 Europe
Europe  Türkiye
Türkiye 



Bir CNC atölyesinin sahip olduğu kesici takım (çakı) kütüphanesi, o atölyenin neleri üretebileceğini doğrudan sınırlayan bir unsurdur. Bir cebin iç köşesi, onu işleyen kesici takımdan daha keskin olamaz. Bir kanal, tabanına ulaşabilen en küçük takımdan daha dar olamaz. Yarım ay şekilli bir kama kanalı için yarım ay takımı gerekir; hiçbir geometrik yöntem bu takımın yerini tutamaz. Bu fiziksel sınırları göz ardı eden her tasarım kararı; önlenebilecek takım sorunlarına, ürün teslim sürelerinin uzamasına ve doğrudan teknik resim masasına geri dönmeden kaynaklanan yeniden işleme maliyetlerine yol açar.
Dik işleme takımları; yekpare bir iş parçasının alın yüzeyinden, çevresinden veya her ikisinden aynı anda talaş kaldırarak ilerleyen döner takımlardır. Dört ana takım ailesi; parmak frezeler, alın frezeler, form ve profil frezeleri ve çevre frezeleridir. İlk iki aile, modern CNC dik işleme proseslerinin çok büyük bir kısmını kapsar. Her takım ailesinin geometri, altlık malzeme ve kaplama gerekliliklerini anlamak; temiz bir şekilde işlemesi yapılan bir teknik resim ile ilk tekliften sonra yeniden tasarlanması gereken bir teknik resim arasındaki farkı belirler.
Freze Takımı Geometrisi: Performansı Belirleyen Parametreler
Tüm kesici takım performansları, bir dizi geometrik parametreye dayanır. Bu parametreler, makine operatörlerinin bir tasarıma itiraz ederken referans aldıkları ve bir takım kataloğunu doğru okuyabilmek için anlamanız gereken unsurlardır.
Helis Kanalları (Flutes)
Helis kanalları, kesici gövdesi boyunca taşlanmış (açılmış) spiral kanallardır. Kesici kenarlar her bir helis kanalının ön yüzünde yer alır; talaşlar ise arkadaki kanal vasıtasıyla tahliye edilir. Ağız sayısı (kanal sayısı); talaş boşluğunu, çekirdek mukavemetini ve yüzey kalitesini aynı anda kontrol eder ve bu üç çıktı birbiriyle doğrudan rekabet halindedir (biri iyileşirken diğeri kötüleşir).


| Helis Kanal Sayısı | Talaş Boşluğu | Çekirdek Mukavemeti | Yüzey Kalitesi | Temel Uygulama Alanı |
| 2 | Maksimum | En Düşük | Kaba | Alüminyum, yumuşak plastikler, kanal açma |
| 3 | Yüksek | Orta | Orta | Genel demir dışı malzemeler, hafif çelik kaba talaş işleme |
| 4 | Orta | Yüksek | İyi | Çelik ve paslanmaz çelik profil işleme, cep boşaltma |
| 5+ | Düşük | En Yüksek | En İyi | Sertleştirilmiş çelik finiş işleme, yüksek ilerleme hızlı pasolar (geçişler) |
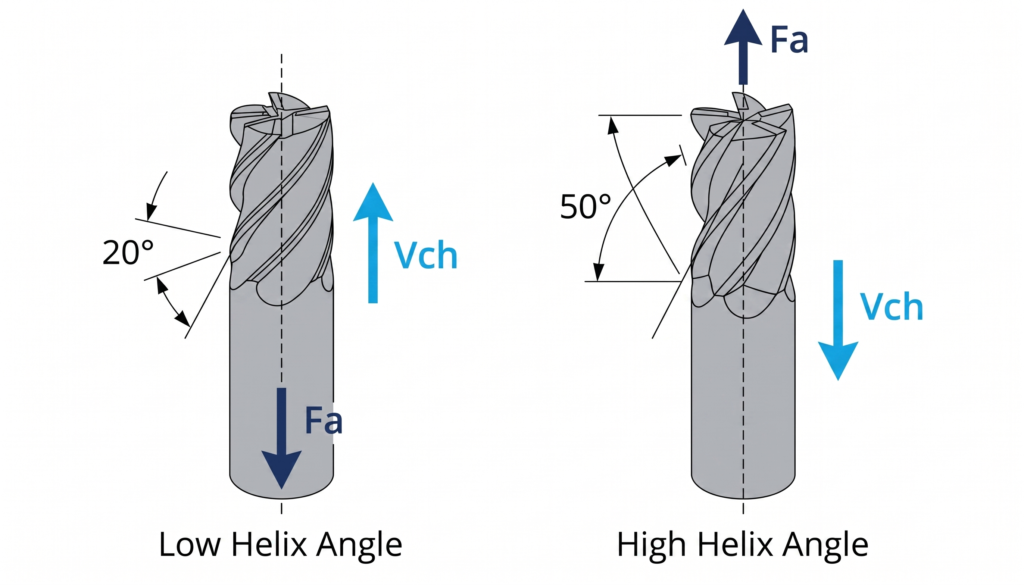
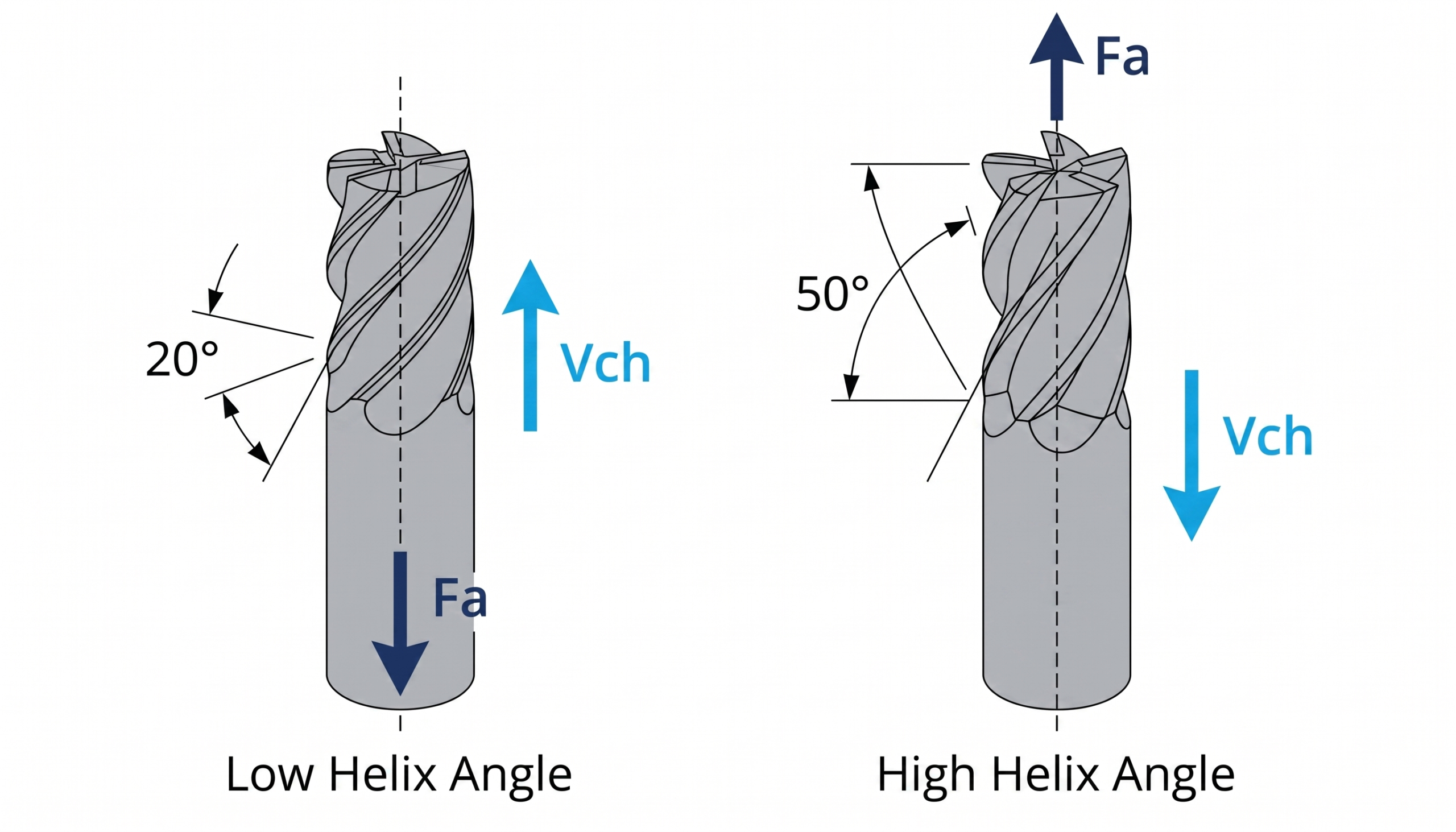
Helis Açısı
Helis (sarmal) açısı, helis kanalı merkez çizgisi ile kesicinin boyuna ekseni arasında ölçülen spiral açıdır. Genellikle 15° ile 60° arasında değişir. Helis açısının küçük (40° altı) olması; daha pürüzlü bir yüzey kalitesi ve azaltılmış ilerleme hızları pahasına, daha yüksek diş mukavemeti, daha büyük talaş kanalı hacmi ve eksenel yönde daha düşük kesme kuvvetleri sağlar.
Helis açısının büyük (40° üzeri) olması ise daha düşük radyal kesme kuvvetlerine yol açar ve daha iyi bir yüzey kalitesi üretir; ancak takım kesitini azaltır ve ağır yükler altında diş kırılması riskini artırır. Burada temel belirleyici olan malzeme sertliğidir: Alüminyum gibi yumuşak, demir dışı malzemeler 45° veya daha büyük helis açısıyla işlenirken; dökme demir 20° veya daha küçük helis açısıyla işlenir.
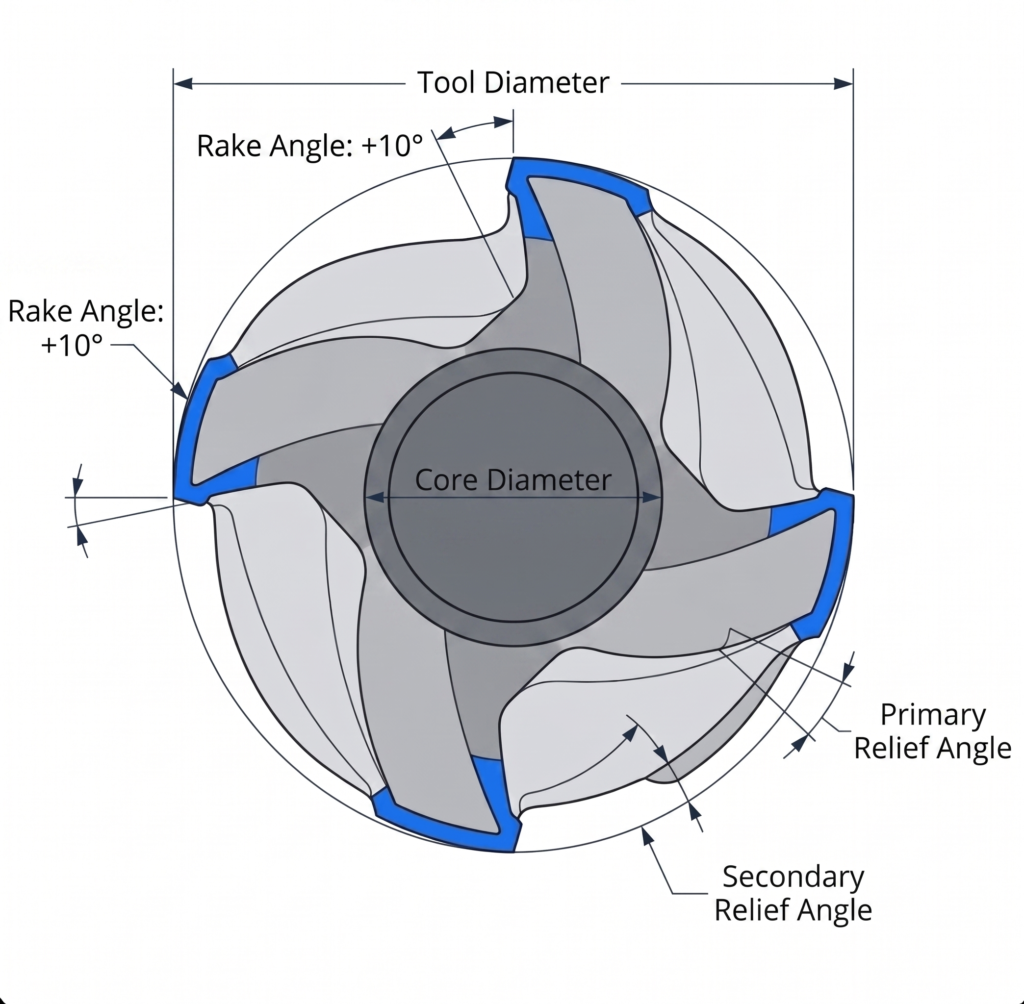
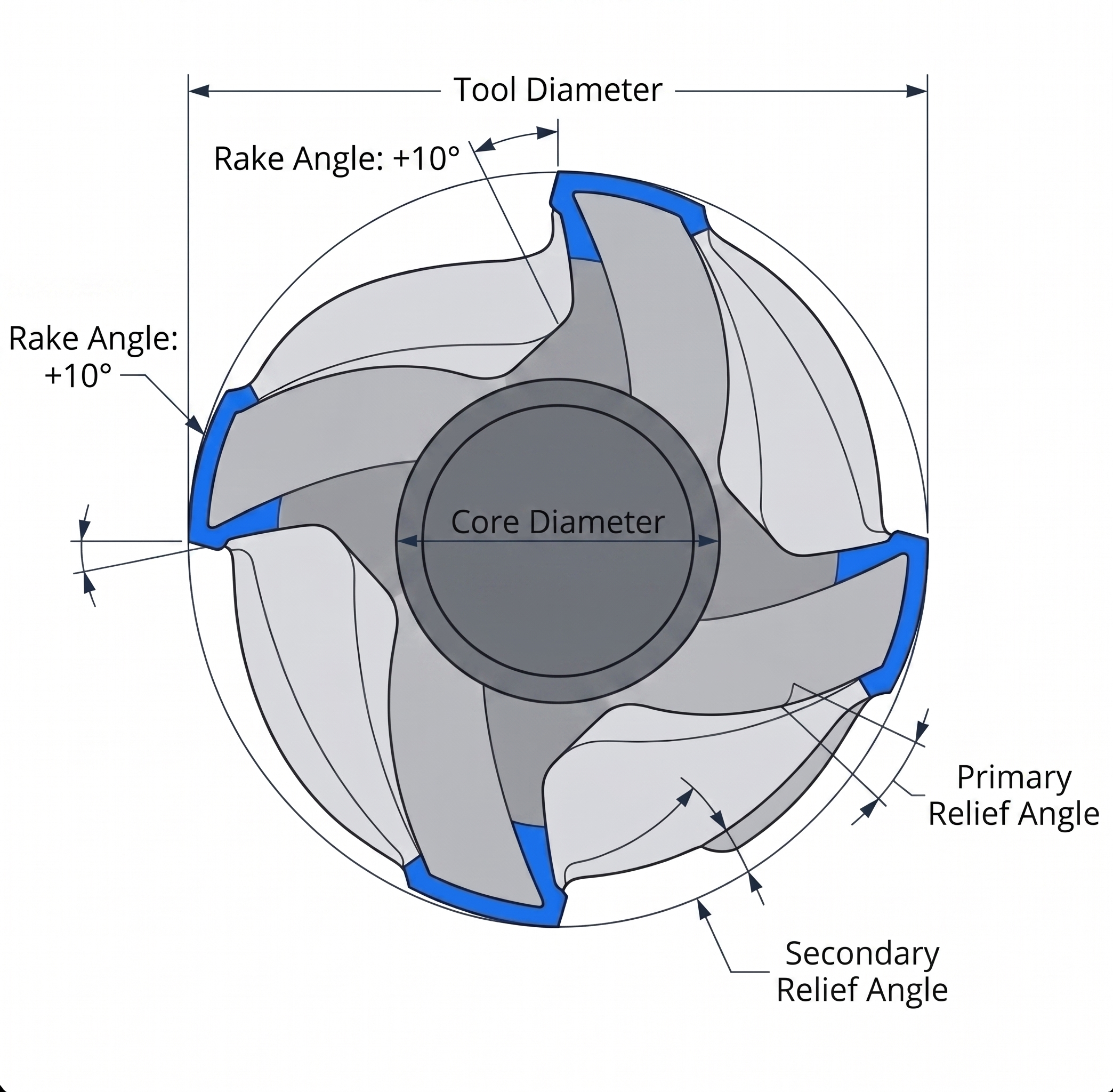
Talaş Açısı (Rake Angle)
Talaş açısı, kesici kenarın iş parçasına ne kadar agresif bir şekilde (şiddetle) dalacağını kontrol eder. Pozitif bir talaş açısı, gereken kesme kuvvetini azaltır, talaş tahliyesini hızlandırır ve ısı oluşumunu düşürür. Yumuşak iş parçası malzemeleri için doğru seçim budur. Nötr veya negatif bir talaş açısı ise kesici kenar geometrisini kalınlaştırarak kenar mukavemetini artırır ki bu durum; sert malzemeler, kesintili kesmeler ve pozitif talaş açılı bir kenarın hızla kırılacağı aşındırıcı iş parçaları için gereklidir.
Köşe Geometrisi
Köşe geometrisi, bir iç cep köşesindeki radyusun varlığını ve boyutunu belirler. Keskin (dik) köşeler, mekanik gerilimi kesici kenarda toplar ve iş parçasında da gerilim yığılmasına neden olan tam 90°’lik bir iç köşe bırakır. Köşe radyusu ise bu gerilimi bir yay boyunca dağıtır, takım ömrünü uzatır ve iş parçası köşesine bir radyus ekler.
İç cep köşelerini, standart kesici yarıçapına eşit veya daha büyük bir yarıçapla tasarlamak, özel takım ihtiyacını ortadan kaldırır ve işleme döngü süresini azaltır. Radyus ve pah kararlarının maliyet ve imalat üzerindeki etkisi hakkında kapsamlı bir inceleme için CNC ile işlenmiş parçalarda radyuslar ve pahlar hakkındaki makalemize göz atın.
Boy-Çap (L:D) Oranı
L:D oranı; takım rijitliğini, kesme yükü altındaki esnemeyi (sehim) ve takım kırılma riskini belirler. Derin cep ve dar kanal yapıları için birincil geometrik sınırlayıcıdır.
| L:D Oranı | Rijitlik (Esnemezlik) | Tasarıma Etkisi |
| 4:1’e kadar | Yüksek | Agresif kesmeler ve yüksek hassasiyet için ideal |
| 5:1 – 8:1 arası | Orta | İlerleme hızını ve kesme derinliğini azaltın, yan kuvvetleri izleyin |
| 8:1 üzeri | Düşük | Yüksek kırılma riski, yalnızca finiş pasolarıyla sınırlandırın |
Sertleştirilmiş çelik, İnkonel ve titanyum gibi zorlu (sert) malzemelerdeki derin ve dar cepler, boy-çap (L:D) sınırlamaları nedeniyle sık sık takım arızalarına yol açar. Bir cebin derinliği kesici çapının dört katını aşıyorsa, getireceği ek maliyet ve döngü süresi artışı tasarım açısından haklı bir gerekçeye dayanmalıdır. Bu derin yapılarda daha esnek konumsal toleranslar uygulamak, hassas ve uzun erişimli takım ihtiyacını genellikle ortadan kaldırabilir.
Parmak Frezeler (End Mills)
Parmak frezeler hem alın yüzeyinden hem de çevre helis kanallarından aynı anda kesim yapabilir; bu da onları CNC dik işlemedeki çok yönlülüğü en yüksek takım grubu yapar. Tek bir parmak freze ile takım değiştirmeden; helisel dalma, kanal açma, profil işleme, cep boşaltma ve kademeli kesim yapılabilir; bu nedenle dikey işleme merkezlerinin takım listelerinde ilk sırada yer alırlar.


Düz Uçlu Parmak Frezeler (Square End Mills)
Düz uçlu parmak freze, bir CNC dikey işleme merkezinde en yaygın kullanılan kesici takımdır. Düz tabanı ve çevre kesici kenarları, tek bir takımla eksenel olarak dalmasına ve radyal olarak ilerlemesine olanak tanır. Tipik uygulama alanları arasında 2D ve 3D cep boşaltma, kanal açma, profil işleme ve alın frezeleme yer alır. Bu frezedeki aşınma, alın yüzeyi ile çevrenin köşe kesişiminde yoğunlaşır. Köşe aşınarak yuvarlaklaştıkça, teknik resimde keskin bir köşe belirtilmiş olsa bile iş parçasında kalan iç köşe yarıçapı büyür. Bu durum, işlenmiş parçalarda görülen, istenmeyen iç radyusların en yaygın kaynağıdır.
Küre Uçlu Parmak Frezeler (Ball Nose End Mills)
Küre uçlu parmak freze, düz alın yüzeyinin yerine yarım küre şeklinde bir kesici uca sahiptir. Bu geometri kavisli yüzeyleri birebir takip eder (tarar); bu nedenle 3D kontur işleme, serbest formlu (düzensiz) yüzey işleme ve karmaşık kalıp geometrilerindeki finiş pasoları için kullanılan standart kesici takımıdır.
Yarım küre şekilli uç, bitişik takım yolları arasında dalgalı (pürüzlü) bir yüzey profili bırakır. Dalgalanma yüksekliği (scallop height) aşağıdaki formül kullanılarak hesaplanır:
h = r − √(r² − (s/2)²)
Burada:
- h = dalgalanma yüksekliği (mm)
- r = küre yarıçapı (mm)
- s = bitişik takım yolları arasındaki yana kayma mesafesi (stepover) (mm)
| Küre Yarıçapı r (mm) | Yana Kayma s (mm) | Dalgalanma Yüksekliği h (mm) | Hesaplanan Yüzey Pürüzlülüğü Ra (yaklaşık) |
| 3 | 0,5 | 0,010 | ~0,4 µm |
| 3 | 1,0 | 0,042 | ~1,6 µm |
| 6 | 1,0 | 0,021 | ~0,8 µm |
| 6 | 2,0 | 0,084 | ~3,2 µm |
Yana kayma mesafesini yarıya indirmek dalgalanma yüksekliğini yaklaşık dört kat azaltır ancak paso sayısını ve işleme süresini de aynı oranda ikiye katlar.
Köşe Radyuslu Parmak Frezeler (Bull Nose End Mills)
Köşe radyuslu parmak frezelerdeki düz kesici yüzeyler, köşe radyuslarına sahiptir; bu sayede düz uçlu ve küre uçlu geometriler arasındaki boşluk doldurulmuş olur. Bu frezelerle, belirli köşe radyuslarına sahip düzlemsel tabanlar işlenir ve düz uçlu parmak frezelere kıyasla kesme gerilimi dağıtılarak takım ömrü uzatılır. Belirli köşe radyusu gerektiren düz cepler için idealdirler ve ikincil bir köşe temizleme pasosuna olan ihtiyacı ortadan kaldırırlar.
Pah Frezeleri (Chamfer Mills)
Pah frezeleri, belirli bir tepe açısına sahip konik kesicilerdir. En yaygın konfigürasyon olan 90° tepe açılı bir pah frezesi, iş parçası üzerinde 45°’lik kenar kırılmaları oluşturur. Pah genişliği takım çapı değil de eksenel kesme derinliği tarafından belirlendiğinden; tek bir takımla çok çeşitli parça boyutlarında pah kırma, çapak alma ve havşalama işlemleri yapılabilir.
| Tepe Açısı | Oluşturulan Kenar Açısı | Yaygın Kullanım Alanı |
| 60° | 30° pah | Kırlangıç kuyruğu (dovetail) hazırlığı, agresif kenar kırma |
| 90° | 45° pah | Standart çapak alma, pah kırma, havşalama |
| 120° | 60° pah | Sığ çapak alma, kılavuz matkap hazırlığı |
Kırlangıç Kuyruğu Frezeler (Dovetail Mills)
Kırlangıç kuyruğu frezeler, uca doğru genişleyen konik bir kesici kafaya sahiptir. Giriş için önceden açılmış bir erişim kanalı gerektirirler, ardından kırlangıç kuyruğu profilini oluşturan açılı ters açı (undercut) duvarları işlemek için yanal olarak ilerlerler. Kırlangıç kuyruğu geçme, iki parçayı tek bir doğrusal yönde kilitler ancak dik yönde kaymaya izin verir. Tipik tepe açıları 45° ve 60°’dir. Uygulama alanları arasında takım tezgahı kızakları, picatinny ray sistemleri, optik bileşen montaj düzenekleri ve yapısal montajlardaki mekanik kilitleme yapıları yer alır.


Kaba Talaş Parmak Frezeleri (Roughing End Mills)
“Mısır freze” olarak da adlandırılan kaba talaş parmak frezeleri, kesici kenarları boyunca tırtıllı veya dalga formlu bir profile sahiptir. Bu tırtıllar, talaşı oluşurken tek bir sürekli şerit halinde kanal içinde biriktirmek yerine kısa segmentlere böler. Sonuç olarak, eşdeğer kesme parametrelerinde çalışan standart bir parmak frezeye kıyasla diş başına düşen kesme kuvveti azalır, titreşim riski düşer ve malzeme kaldırma (kesip alma) hızları artar. Buradaki dezavantaj ise, standart bir parmak frezeyle müteakip bir finiş pasosu gerektiren pürüzlü, basamaklı yüzey kalitesi elde edilmesidir.


Kanal Frezeleri / Kama Kanalı Matkapları (Slot Drills)
Kanal frezeleri, özellikle dalma girişi ve kanal açma için tasarlanmış 2 ağızlı parmak frezelerdir. 2 ağızlı (helis kanallı) geometri, talaş kanalı hacmini maksimuma çıkarır. Takımın her iki taraftan da iş parçası malzemesiyle tamamen çevrelendiği ve talaşların kaçacak sınırlı alanı olduğu kanal açma operasyonlarında talaş kanalı hacmi kritik öneme sahiptir. Tam genişlikteki bir kanalda 4 ağızlı bir parmak freze kullanılması, kanalın talaşla dolması ve milin (spindle) sıkışması ya da takımın kırılması riskini doğurur. Kanal frezeleri, operasyonun gerektirdiği talaş boşluğu için yüzey kalitesinden ödün vererek bunun önüne geçer.


Alın Frezeler (Face Mills)
Alın frezesi, düzlemsel yüzey oluşturmanın temel taşıdır. Buradaki baskın geometri parametresi, helis açısı yerine giriş açısıdır. Ana kesici kenar ile işlenen yüzey arasındaki bu açıya yanaşma açısı (KAPR) da denir. Büyük takım çapları (tipik olarak 50 ila 200 mm), yüksek kesici uç yoğunluğu ve rijit (esnemeyen), kısa erişimli gövdeleri nedeniyle alın frezeleme, büyük iş parçalarında düzlemsel yüzeyler oluşturmak için en verimli yöntemdir.


| KAPR (Giriş Açısı) | Talaş Kalınlığı | Kuvvet Yönü | Uç Ömrü | Dik Kenar (Faturalı Kenar) İşleme Kabiliyeti |
| 45° | İnce (yük daha uzun kenara yayılır) | Eksenel/radyal bölünmüş | En Uzun | Tam dik kenar işleyemez |
| 75° | Orta | Ağırlıklı olarak radyal | Orta | Dike yakın kenar işleme |
| 90° | Tam yük (kenarda yoğunlaşmış) | Tamamen radyal | En Kısa | Tam dik kenarlı (faturalı) kesim |
Malafa Tipi (Geçme Tipi) Frezeler (Shell Mills)
Malafa tipi frezeler, ayrı bir malafa miline (arbor) monte edilen merkezi bir deliğe sahip alın frezeleridir. Aynı tezgah milinde birden fazla çap çalıştıran atölyelerde, malafa mili farklı çaplardaki freze gövdeleri arasında ortak kullanılabilir ve bu da takım maliyetini azaltır. İşlevsel olarak alın frezeleriyle aynıdırlar; bu farklı sınıflandırma yalnızca montaj konfigürasyonunu ifade eder.
Tek Bıçaklı Yüzey Frezeleri / Uçan Frezeler (Fly Cutters)
Uçan frezede, dönen bir gövdeye monte edilmiş tek bir değiştirilebilir yüksek hız çeliği (HSS) veya karbür takım ucu kullanılır. Tek noktalı geometrisi nedeniyle son derece çok yönlü ve düşük maliyetlidir ancak birden fazla ucun bulunmaması verimliliği ciddi şekilde sınırlar. Eşdeğer malzeme kaldırma (kesip alma) oranlarında döngü süreleri, muadili bir değiştirilebilir uçlu alın frezesine göre dört ila on iki kat daha uzundur. Uçan frezeler; düşük hacimli, düşük bütçeli işler, takımhane kullanımları ve gerekli yüzey çapının takma uçlu alın frezelerinin pratik olarak kapsayabileceği sınırı aştığı durumlarda kullanım için uygundur.
Form ve Profil İşleme
Form ve profil frezeleri, belirli bir şekle göre taşlanmış bir kesici kenara sahiptir. Bu gruptaki her bir takım, tamamen kendi geometrisi tarafından belirlenen tek bir işi gerçekleştirir. Farklı bir gruptan bir takım kullanıldığında doğru yapı elde edilmeyecektir.
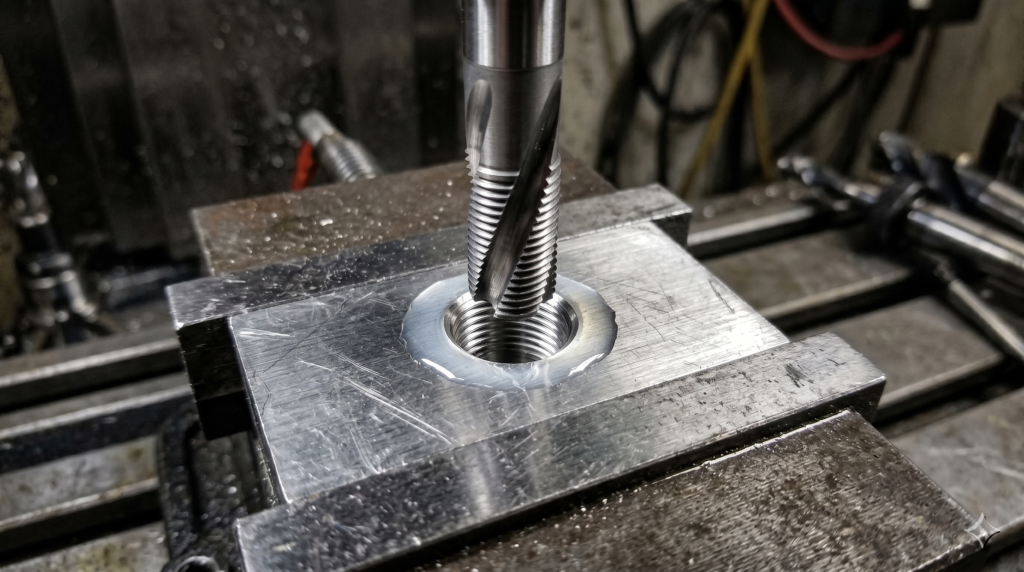
Diş Frezeleri (Thread Mills)
Diş frezelerinin yan geometrisine diş formu profili taşlanmıştır. Diş açılacak delikten daha küçük bir çapa sahiptirler ve dişi kesmek için deliğin içinde helisel bir interpolasyon yolu izlerler. Tek bir diş frezesi, uygun adımda (pitch) her derinlikteki dişi açabilir; bu da kılavuzların (tap) tabana vurup kırılma riski taşıdığı kör delik uygulamalarında kılavuzlara karşı bir avantaj sağlar. Diş frezeleri ayrıca kılavuz çekilemeyen sertleştirilmiş malzemeler üzerinde de çalışır ve delik içinde kılavuz kırılması kaynaklı ıskartaya ayrılma riski oluşturmazlar.

Teknik resimde diş çekilmiş yapıları belirtirken, bir diş spesifikasyonuna karar vermeden önce diş ve kılavuz matkap çapı hesaplama aracını kullanarak kılavuz matkap çapını ve diş dolgunluğu (kavrama) uzunluğunu tasarım sürecinin erken aşamalarında doğrulayın.
T-Kanal Frezeleri (T-Slot Cutters)
T-kanal frezeleri kullanıma alınmadan önce, önceden dikey bir erişim kanalı işlenmesi gerekir. Kesici, erişim kanalından girer, ardından kanalın tabanını kesici kafanın çapına kadar genişletmek için yanal olarak ilerleyerek T-profilini oluşturur. Temel endüstriyel uygulama alanı, iş parçası bağlama fikstürlerinin montajı için T-cıvata başları geçecek şekilde tasarlanmış takım tezgahı tabla kanallarıdır.
Yarım Ay Kama Frezeleri (Woodruff Key Cutters)
Yarım ay kama frezeleri, mil ve delik montajları için ANSI B17.2 ve DIN 6888 standartlarında belirtilen yarım daire şeklindeki kama yuvalarını işlemek için özel disk şekilli takımlardır. Geometrik olarak T-kanal frezelerine çok benzerler ancak boyutları ilgili standartlarda tanımlanan yarım daire kama boyutlarına uyacak şekilde standartlaştırılmıştır. Spesifikasyonda standart dışı bir kanal derinliği veya genişliği belirtmek, özel bir takım sipariş edilmesini gerektirir; bu da tedarik süresini ve maliyeti artırır.

Modül Frezeler / Evolvent Dişli Frezeleri (Involute Gear Cutters)
Modül frezeler, üretilmesi hedeflenen dişlinin tam evolvent (geometrik eğri) diş profiline göre taşlanmış, form verilmiş (arkası boşaltılmış) disk biçimli takımlardır. Yatay bir divizör üzerinde çalışarak her seferinde tek bir diş boşluğunu keserler (işlerler). Takım, hedef diş sayısı aralığı için doğru numaraya endekslenmelidir (doğru kesici numarası seçilmelidir): Tek bir kesici tek bir değeri değil, bir diş sayısı aralığını kapsar. Modül frezeler, tek seferlik ve küçük seri üretimler için uygundur. Yüksek hacimli dişli üretiminde modül dik işleme değil, dişli azdırma (hobbing) veya dişli taşlama kullanılır.


Çevresel ve Düzlemsel Dik İşleme
Çevresel ve düzlemsel dik işlemede kullanılan kesiciler, yatay bir malafa miline monte edilmiş olarak, mil eksenine paralel olan çevrelerinden kesim yaparlar. Bu kesici grubu, yatay dik işleme (horizontal milling) döneminden kalan eski tip takım grubudur. Değiştirilebilir (takma) uçlu alın frezelerine sahip dikey işleme merkezleri, düzlemsel yüzey işlerinde bunların yerini büyük ölçüde almıştır. Yine de bu grup, yatay mil ekipmanı çalıştıran atölyelerde ve belirli çift taraflı (straddle) dik işleme uygulamalarında geçerliliğini korumaktadır.
Silindirik Frezeler (Slab Mills)
Silindirik frezeler, tüm çevresi boyunca helisel dişlere sahip geniş silindirik kesicilerdir. Yatay bir malafaya monte edilerek, tek bir geniş pasoda büyük düzlemsel yüzeyleri işlerler; bu yöntem değiştirilebilir uçlu alın frezeleri standart hale gelmeden önce düzlemsel yüzey üretiminde baskın yöntemdi. Hala yatay dik işleme (horizontal milling) ekipmanı kullanan atölyelerde silindirik frezeler, geniş ve düzlemsel kütüklerde yüksek miktarda talaş kaldırma pasoları için verimliliğini korur.


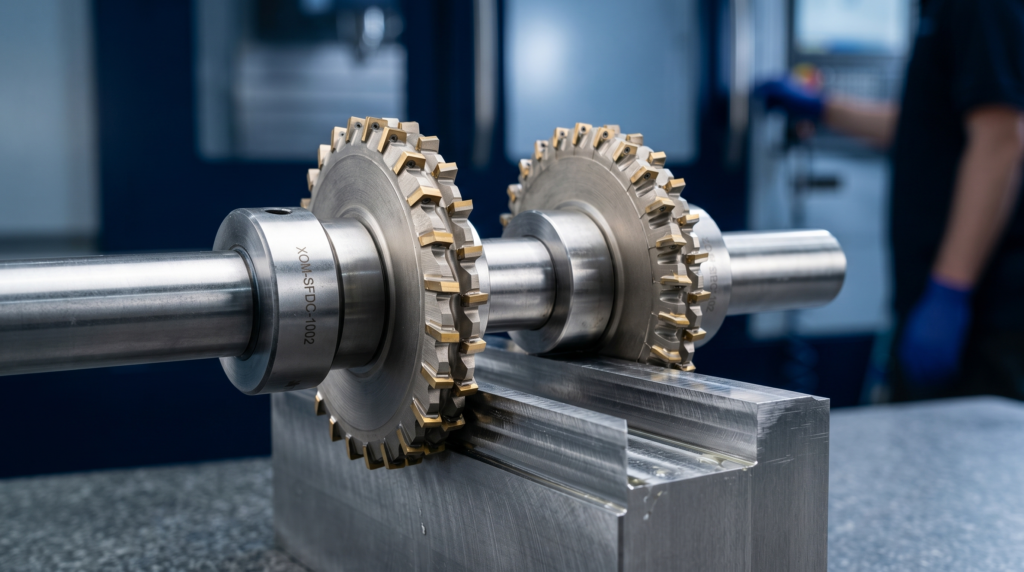
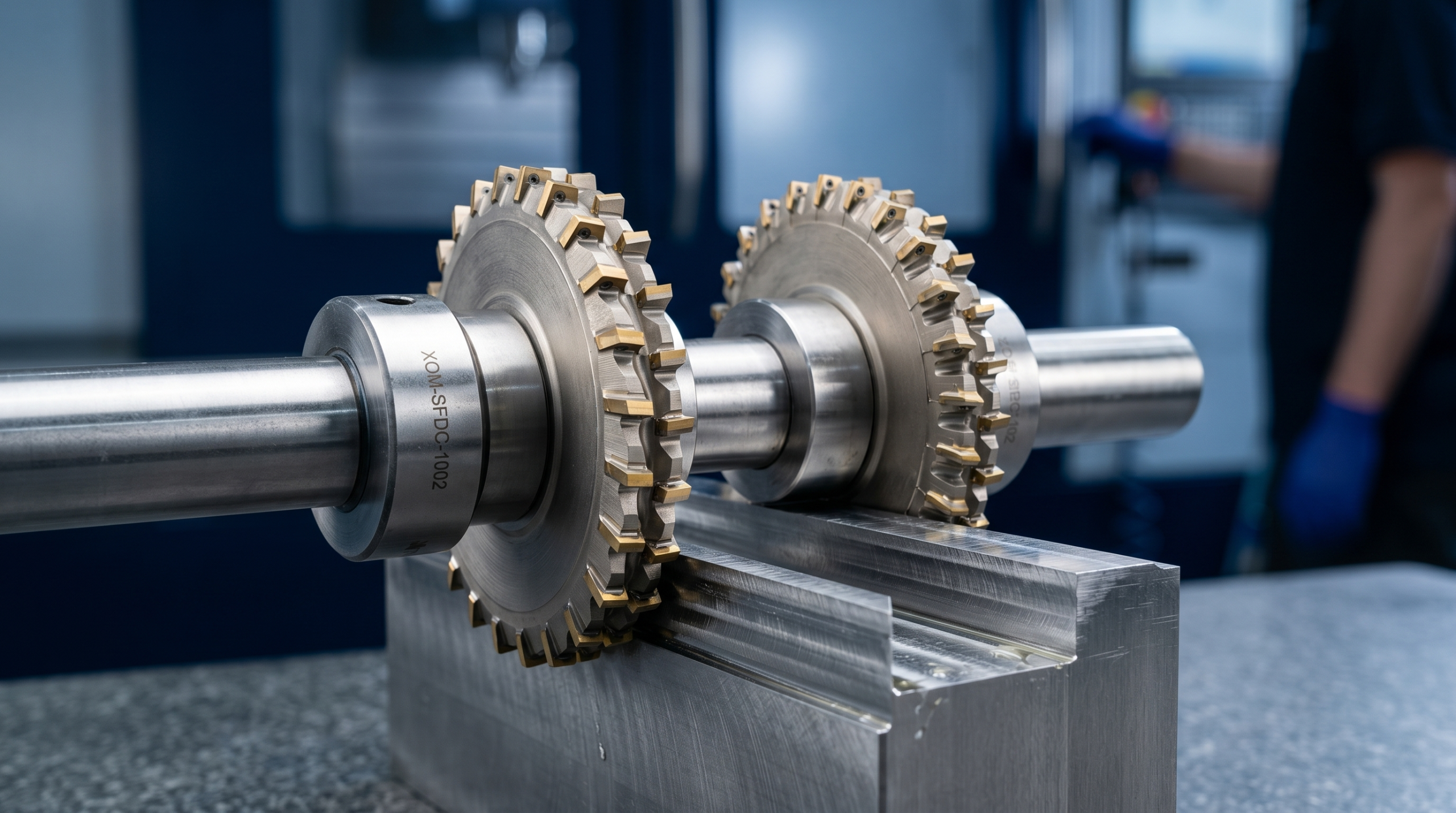
Disk Frezeler (Side-and-Face Cutters)
Disk frezeler, çevresinde ve her iki yan yüzünde dişler bulunan, disk şeklindeki kesici takımlardır. Yatay bir malafa miline monte edilerek kanal açma ve çift taraflı (straddle) dik işleme için kullanılırlar; aynı malafa üzerindeki iki kesici, bir iş parçasının her iki tarafını aynı anda işler. İki kesici arasındaki mesafeyi pullarla (spacer) tam olarak ayarlayabilme imkanı nedeniyle bu yöntem, seri üretimde paralel kenarlı kanal ve oluk yapılarının üretiminde son derece tekrarlanabilirdir.
Kesici Takım Malzemeleri ve Kaplamalar
Altlık malzeme (substrate), kesicinin sertliğini kaybetmeden önce ne kadar sıcaklıkta çalışabileceğini belirler. Kaplama ise sürtünmeyi azaltarak ve kesici kenardaki kimyasal aşınmayı yavaşlatarak takım ömrünü yükseltir. Altlık ve kaplama birlikte seçilmelidir çünkü bunları yanlış eşleştirmek (örneğin düşük sıcaklık altlığı üzerinde yüksek sıcaklık kaplaması kullanmak) maliyet artırmaktan başka bir fayda sağlamaz.
Altlık Malzemeleri
| Altlık (Substrate) | Mak. Çalışma Sıcaklığı | Sıcak Sertlik | En İyi Kullanım Alanı | Temel Sınırlama |
| Yüksek Hız Çeliği (HSS) | ~600°C | Düşük | Genel amaçlı, özel taşlanmış şekiller | 600°C üzerinde yumuşar, düşük verimlilik |
| Kobaltlı HSS (M35, M42) | ~675°C | Orta | Paslanmaz çelik, titanyum | Düz HSS’ye göre biraz daha iyi |
| Semente Karbür (Karbür) | ~900°C | Yüksek | Seri üretim dik işleme: çelik, paslanmaz, alüminyum | Gevrek (kırılgan), darbe yüklerine karşı dayanıksız |
| Kesme Seramiği (Al₂O₃, Si₃N₄) | ~1.200°C | Çok yüksek | Yüksek hızda dökme demir, nikel süperalaşımları | Çok gevrek, kesintili (darbeli) kesmeye uygun değil |
| Kübik Bor Nitrür (CBN) | ~1.400°C | En yüksek (elmas hariç) | Sertleştirilmiş çelik finiş dik işleme | Pahalı, yalnızca lehimli uç formatında |
| Polikristalin Elmas (PCD) | ~700°C | En yüksek | Alüminyum, bakır, kompozitler | 700°C üzerinde grafite dönüşür, demir içeren malzemeleri kesemez |
Yüksek hız çeliği (HSS); özel taşlanmış takımlar, şirket içinde yapılan form takımları ve gevrekliği (kırılganlığı) ve maliyeti nedeniyle karbürün ekonomik olmadığı düşük hacimli işler için kullanılmaya devam etmektedir. Semente karbür; çelik, paslanmaz çelik ve alüminyum genelinde seri üretim CNC dik işleme için en çok kullanılan altlıktır. CBN ve PCD, dar bir doğru kullanım alanına sahip, uygulamaya özel premium seçeneklerdir.
Kaplamalar
Kaplamalar altlık yüzeyini ısıdan, mekanik ve kimyasal aşınmadan korur. Belirli bir uygulama için doğru kaplama, yalnızca altlık malzemesi tarafından değil, iş parçası malzemesi ve o malzeme işlenirken ulaşılan kesme sıcaklığı tarafından belirlenir.


| Kaplama | Mak. Sıcaklık | Temel İşlev | Doğru Uygulama Yeri |
| TiN (Titanyum Nitrür) | ~600°C | Yüzey sertliği, düşük sürtünme | HSS takımlar, orta hızlı karbür, yumuşak ve demir dışı malzemeler |
| TiAlN / AlTiN (Titanyum Alüminyum Nitrür) | ~800°C | Kendi kendini onaran alüminyum oksit bariyer tabakası | Seri üretim hızlarında çelik ve paslanmaz çelik dik işleme |
| AlCrN (Alüminyum Krom Nitrür) | ~1.100°C | Standart kaplamalar arasında en yüksek oksidasyon direnci | Sertleştirilmiş çelik, yüksek sıcaklık alaşımları |
| DLC (Elmas Benzeri Karbon) | ~400°C | Sürtünmeden yüksek oranda düşüş | Alüminyum, bakır, plastikler: Talaş yapışmasını (BUE) önler |
TiAlN ve AlTiN, çelik dik işlemede yekpare karbür parmak frezeler için standart kaplamalardır çünkü yüksek sıcaklıklarda oluşturdukları alüminyum oksit tabakası, takım ısındıkça korumayı artırır ve altlığı tam olarak semente karbürün en savunmasız olduğu sıcaklık aralığında korur. AlCrN bu avantajı daha sert malzemelere ve daha yüksek sıcaklıklara taşır. DLC ise özellikle alüminyum ve diğer yapışkan demir dışı malzemelerin kaplamasız veya TiN kaplamalı takımlarda neden olduğu yapışma ve kenar birikintisi (built-up edge) sorunlarını önlemek için tercih edilir.
Takım Seçimini Belirleyen Kesme Parametreleri
Kesici takım seçiminde üç parametre etkilidir: Kesme hızı, diş başına ilerleme ve kesme derinliği. Sandvik, hesaplamalar için ilgili tüm dik işleme formüllerini listelemiştir.
Kesme Hızı
Kesme hızı (Vc), kesici kenarın takımı dış çapındaki yüzey hızıdır ve metre/dakika cinsinden ölçülür. Doğru kesme hızı iki değişkenin fonksiyonudur: iş parçası malzemesi ve takım altlığı. Çok yüksek bir hız aşırı ısı üreterek altlığı yumuşatır ve aşınmayı hızlandırır. Çok düşük bir hız ise kesmek yerine sürtünmeye/sürtmeye neden olur, bu da ısı üretir ve takım ömrünü kısaltır.
| İş Parçası Malzemesi | Tipik Vc Aralığı (m/dk) – Karbür Takım |
| Alüminyum alaşımları | 200 – 600 |
| Yumuşak çelik | 80 – 200 |
| Paslanmaz çelik (östenitik) | 50 – 120 |
| Titanyum alaşımları | 30 – 80 |
| Sertleştirilmiş çelik (45–60 HRC) | 50 – 150 (CBN) |
| Dökme demir | 100 – 300 |
| Nikel süperalaşımları | 15 – 50 |
Kesici Diş Başına İlerleme
Diş başına ilerleme (fz), talaş yükünü, yani her bir dişin devir başına ne kadar malzeme kaldıracağını belirler. Çok düşük bir talaş yükü, talaşı ideal kesitinin altına düşürerek ısı oluşumunu daha küçük bir malzeme hacmine yoğunlaştırır ve takım aşınmasını hızlandırır. Çok yüksek bir talaş yükü ise takımın yapısal kapasitesini aşarak esnemeye, tırlamaya (chatter) veya kırılmaya neden olur. Talaş yükü, ilerleme hızı ile karıştırılmamalıdır.
ilerleme hızı (mm/dk) = fz × ağız sayısı × devir (dönüş/dk)
Kesme Derinliği
Kesme derinliğinin iki bağımsız yönü vardır: Eksenel (kesicinin iş parçasına içine ne kadar derine daldığı) ve radyal (kesici çapının ne kadarının yanlamasına iş parçasına girdiği). Radyal temas (kesim), ısı oluşumu açısından iki değişken arasında daha agresif olanıdır: %100 radyal temasa sahip bir kesicide (tam genişlikte kanal açma), her bir diş her devrin yarısında iş parçasıyla temas halindedir ve bu da sürekli ve yoğun bir ısı üretir. Hafif bir radyal paso, bunu telafi etmek için daha büyük bir eksenel derinlik kullanır; her bir dişin kesmedeki süresini kısa tutarken yükü tüm helis kanalı boyunca yayar.
| Operasyon Tipi | Radyal Kavrama (Radyal Kesim) | Eksenel Kavrama (Eksenel Kesim) | Isı Seviyesi | Doğru Uygulama |
| Kanal Açma | %100 (tam genişlik) | Sığ (0,5x – 1x D) | Yüksek | Yalnızca kanal kesme, 2 ağızlı kullanın |
| Standart Kaba Talaş | %30 – %60 D | Orta (1x – 1,5x D) | Orta | Genel malzeme kaldırma (kesme) |
| Yüksek Verimli Dik İşleme (HEM) | %5 – %15 D | Derin (3x – 5x D) | Düşük | Maksimum takım ömrü, hızlı döngüler |
| Finiş İşleme | %5 – %10 D | Yapının tam derinliği | Düşük | Yüzey kalitesi, boyutsal doğruluk |
Üretim İçin Tasarım (DfM): Takım ve Tezgahı Dikkate Alarak Tasarlamak
Standart kesici takım kataloğunun dışında kalan her tasarım yapısı, bir tedarik sorunu yaratarak maliyet ve teslim süresini artırır.
Aşağıdaki sınırlamalar, kesici geometrisinin doğrudan çıktılarıdır ve tasarım aşamasında dikkate alınmalıdır.
| Tasarım Özelliği | Takım Sınırlaması | DfM Kuralı |
| İç cep köşe yarıçapı | Kesici yarıçapına eşit veya ondan büyük olmalıdır. | Sıfır olmayan, kabul edilebilir en küçük yarıçapı spesifikasyonda belirtin. Değeri 0 olan bir iç yarıçapın dik işlenmesi fiziksel olarak imkansızdır. |
| Kanal genişliği | Mevcut en küçük kesici çapından daha dar olamaz. | Standart kanal genişlikleri (3, 4, 5, 6, 8, 10, 12, 16, 20 mm) kullanılırsa özel takım maliyetleri ortadan kalkar. |
| Cep derinliği | Kesicinin L:D oranı ile sınırlıdır. | Cep derinliği idealde, belirtilen köşe yarıçapının 4 katını aşmamalıdır. |
| Diş spesifikasyonu | Mevcut kılavuz ve diş frezesi boyutlarına göre belirlenir. | Metrik (ISO) veya İnç/Unified (UNC/UNF) dişler kullanın. Matkap boyutlarını erken aşamada çapraz kontrol edin. |
| Pah açısı | Standart pah frezeleri 30°, 45° ve 60°’yi kapsar. | Standart dışı açılar özel takım kurulumu gerektirir. Mümkün olan her yerde 45°’yi varsayılan olarak seçin. |
| T-kanal ve kırlangıç kuyruğu geometrisi | Önceden işlenmiş dikey bir erişim kanalı gerekir. | Erişim kanalı boyutlarını, mevcut kesici giriş çaplarına uygun olarak teknik resme dahil edin. |
| Yarım ay kama yuvası | ANSI B17.2 veya DIN 6888 standart boyutlarına uymalıdır. | Standart bir kama numarası belirtin. Standart dışı genişlikler için pahalı bir özel takım sipariş edilmesi gerekir. |
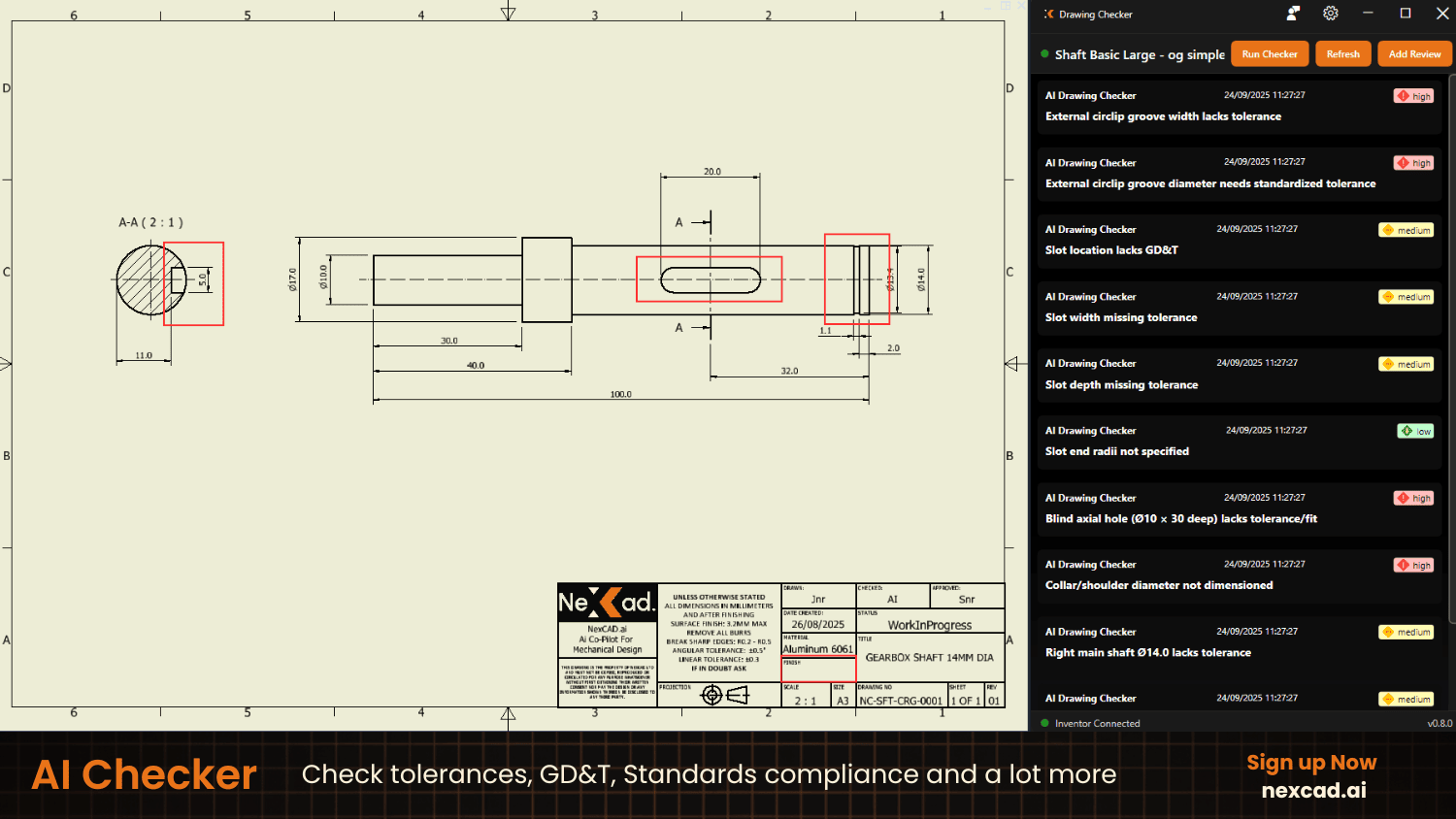
Standart kesici çapları, yarıçapları, pah açıları ve diş adımları ile uyumlu tasarımlar; tekliflendirme ve kurulum süreçlerinden daha hızlı ve daha az mühendislik (tasarım) değişikliği talebi (ECR) ile geçer. Sıkı boyutsal gereklilikleri olan ve birleşen parçalarla etkileşime giren yapılar için toleranslar; teknik resim onaylanmadan önce, belirtilen geçme sınıfının standart CNC dik işleme proses kabiliyeti ile elde edilebilir olduğunu doğrulamak için standart limitler ve geçmeler (toleranslar) kullanılarak tanımlanmalıdır.
Dik işlemede kesici takım sınırlamalarını anlamanın pratik sonucu; teknik resimlerde daha az revizyon ihtiyacı, daha hızlı teklif döngüleri ve takımlama kaynaklı sürprizler olmadan ilk mamul incelemesine (FAI) ulaşan parçalardır.




Comment(0)