 Europe
Europe  Türkiye
Türkiye 

La coulée et le moulage par injection sont deux procédés de fabrication courants utilisés pour fabriquer de nombreux produits que nous rencontrons au quotidien. Le polyuréthane, un matériau thermoplastique, est couramment utilisé pour fabriquer des pièces telles que des joints d’étanchéité dans le secteur automobile, des roulettes et des rouleaux pour les chariots médicaux, et divers matériels tels que des poulies, des bagues, des amortisseurs et des lames de grattoir.
Pour déterminer si la coulée sous vide ou le moulage par injection convient mieux à votre application, demandez-vous si la pièce est destinée au prototypage ou à la production en série et identifiez le nombre de pièces que vous avez l’intention de créer.
Qu’est-ce que la coulée sous vide ?
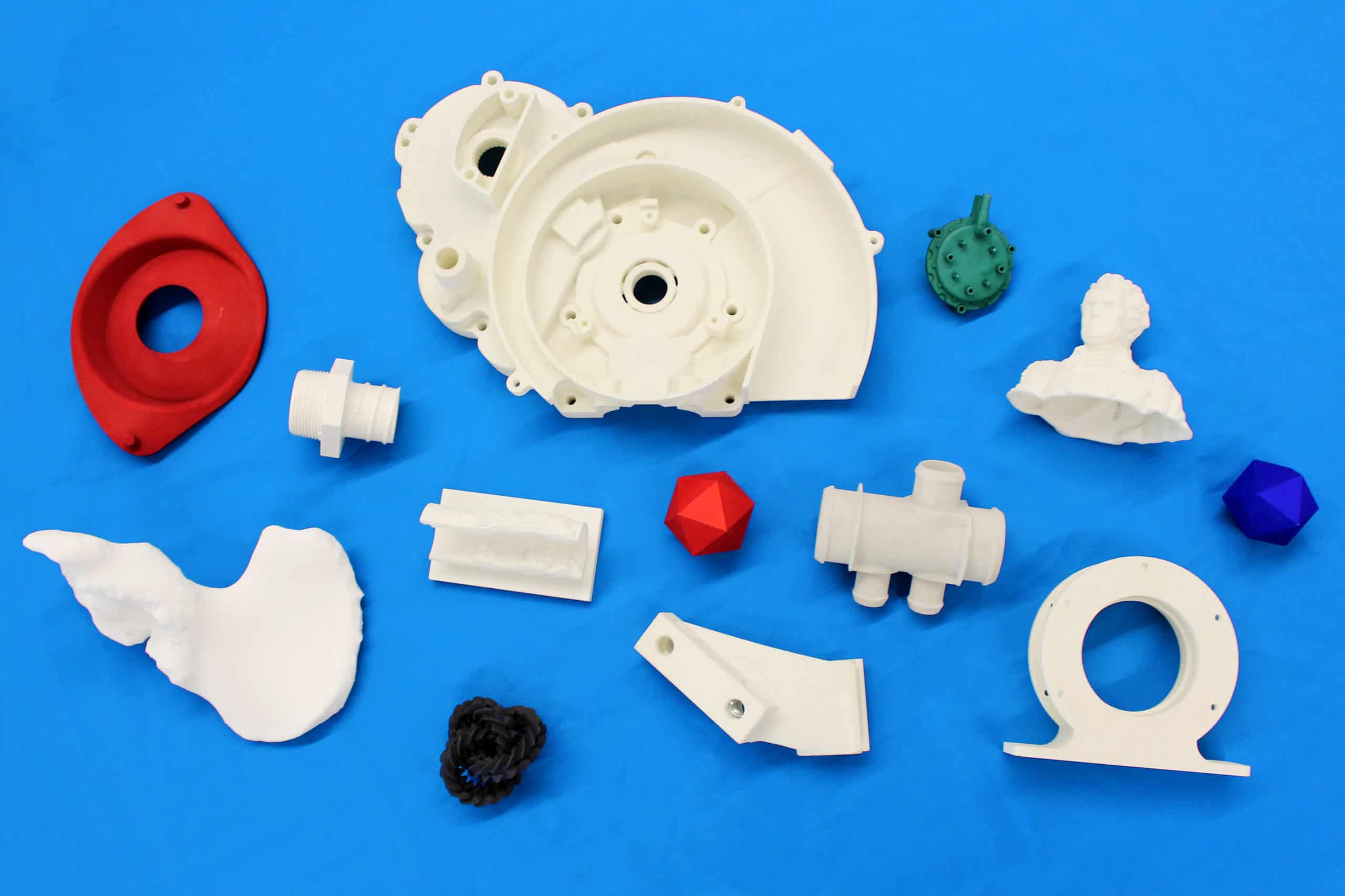
La coulée sous vide est le processus de création de pièces obtenues en versant du plastique liquide dans un moule. Le moule est généralement fabriqué à partir d’un matériau souple tel que le silicone. Les moules remplis de plastique liquide sont ensuite placés dans un four pour durcir. Cependant, tous les plastiques ne nécessitent pas de chauffage pour durcir. Certains peuvent durcir à température ambiante au fil du temps. Une fois durci, le moule est ouvert et la pièce coulée peut être retirée.

Le procédé de coulée sous vide est souvent utilisé pour créer des pièces en plastique finies pour de petites séries de production ou pour le prototypage rapide d’un produit qui sera éventuellement moulé par injection.
Les moules souples pour la coulée sous vide sont créés à partir d’un « modèle maître ». « Un modèle maître est une réplique imprimée en 3D ou usinée par CNC de la pièce à couler. Le modèle maître est ensuite trempé dans du silicone liquide qui après cela durcit. Une fois le silicone durci, le modèle maître est coupé en deux et la partie imprimée en 3D ou usinée par CNC est retirée. Ce procédé laisse derrière lui deux moitiés de moule dont les cavités internes, prises ensemble, sont identiques à celles de la pièce à couler.
Quel est le délai d’exécution de la coulée sous vide pour la production ?
Les délais de coulée sous vide au niveau de la production vont généralement de 1 à 2 semaines. Alors que le modèle maître et le moule pour la coulée sous vide peuvent être achevés entre trois et sept jours, des volumes de production satisfaisants peuvent prendre plus de temps. En effet, le plastique doit durcir avant de pouvoir être retiré du moule, et le temps de durcissement ne peut pas être réduit.
Le rendement de production pour un seul moule de coulée sous vide est généralement d’environ 1 à 10 pièces par jour. Le rendement dépend en grande partie de facteurs tels que le type de plastique et la géométrie des pièces.


Quel est le volume produit par coulée sous vide ?
Le volume de produits fabriqués par coulée sous vide est faible par rapport aux autres méthodes de fabrication. C’est en grande partie parce que la coulée sous vide est un processus manuel nécessitant de la main-d’œuvre. Cela contraste fortement avec les procédés de moulage par injection ou d’usinage CNC qui sont très automatisés et nécessitent peu d’intervention manuelle. Le coulage de plastiques doit être préparé correctement avant l’opération. Certains plastiques peuvent être achetés déjà à l’état liquide. D’autres sont achetés à l’état solide et doivent être fondus dans un four.
Une fois liquéfiés, les plastiques doivent être mélangés aux proportions appropriées avec différents produits chimiques pour faciliter leur bon durcissement et obtenir des caractéristiques souhaitables telles qu’une couleur particulière. De plus, ces rapports peuvent être ajustés pour obtenir des propriétés telles qu’une résistance à l’abrasion ou une résistance à la compression accrue.
Alors que certains plastiques à prise rapide peuvent durcir en 30 minutes, d’autres peuvent prendre plusieurs heures à durcir. Tous ces aspects rendent le processus adapté au prototypage et aux petites séries de production, mais pas aux grandes opérations de fabrication.
Quel est le coût des outils et des pièces pour la coulée sous vide ?
Les outils et pièces nécessaires à la coulée sous vide sont nettement moins chers que ceux d’autres méthodes de fabrication. Le silicone pour les moules est peu coûteux et il est beaucoup plus facile de créer ces moules flexibles que de fabriquer des moules pour le moulage par injection.
De plus, les résines plastiques et les agents de durcissement adéquats sont abordables. La principale barrière a tendance à être le modèle maître, car les imprimantes SLA ou les machines CNC sont très coûteuses. De nombreux fabricants externalisent leur production de modèles maîtres à des tiers. Dans de nombreux cas, cela reste nettement plus rentable que d’autres technologies de fabrication telles que le moulage par injection.
Quelle est la tolérance pour la coulée sous vide ?
La tolérance pour la coulée sous vide est généralement de 0,3% mais peut dépendre de plusieurs facteurs. Le type de plastique, la taille de la pièce et la complexité de la pièce peuvent tous influencer sur la tolérance d’une pièce coulée sous vide. Les tolérances peuvent varier au cas par cas.
La coulée sous vide est-elle une technique coûteuse ?
Non, la coulée sous vide n’est pas chère. Elle est rentable à la fois pour le prototypage et la fabrication (en fonction des volumes de production requis).
Qu’est-ce que le moulage par injection ?
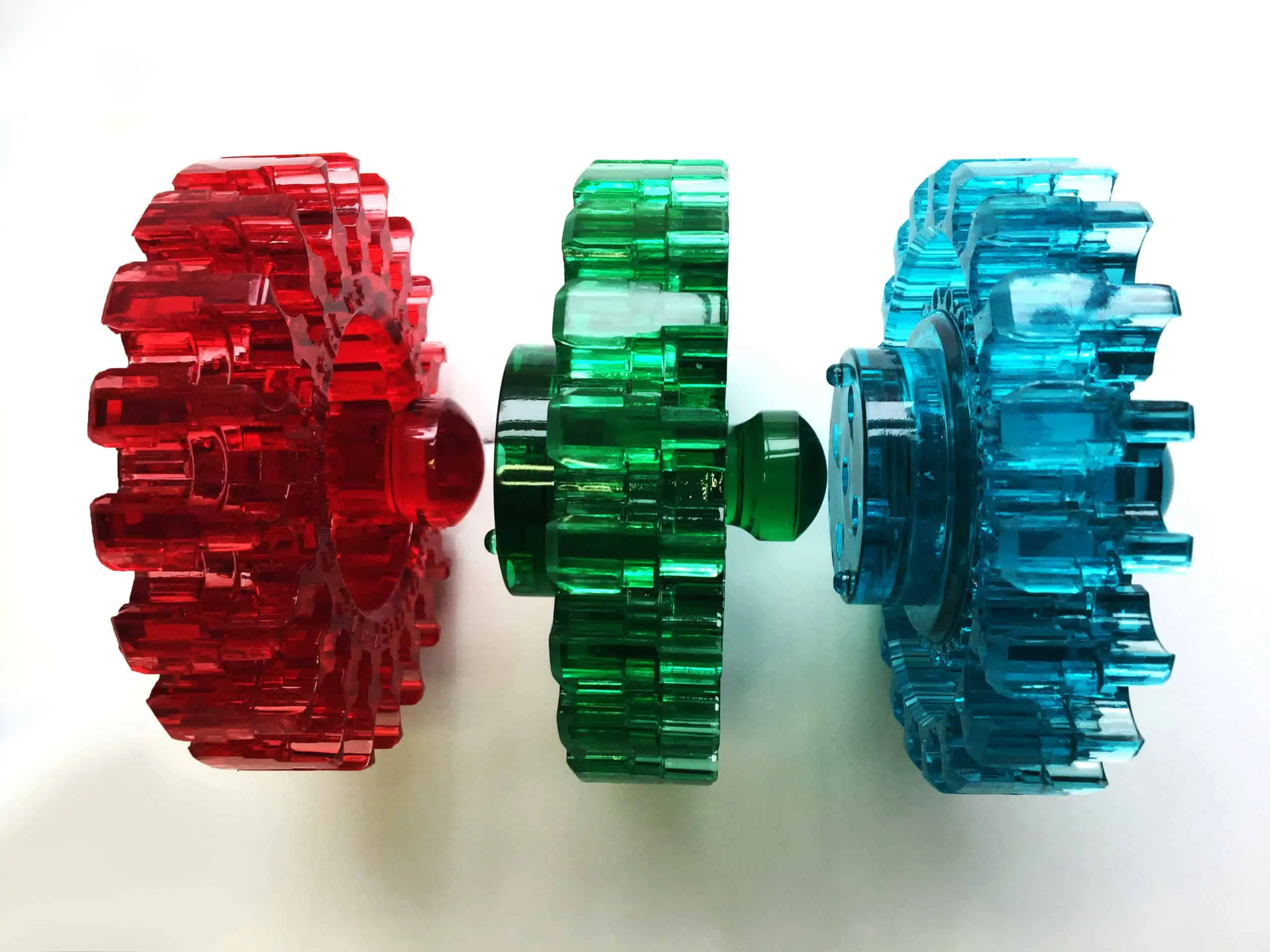
Le moulage par injection est le processus de formation de produits de haute précision obtenu en forçant la matière plastique fondue dans les cavités d’un moule à très haute pression. Il est différent du processus de coulée, pour lequel la gravité aide la résine plastique à remplir la cavité du moule. Avec le moulage par injection, le remplissage sous pression des cavités et le refroidissement rapide des pièces en plastique rendent le processus nettement plus rapide et reproductible que la coulée sous vide. C’est pour cela qu’il s’agit d’un processus idéal pour les opérations de fabrication à grande échelle.
Les moules pour le moulage par injection de plastique sont fabriqués par des méthodes telles que l’usinage CNC et l’usinage par décharge électrique (EDM). Ces deux processus peuvent former des cavités à des tolérances aussi étroites que ±0,1 mm en moyenne et, dans certains cas, peuvent descendre aussi bas que ±0,025 mm selon l’application.
En raison des pressions et des températures élevées impliquées, les moules pour moulage par injection sont généralement fabriqués en acier trempé ou en aluminium.
Quel est le délai du moulage par injection pour la production ?
Les délais d’exécution de l’outillage nécessaire au moulage par injection sont longs. La précision nécessaire dans les moules métalliques nécessite du temps pour être optimale. Une fois les moules terminés, cependant, la production par moulage par injection nécessite moins de temps que la coulée. De grandes quantités de pièces en plastique peuvent être réalisées à un rythme beaucoup plus rapide.
La haute pression et le refroidissement rapide permettent un temps de cycle beaucoup plus rapide. Alors que certains jeux de moules pour le moulage par injection n’ont qu’une ou deux cavités, d’autres peuvent en avoir bien plus de 100. Cela signifie que le moulage par injection peut produire des centaines, voire des milliers de pièces par jour pour satisfaire les commandes de production.
Quel volume est produit par moulage par injection ?
Le volume de pièces possible par moulage par injection est significativement plus élevé que celui produit par coulée sous vide. Les moules d’injection peuvent avoir plusieurs cavités pour des composants en plastique identiques et les temps de cycle globaux sont courts.

Quel est le coût des outils et des pièces pour le moulage par injection ?
Les outils et pièces nécessaires au moulage par injection sont beaucoup plus coûteux que ceux nécessaires à la coulée sous vide. Les jeux de moules pour le moulage par injection sont généralement fabriqués à partir de métaux tels que l’acier trempé ou l’aluminium et sont fabriqués en respectant des tolérances précises. Plusieurs processus d’usinage et de finitions sont nécessaires pour créer un moule viable.
Les jeux de moules sont généralement composés de nombreuses pièces différentes telles que des broches d’éjection, des ressorts et des interrupteurs de fin de course. Le coût de fabrication et d’assemblage des jeux de moules pour le moulage par injection atteint rapidement des milliers, voire des centaines de milliers d’euros.
Quelle est la tolérance pour le moulage par injection ?
Avoir les bonnes dimensions et des tolérances serrées pour le moulage par injection sont les choses les plus importantes en matière de design et de fabrication. C’est pourquoi nous recommandons de se référer aux normes de l’industrie DIN 16742:2013 où les tolérances générales pour différentes plages de dimensions linéaires sont présentées.
Comment choisir le bon processus de fabrication
Lorsque vous décidez si la coulée sous vide ou le moulage par injection est la bonne technique de fabrication, tenez compte des éléments listés ci-dessous :
- Volume de production : la coulée sous vide est plus adaptée au prototypage ou aux petites séries de production, tandis que le moulage par injection convient mieux aux moyennes et grandes séries de production. La coulée sous vide peut produire 1 à 10 pièces par jour tandis que le moulage par injection peut en produire des centaines, voire des milliers, en fonction du nombre de cavités dans votre moule.
- Coût de l’outillage : L’outillage pour la coulée sous vide est beaucoup moins cher que pour le moulage par injection. La résine plastique, les agents de durcissement et les moules en silicone pour la coulée sont beaucoup moins chers que les jeux de moules en acier durci ou en aluminium nécessaires au moulage par injection.
- Coût des pièces : Les pièces coulées sous vide sont plus chères que les pièces moulées par injection en raison du travail manuel et des faibles volumes produits par la coulée.
- Matériau : Seul un ensemble limité de plastiques durcissables peut être utilisé pour la coulée sous vide, tandis qu’une grande variété de thermoplastiques et de thermodurcissables peuvent être utilisés avec le moulage par injection.
- Durée de vie : Les moules en silicone pour la coulée sous vide ne sont pas aussi durables que les moules en acier trempé ou en aluminium prêts à l’injection qui peuvent durer des décennies. Réfléchissez à la durée pendant laquelle vous vous attendez à avoir besoin de votre moule particulier.
Quelles sont les différences entre la coulée sous vide et le moulage par injection ?
Le tableau ci-dessous montre les différences, les avantages et les inconvénients de la coulée sous vide et du moulage par injection :
| Coulée sous vide | Moulage par injection | |
| Généralement utilisé pour | • Petites quantités : Prototypage, outillage de pont et petites séries de production. | • Production à haut volume : moyennes à grandes séries de production. |
| Avantages | • Les résines et les moules en silicone sont bon marché et la fabrication a un faible coût. • Outillage rapide : Les délais d’outillage sont plus rapides car les moules peuvent facilement être fabriqués en utilisant l’impression 3D ou l’usinage CNC et le silicone liquide. |
• Un processus hautement automatisé signifie que le prix par pièce est beaucoup plus bas par rapport aux pièces coulées sous vide. • De grands volumes de pièces peuvent être fabriqués en peu de temps. • Les pièces sont prêtes à être utilisées après le moulage. • Les moules sont durables car ils sont fabriqués en acier trempé ou en aluminium. |
| Inconvénients | • Processus exigeant en main-d’œuvre qui fait augmenter le prix par pièce. • La production est faible par rapport au moulage par injection. • Délais de production longs. • Les moules en silicone ne sont pas aussi durables que les moules en métal. • Les pièces nécessitent un traitement de finition et un ébarbage après le démoulage. |
• Délais d’outillage longs en raison des longs processus de fabrication nécessaires à la fabrication des moules. • Coûts initiaux importants. |
Résumé
Cet article a présenté la coulée sous vide et le moulage par injection, en a donné une définition, et expliqué quels étaient les meilleurs moments pour utiliser chaque processus.
Xometry offre un large éventail de capacités de fabrication, y compris la coulée sous vide, le moulage par injection, le moulage sous pression, le moulage par compression et d’autres services à valeur ajoutée pour tous vos besoins de prototypage et de production.





Comment(0)