiden. | Lichtleiter, transparente Anzeigelinsen und Geräte mit Flüssigkeiten. |
| Nylon 6 / PA 6 | Fest und sehr verschleißfest; absorbiert Feuchtigkeit, was enge Toleranzen beeinflussen kann. | Zahnräder, Lager, Verschleißpolster und Hochleistungsrollen. |
| PC (Polycarbonat) | Sehr zäh mit hoher Schlagfestigkeit | Verteiler für Flüssigkeiten, Schutzabdeckungen und schlagfeste Gehäuse. |
| PEEK | Hochleistungsthermoplast; außergewöhnliche thermische, chemische und mechanische Stabilität. | Komponenten für die Luft- und Raumfahrt, medizinische Implantate und Hochtemperaturventile. |
| Faserverstärktes PEEK | Sehr steif und abrasiv für Schneidwerkzeuge; bietet überlegene strukturelle Festigkeit bei hohen Temperaturen. | Stark belastete elektrische Isolierung und strukturelle Klammern in der Luft- und Raumfahrt. |
| POM / Delrin Acetal | Der am besten zu bearbeitende Kunststoff; formstabil mit natürlich geringer Reibung | Präzisionszahnräder, Lagerbuchsen, Schiebemechanismen und kundenspezifische Haltevorrichtungen. |
| Polypropylen (PP) | Exzellente chemische Beständigkeit und Ermüdungsbeständigkeit; weich und schmelzanfällig, wenn Vorschub/Geschwindigkeiten nicht korrekt gewählt wurden. | Chemikalientanks, Komponenten von medizinischen Geräten sowie lebende Scharniere. |
| PTFE/Teflon | Ultimative reibungsarme Oberfläche und chemische Beständigkeit; sehr weich, macht das Einhalten enger Toleranzen schwierig. | Dichtungen, chemikalienbeständige Dichtlippen und elektrische Isolatoren. |
| UHMW PE | Extrem robust mit einer unglaublichen Abriebfestigkeit; verformt sich allerdings leicht unter zu starkem Klemmdruck. | Führungsschienen für Förderbänder, Auskleidung von Schütten sowie Verschleißleisten in der Industrie. |
Schaumstoff
Auch Schaumstoff ist ein exzellentes Rohmaterial für die CNC-Bearbeitung. Er wird häufig für detaillierte Modelle und Teile im Rapid Prototyping eingesetzt. Beliebte Schaumstoffe in der CNC-Bearbeitung sind HDU, EPS, PU, EVA und Polyethylen.
Verbundwerkstoffe
Verbundwerkstoffe bestehen aus zwei oder mehr Materialien, in der Regel aus verstärkenden Fasern und einem Matrixmaterial, die zusammen ein hochfestes Material für spezielle Anwendungen erzeugen. Verbundwerkstoffe in der CNC-Bearbeitung findet man oft in Branchen wie der Luft- und Raumfahrt oder dem Automobilbau, wo ein hohes Verhältnis von Festigkeit zu Gewicht eine Voraussetzung darstellt.
Verbundwerkstoffe sind abrasiv, spröde und geschichtet. Bei der CNC-Bearbeitung nutzt man deshalb spezielle Herangehensweisen wie gehärtete Schneidewerkzeuge, den Hochgeschwindigkeitsbetrieb und eine strenge Spankontrolle, um die beliebten Verbundwerkstoffe wie kohlefaserverstärkte Polymere (CFK), glasfaserverstärkte Polymere (GFK) sowie aramidfaserverstärkte Polymere (AFRP) und Metallmatrix/Keramik-Verbundwerkstoffe maschinell zu bearbeiten.
CNC-Toleranzen
Die Toleranzen der CNC-Bearbeitung spielen eine essenzielle Rolle. Normale CNC-Maschinen können in der Regel Toleranzen von 0,125 mm bis 0,25 mm (0,005 in bis 0,01 in) erreichen. Es gibt jedoch auch spezielle Ausstattungen, die bis zu 0,002mm (0,00008 in) erreichen können, indem eine Kombination aus Strukturen mit hoher Steifigkeit, Klimatisierung, linearen Submikron-Encodern, Schwingungsisolierung und einer fortschrittlichen Überwachung der Werkzeuge eingesetzt wird. Diese Ultra-Präzision findet sich in der Regel in der Luft- und Raumfahrt und bei medizinischen Komponenten.

Um diese Kapazitäten zu nutzen, werden in der CNC-Bearbeitung extensiv Tolerierungssysteme wie GD&T eingesetzt, eine universelle Designsprache, die von Ingenieuren und Maschinisten verwendet wird, um die Absicht im Entwurf klar und deutlich zu kommunizieren und somit Fehler und Nacharbeiten zu vermeiden. GD&T stellt eine gut sitzende Montage insbesondere bei komplexen, hochgenauen und austauschbaren Teilen sicher. Der kompetente Einsatz des GD&T hilft dabei, die zulässige Variation in Form, Lage und Ausrichtung der Merkmale eines Teils zu definieren.
Die geeignete Toleranz grenze für ein Teil hängt dabei von den Leistungsanforderungen, den Materialeigenschaften, dem gewählten CNC-Verfahren und dem Gleichgewicht zwischen Kosten und Präzision zusammen.
Es finden sich in der Regel drei Ebenen an Toleranzen in der CNC-Bearbeitung:
| Toleranzebene | Typischer Bereich | Anwendungen & Auswirkung auf die Kosten |
| Normal | ±0,005 in (±0,125 mm) | Die Basislinie für die meisten unkritischen Teile. Erfüllt die grundlegenden Ansprüche, ohne die Fertigungs- oder Prüfungskosten zu erhöhen. |
| Eng | ±0,001 in (±0,025 mm) | Notwendig bei kritischen Passungen wie für hochgeschwindigkeitsrotierende Baugruppen, Dichtungsnuten und Lagerbohrungen. Kann die Kosten bis auf das 5-fache erhöhen. |
| Hochpräzise | Bis zu 0,1 µm (0,000004 in) | Für hochpräzise Optiken und Spiegel in Satelliten. Erfordert eine strenge Klimatisierung, Schleifen und Läppen. Typische Beispiele sind Teleskopspiegel, Laseroptiken und Satellitenbildspiegel. Diese Verfahren sind hochempfindlich gegenüber Temperaturschwankungen und setzen oft Bearbeitungsvorgänge wie das Schleifen oder Läppen ein, um solch präzise Ergebnisse zu erzielen. |
Veredelung & Nachbearbeitung
Die Oberflächengüte (das Finish) bezieht sich auf den Zustand der Oberfläche(n) eines Teils. Sie stellt einen weit gefassten Begriff dar, der verschiedene Aspekte einer Oberfläche beschreibt, wie z.B. die Rauhigkeit, das Aussehen, die Textur oder die Beschichtung. Sie kann sich sogar auf Veredelungs- und Nachbearbeitungsprozesse beziehen, die die Form, die Abmessungen oder das Aussehen einer maschinell bearbeiteten Oberfläche verändern, um die gewünschten Spezifikationen zu erreichen.
Häufig anzutreffende Verfahren, um die verschiedenen Finishes für CNC-bearbeitete Teile zu erreichen, sind die mechanische Oberflächenveredelung, die chemische/elektrochemische Veredelung und die Beschichtung.
Oberflächenrauigkeit
Die Qualität der Oberflächenrauhigkeit wird anhand der sogenannten „durchschnittlichen Oberflächenrauheit“ Ra gemessen. Man misst dabei die durchschnittliche Abweichung des Oberflächenprofils von der Mittellinie. Ein geringerer Wert steht dabei für eine glattere Oberfläche.
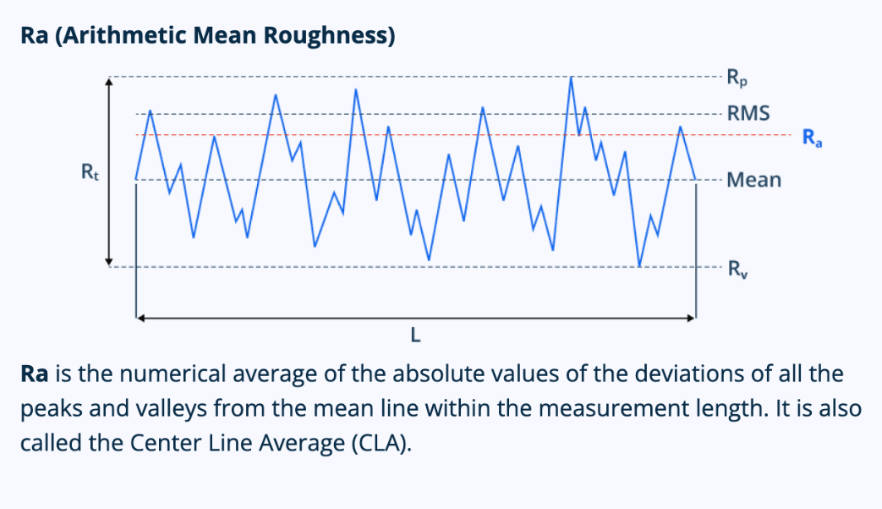
Es finden sich in der Industrie im Allgemeinen vier übliche Werte für die Oberflächenrauhigkeit. Diese sind 3,2 µm (125 µin), 1,6 µm (63 µin), 0,8 µm (31,5 µin) und 0,4 µm (15,75 µin). Bewegt man sich von einem raueren zu einem glatteren Ra, so steigen Kosten und Zeitaufwand für die Produktion eines Teils.
Eine Rauhigkeit wie bearbeitet bezieht sich auf die normale Rauhigkeit eines Teils, so wie es am Ende des CNC-Bearbeitungsvorgangs anzutreffen ist. Der Ra-Wert dieser Teile liegt bei diesen Teilen in der Regel bei 3,2 µm (125 µin), und die Teile verfügen immer noch über Schnittmarken vom Kontakt mit den Schneidewerkzeugen. Mit zusätzlichen Veredelungsschritten kann man den Ra-Wert auf 1,6 µm, 0,8 µm oder 0,4 µm verringern.
Die Vorteile einer solchen „wie bearbeiteten“ Oberflächengüte liegen in der Konsistenz, engeren Toleranzen und dem Wegfallen weiterer Kosten. Zu den Nachteilen zählen die sichtbaren Schnittmarken, die verringerte Korrosionsbeständigkeit und die geringere Verschleißfestigkeit. Diese Art von Teilen empfiehlt sich für strukturelle Komponenten oder jene Teile mit engen Toleranzen, bei denen das Erscheinungsbild keine große Rolle spielt.
Wärmebehandlungsoptionen
Viele CNC-bearbeitete Teile werden vor ihrer Inbetriebnahme wärmebehandelt. Einige übliche Wärmebehandlungsverfahren sind:
| Verfahren | Technische Ausführung & Anwendungen |
| Abschrecken (Härten) | Erwärmt das Material auf hohe Temperaturen, gefolgt von schnellem Abkühlen in Luft, Öl oder Wasser, um die Härte von Werkzeugstählen oder Zahnrädern spürbar zu verbessern. |
| Einsatzhärtung | Härtet nur die Außenhülle eines Teils, um eine verschleißfeste äußere Schicht zu erzeugen, während der innere Kern formbar und robust bleibt. |
| Tempern | Erwärmt das Material unterhalb einer kritischen Temperatur. Die Wärme zieht dann für mehrere Stunden durch, bevor das Material an der Luft abkühlt. Kehrt die Sprödigkeit und innere Spannungen um und stellt die Zähigkeit wieder her, die in einem Abschreckprozess verloren gegangen ist. |
| Anlassen | Erwärmt das Material auf eine spezifische Temperatur und kühlt es dann langsam im Ofen herunter, um innere Spannungen abzubauen und die Formbarkeit wiederherzustellen. |
| Normalisierung | Erwärmt das Material auf eine spezifische Temperatur und kühlt es dann an der Luft ab um es zu härten. |
Beschichtung
Eine Beschichtung wird an CNC-bearbeiteten Teilen durchgeführt, um Eigenschaften wie die Korrosionsbeständigkeit, Verschleißfestigkeit, das Erscheinungsbild, die Oberflächengüte und die Haltbarkeit zu verbessern.
Beliebte Methoden dafür sind:
| Beschichtungsmethode | Technisches Verfahren | Entscheidende Vorteile & Anwendungen |
| Eloxieren | Elektrochemische Reaktion, die das äußere Material einer Metalloberfläche in eine haltbare, anodische Oxidschicht umwandelt. | Erzeugt eine dünne, harte Schutzschicht. Wird hauptsächlich bei Teilen aus Aluminium und Titan eingesetzt. |
| Elektro- plattierung | Nutzt einen elektrischen Strom um eine dünne Schicht eines anderen Metalls (z.B. Nickel, Chrom, Gold) auf ein Werkstück aufzutragen. | Gewährt spezifische Eigenschaften wie eine hohe Korrosionsbeständigkeit, elektrische Leitfähigkeit oder ein hochwertiges Erscheinungsbild. |
| Pulver- beschichtung | Appliziert eine trockene, rieselfähige, fein gemahlene duroplastische Pulvermischung auf das Werkstück, welches dann unter Hitze ausgehärtet wird. | Erzeugt eine dicke, sehr haltbare Schutzschicht. Verfügbar in tausenden unterschiedlichen Farbtönen. |




5 Designregeln, Die Man Sich Merken Sollte
Wie bereits erwähnt, ist die maschinelle Bearbeitung ein sehr vielseitiger Prozess, der sehr präzise Bauteile fertigen kann, und dabei trotzdem eine hohe Flexibilität im Design erlaubt. All diese Möglichkeiten zu nutzen, kann jedoch schnell sehr teuer werden. Es ist also am besten, wenn man sich der Fallstricke bewusst ist, die die Kosten unnötig in die Höhe treiben können.
Für eine CNC-Anlage konstruieren
Die Designprinzipien für die CNC-Bearbeitung müssen die Kapazitäten, aber auch die Einschränkungen dieser Anlagen in Betracht ziehen. So sind insbesondere scharfe Innenkanten, sehr dünne Wände, komplexe interne Strukturen und gekurvte Bohrungen schwierig oder nur sehr unpraktisch zu fertigen, wenn man nur eine normale CNC-Maschine verwendet. Hohe Merkmale, tiefe Hohlräume und extrem kleine Merkmale sollten ebenfalls vermieden werden, weil sie lange, empfindliche Werkzeuge benötigen, die zu Vibrationen und zum Durchbiegen (und Brechen) neigen. Selbst gewöhnliche Merkmale wie eine dekorative Kehle oder Fase sollten im Sinne der Kostenkontrolle vermieden werden, falls sie nicht auch funktionell notwendig sind. Die Konstrukteure sollten hingegen einen Vorteil daraus ziehen, dass die Teile komplexe 5-achsige Geometrien, Mikrometertoleranzen, präzise Passflächen, Flexibilität im Design, akkurate Konzentrizität und hochwertige Oberflächengüten aufweisen können.
Vermeiden Sie Übertolerierung
Legen Sie Toleranzen für alle kritischen Merkmale fest, aber vermeiden Sie es, diese zu eng zu spezifizieren. In der Abwesenheit einer spezifischen Anweisung wird eine Standardtoleranz von 1,6 µm, 0,8 µm oder 0,4 µm eingehalten.
Eine Minimale Ästhetik Bewahren
Ein Fokus auf die Ästhetik ist einer der schnellsten Wege, um die Kosten für CNC-bearbeitete Teile unnötig aufzublähen. Dies beinhaltet die unnötige Beschriftung oder Nummerierung. Nutzen Sie tiefere Gravuren auch nur dann, wenn sie wirklich notwendig sind. Beide Vorgänge können häufig deutlich effektiver als Nachbearbeitungsschritte ausgeführt werden. Nutzen Sie eine normale Oberflächengüte als Standard.
Design für weniger Aufspannungen
Idealerweise sollten die Teile so entworfen werden, dass sie möglichst aus einer einzelnen Werkzeugzugriffsrichtung bearbeitet werden können. Dieser Ansatz minimiert die Notwendigkeit für mehrere Rüstvorgänge, Neuausrichtungen oder Neufixierungen, was die Bearbeitungszeit, die Komplexität und das Risiko für Abweichungen in der Maßhaltigkeit vermindert. Falls die Konstrukteure die Ausrichtung der Bearbeitung nicht einschränken können, so müssen die Hersteller gegebenenfalls mehrachsige CNC-Maschinen verwenden, was die Komplexität der Fertigung, und somit die Kosten erhöht.
Nutzung von Standard-Bohrungs- und Gewindedurchmessern
Um kostspielige individualisierte Werkzeuge zu vermeiden, sollten Sie normierte Bohrungsdurchmesser und Gewinde verwenden. Schränken Sie zudem die Tiefe der Gewinde ein.
Der Wert und die Zukunft der CNC-Bearbeitung
Die CNC-Bearbeitung ist und bleibt ein hocheffektives, modernes Verfahren, das in der Lage ist, präzise Hochleistungsteile zu fertigen.
Während die CNC-Fertigung vielleicht nicht die wirtschaftlichste Option für die Großserienfertigung darstellt, bleibt sie doch in der Fertigungsindustrie die erste Wahl für den Prototypenbau und die Produktion in kleinen und mittleren Serien sowie die technisch anspruchsvolle Hochleistungsproduktion. conomical option for high-volume production, it remains a top choice in the manufacturing industry for prototyping, low-to-medium volume production and high-performance engineering needs.






Comment(0)