 Europe
Europe  Türkiye
Türkiye 
DFM check: Is this part a "nightmare" to machine?
J
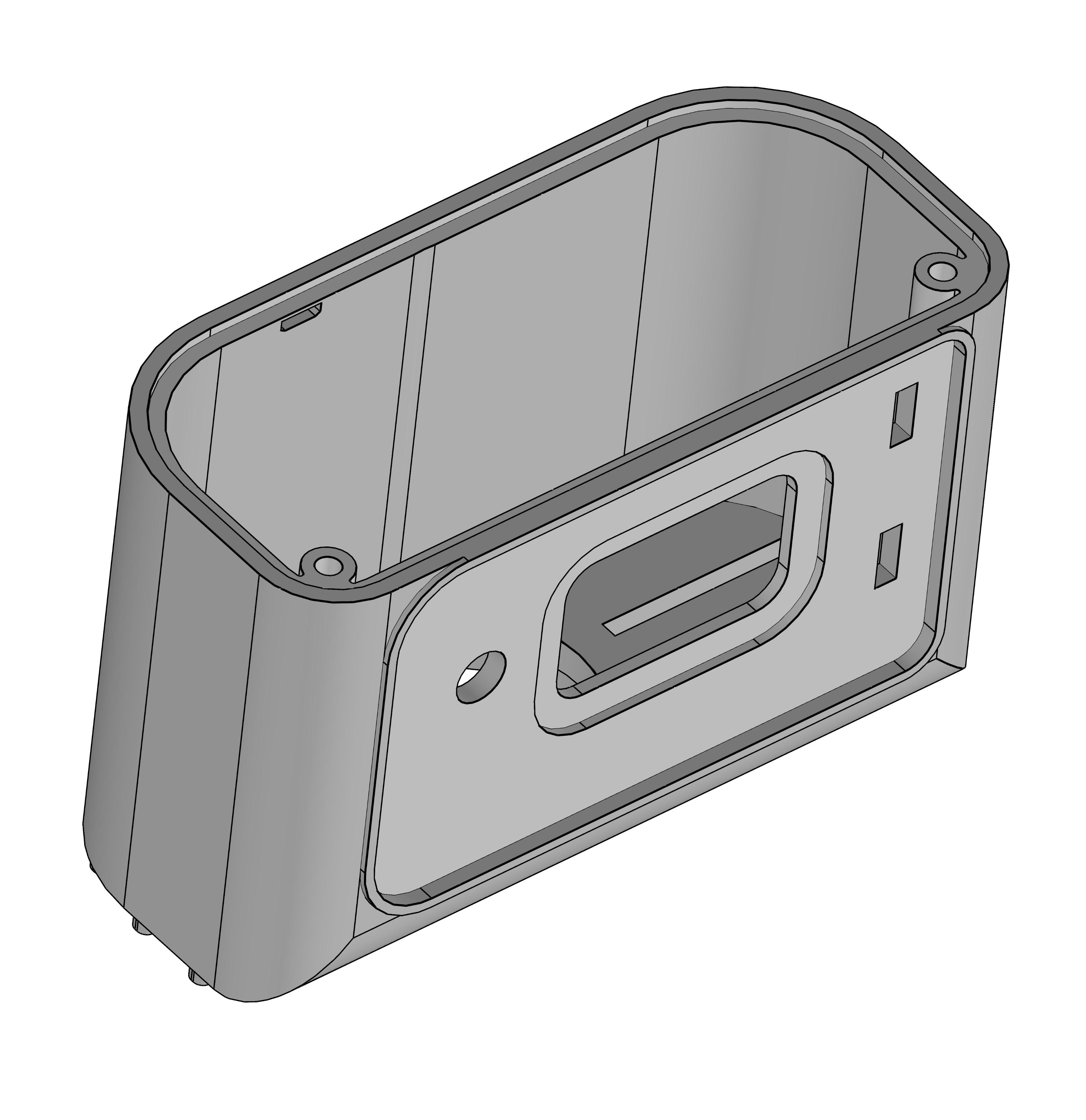
Hi! Designing a custom housing for a prototype. I’ve got features on all six sides, and I’m realizing this is going to need a ton of CNC setups. In your experience, is it better to design for manufacturing by splitting the part into two bolted components, or does the extra assembly time usually cancel out the savings from fewer CNC setups? What’s the “rule of thumb” for when a part becomes too complex for a single block?

Suggested Topics
Topic
Replies
Views
Activity
Robust actuator-to-brake pedal joint for angled, high-force actuation
Hi, i am designing a push-rod connection between a linear actuator and a vehicle brake pedal for a durability test setup. The actuator can apply 750 N, and the pedal rotates through its travel,... read more
2
1.5k
Mar 16
Shrink-fitting a thin stainless sleeve into a thick steel housing
Hi! I’m working on a shrink-fit joint where a thin-walled 304 stainless sleeve is installed into a bored pocket in a much larger 4140 steel housing. The sleeve carries only light axial loads, but... read more
1
1.1k
Dec 29
DMLS tolerances for screw holes and sealing surfaces
Hi, I’m working on a small metal housing (around 120 × 80 × 40 mm) that will be 3D printed with DMLS for a sensor module. It needs threaded M3 screw holes and a... read more
2
2.1k
Nov 25
Compact linear slide – how to balance smooth travel with lateral stability
Hi! I’m working on a compact linear slide mechanism for a handheld inspection tool. The carriage rides between two vertical guide rails and has to remain laterally constrained while still moving smoothly along the... read more
0
1.0k
Sep 30
Slim linear guide for precise lab automation stage
I’m designing a compact linear stage for a lab automation setup, used to move a microplate (about 300 grams) precisely along a 150 mm travel. The system needs to achieve repeatability under ±0.05 mm... read more
1
1.8k
Sep 02