 Europe
Europe  Türkiye
Türkiye 

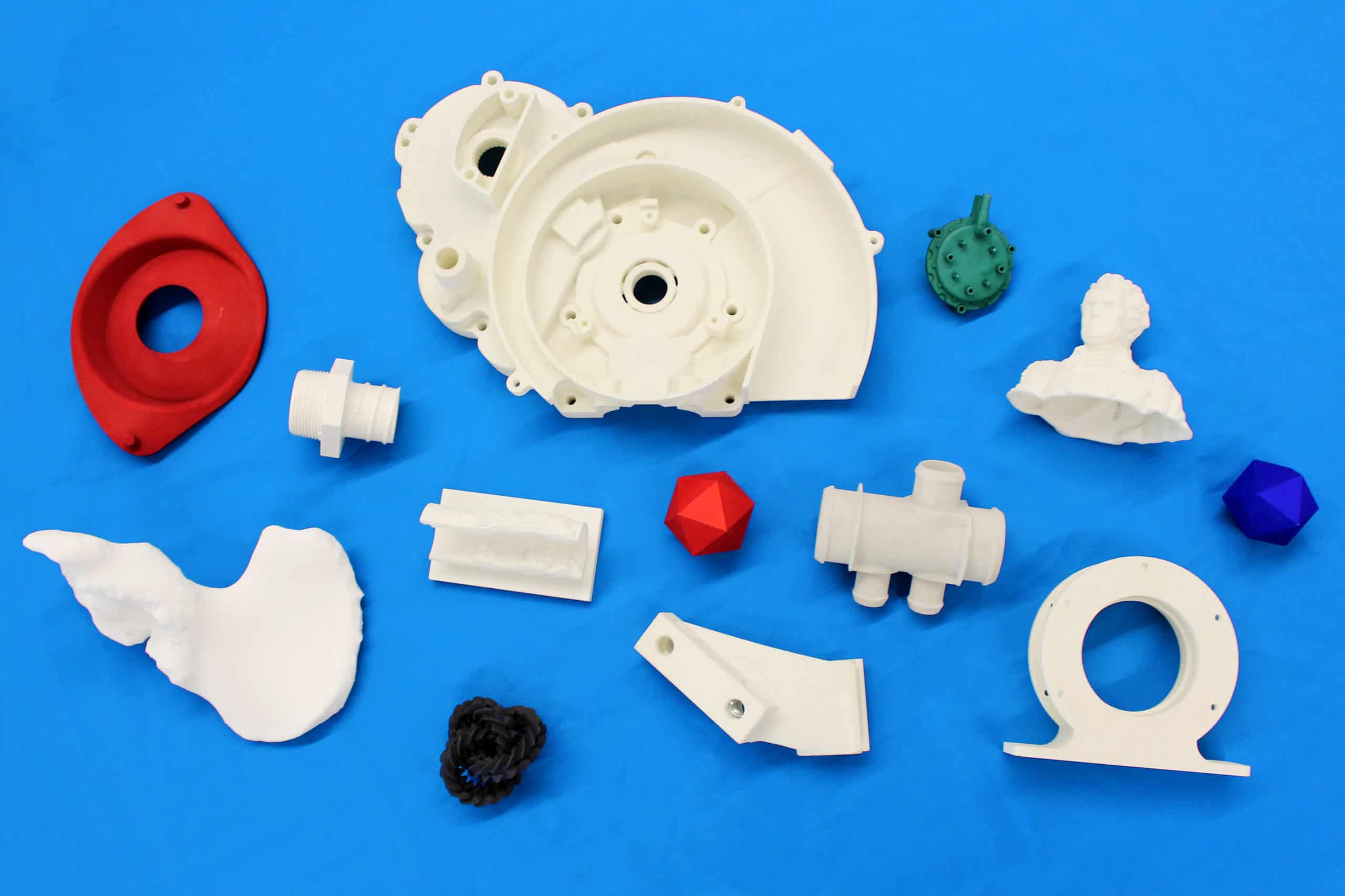
La fundición y el moldeo por inyección son dos procesos de fabricación comunes que se utilizan para fabricar muchos de los productos que encontramos a diario. El poliuretano, un material termoplástico, se utiliza habitualmente para fabricar piezas como juntas en la industria del automóvil, ruedas y rodillos para carros médicos, y diversos herrajes como poleas, casquillos, amortiguadores y rascadores.
Para determinar si la fundición al vacío es mejor que el moldeo por inyección para su aplicación concreta considere si la pieza es para un prototipo o para la producción en serie e identifique cuántas piezas quiere crear.
¿Qué es la fundición al vacío?
La fundición o moldeo al vacío es el proceso de creación de piezas mediante el vertido de plástico líquido en un molde. El molde suele ser de un material blando, como la silicona. Los moldes llenos de plástico líquido se colocan en un horno para que se endurezcan. Sin embargo, no todos los plásticos necesitan calor para curarse. Algunos pueden curarse a temperatura ambiente con el tiempo. Una vez curados, se abre el molde y se puede extraer la pieza fundida.

El proceso de fundición al vacío se utiliza a menudo para crear piezas acabadas de plástico para pequeñas series de producción o para la creación rápida de prototipos de un producto que finalmente se moldeará por inyección.
Los moldes blandos para fundición al vacío se crean a partir de un «modelo maestro». Un modelo maestro es una réplica impresa en 3D o mecanizada por CNC de la pieza que se va a moldear. A continuación, el modelo maestro se sumerge en silicona líquida que se cura y endurece. Una vez endurecido, el modelo maestro se corta por la mitad y se retira la parte impresa en 3D o mecanizada por CNC. Este proceso deja dos mitades de molde cuyas cavidades internas, en conjunto, son idénticas a la pieza que se va a moldear.
¿Cuál es el plazo de entrega de la fundición al vacío para la producción?
Los plazos de entrega de la fundición al vacío a nivel de producción suelen oscilar entre una y dos semanas. Mientras que el patrón maestro y el molde para la fundición al vacío pueden completarse entre tres y siete días, fabricar las cantidades requeridas lleva más tiempo. Esto se debe a que el plástico debe curarse antes de poder desmoldearse, y el tiempo de curado no puede acortarse.
La capacidad de producción con un solo molde de fundición al vacío suele ser de entre 1 y 10 piezas al día. La producción depende en gran medida de factores como el tipo de plástico y la geometría de la pieza.


¿Cuál es la capacidad de producción de la fundición al vacío?
El volumen de productos fabricados mediante fundición al vacío es pequeño en comparación con otros métodos de fabricación. Esto se debe principalmente a que la fundición al vacío es un proceso manual que requiere mucha mano de obra. Contrasta claramente con el moldeo por inyección o los procesos de mecanizado CNC, que están muy automatizados y requieren poca intervención manual. Los plásticos de moldeo deben prepararse adecuadamente antes del moldeo. Algunos plásticos pueden comprarse ya en estado líquido. Otros se compran sólidos y deben fundirse en un horno.
Una vez licuados, los plásticos deben mezclarse en las proporciones adecuadas con diferentes productos químicos para facilitar un curado correcto y obtener características deseables, como un color determinado. Además, estas proporciones pueden ajustarse para conseguir propiedades como la resistencia a la abrasión o una mayor resistencia a la compresión.
Mientras que algunos plásticos de curado rápido pueden curarse en 30 minutos, otros pueden tardar varias horas en hacerlo. Todos estos aspectos hacen que el proceso sea adecuado para prototipos y series de producción a pequeña escala, pero no para grandes operaciones de fabricación.
¿Cuál es el coste de las herramientas y piezas para la fundición al vacío?
Las herramientas y piezas necesarias para la fundición al vacío son mucho más baratas que las asociadas a otros métodos de fabricación. La silicona para los moldes es barata y es mucho más fácil crear estos moldes flexibles que fabricar matrices para el moldeo por inyección.
Además, las resinas plásticas y los agentes de curado adecuados son asequibles. El principal obstáculo suele ser el patrón maestro, ya que las impresoras SLA o las máquinas CNC son muy costosas. Muchos fabricantes subcontratan la producción del patrón maestro a terceros. Esto, en muchos casos, sigue siendo significativamente más rentable que otras tecnologías de fabricación como el moldeo por inyección.
¿Cuál es la tolerancia de la fundición al vacío?
Las tolerancias del moldeo al vacío suelen comenzar alrededor de 0,3 mm, aunque pueden variar según varios factores. El tipo de plástico, el tamaño de la pieza y su complejidad pueden influir en la tolerancia de una pieza moldeada al vacío. Las tolerancias pueden variar en función de cada caso.
¿Es cara la fundición al vacío?
No, la fundición al vacío no es cara. Es rentable tanto para la creación de prototipos como para la fabricación (en función de los volúmenes de producción necesarios).
¿Qué es el moldeo por inyección?
El moldeo por inyección es el proceso de formar productos de gran precisión empujando el material plástico fundido contra las cavidades de un molde a muy alta presión. A diferencia del proceso de fundición, en el que la gravedad ayuda a la resina plástica a rellenar la cavidad del molde. En el moldeo por inyección, el llenado a presión de las cavidades y el enfriamiento rápido de las piezas de plástico lo convierten en un proceso mucho más rápido y repetible que la fundición. Como tal, es un proceso ideal para operaciones de fabricación a gran escala.
Los moldes para el moldeo por inyección de plásticos se fabrican mediante métodos como el mecanizado CNC y el mecanizado por descarga eléctrica (EDM). Estos dos procesos pueden formar cavidades con tolerancias tan ajustadas como ±0,1 mm de media y, en algunos casos, pueden llegar hasta ±0,025 mm dependiendo de la aplicación.
Debido a las altas presiones y temperaturas, los moldes de inyección suelen ser de acero templado o aluminio.
¿Cuál es el plazo de entrega del moldeo por inyección para la producción?
Los plazos de entrega de las herramientas de moldeo por inyección son largos. La precisión necesaria en los moldes metálicos requiere tiempo para perfeccionarlos. Sin embargo, una vez terminados los moldes, la producción por inyección requiere menos tiempo que la fundición. Se pueden fabricar grandes cantidades de piezas de plástico a un ritmo mucho más rápido.
La alta presión y el enfriamiento rápido hacen que el tiempo de ciclo sea mucho más rápido. Mientras que algunas matrices de moldeo por inyección sólo tienen una o dos cavidades, otras pueden tener más de cien. Esto significa que el moldeo por inyección puede producir cientos, si no miles, de piezas al día para cumplir los pedidos de producción.
¿Qué volumen produce el moldeo por inyección?
El volumen de piezas posible mediante moldeo por inyección es significativamente mayor que el producido por fundición. Los moldes de inyección pueden tener múltiples cavidades para componentes de plástico idénticos y la duración total de los ciclos es corta.

¿Cuál es el coste de las herramientas y piezas para el moldeo por inyección?
Las herramientas y piezas necesarias para el moldeo por inyección son mucho más costosas que las necesarias para la fundición al vacío. Las matrices para el moldeo por inyección suelen fabricarse con metales como el acero endurecido o el aluminio y se ajustan a tolerancias precisas. Se requieren varios procesos de mecanizado y posprocesado para crear un molde viable.
Las matrices se componen normalmente de muchas piezas diferentes, como pasadores de expulsión, muelles e interruptores de fin de carrera. El coste de fabricación y montaje de conjuntos de matrices para moldeo por inyección asciende rápidamente a miles o, en algunos casos, cientos de miles de euros.
¿Cuál es la tolerancia del moldeo por inyección?
Unas dimensiones adecuadas y unas ajustadas tolerancias en el moldeo por inyección son lo más importante con respecto al diseño y la fabricación. Por ello, recomendamos consultar las normas industriales DIN 16742:2013, donde se presentan las tolerancias generales para diferentes rangos de dimensiones lineales.
Cómo elegir el proceso de fabricación adecuado
A la hora de decidir si la fundición al vacío o el moldeo por inyección es la técnica de fabricación adecuada, tenga en cuenta los elementos que se enumeran a continuación:
- Volumen de producción: La fundición al vacío es mejor para prototipos o pequeñas series de producción, mientras que el moldeo por inyección es mejor para series de producción de medianas a grandes. La fundición puede producir de 1 a 10 piezas al día, mientras que el moldeo por inyección puede producir cientos, si no miles, en función del número de cavidades del molde.
- Coste del utillaje: El utillaje para la fundición al vacío es mucho más barato que para el moldeo por inyección. La resina plástica, los agentes de curado y los moldes de silicona son mucho más baratos que las matrices de acero endurecido o aluminio necesarias para el moldeo por inyección.
- Coste de la pieza: Las piezas moldeadas al vacío son más caras que las moldeadas por inyección debido al trabajo manual y a los bajos volúmenes producidos por la fundición.
- Material: Para la fundición sólo puede utilizarse un conjunto limitado de plásticos curables, mientras que con el moldeo por inyección puede emplearse una amplia variedad de termoplásticos y termoestables.
- Vida útil: Los moldes de silicona para la fundición al vacío no son tan duraderos como los de acero templado o aluminio preparados para inyección, que pueden durar décadas. Considere cuánto tiempo prevé que necesitará usar el molde en cuestión.
¿Qué diferencias hay entre el moldeo al vacío y el moldeo por inyección?
La siguiente tabla muestra las diferencias, ventajas y desventajas de la fundición al vacío y el moldeo por inyección:
| Fundición al vacío | Moldeo por inyección | |
| Comúnmente utilizado para | • Pequeñas cantidades: Prototipos, utillaje puente y pequeñas series de producción. | • Producción de gran volumen: Producciones medianas y grandes. |
| Ventajas | • Las resinas y los moldes de silicona son baratos y su fabricación tiene un coste reducido. • Utillaje rápido: Los plazos de entrega de las herramientas son más rápidos, ya que los moldes pueden fabricarse fácilmente mediante impresión 3D o mecanizado CNC y silicona líquida. |
• El proceso altamente automatizado significa que el precio por pieza es mucho más bajo en comparación con las piezas de fundición. • Se pueden fabricar grandes volúmenes de piezas en poco tiempo. • Las piezas están listas para su uso después del moldeado. • Los moldes son resistentes y duraderos, ya que se fabrican con acero endurecido o aluminio. |
| Desventajas | • Proceso intensivo en mano de obra que encarece el precio por pieza. • La producción es pequeña en comparación con el moldeo por inyección. • Largos plazos de producción. • Los moldes de silicona no son tan duraderos como los de metal. • Las piezas requieren un tratamiento posterior y un recorte una vez desmoldeadas. |
• Largos plazos de entrega de las herramientas debido a los extensos procesos de fabricación necesarios para fabricar los moldes. • Costes iniciales elevados. |
Resumen
En este artículo se presentan la fundición al vacío y el moldeo por inyección, se explica en qué consisten y se analiza cuándo es mejor utilizar cada proceso.
Xometry ofrece una amplia gama de capacidades de fabricación, incluyendo fundición al vacío, moldeo por inyección, fundición a presión, moldeo por compresión y otros servicios de valor añadido para todas sus necesidades de creación de prototipos y piezas de producción en serie.






Comment(0)