 Europe
Europe  Türkiye
Türkiye 

Le moulage sous pression est un procédé de moulage de métal largement utilisé pour la production en série de pièces durables de haute qualité. Le moulage sous pression est réputé pour sa capacité à produire des composants avec une grande précision dimensionnelle, ce qui la rend idéale pour les industries qui nécessitent des pièces précises et constantes, telles que l’automobile, l’aérospatiale et l’électronique grand public. Que vous souhaitiez fabriquer des formes complexes ou obtenir des finitions de surface lisses, le moulage sous pression est une solution efficace pour produire de grandes quantités de pièces métalliques tout en maintenant des tolérances serrées et des performances exceptionnelles.
En quoi consiste le moulage sous pression ?
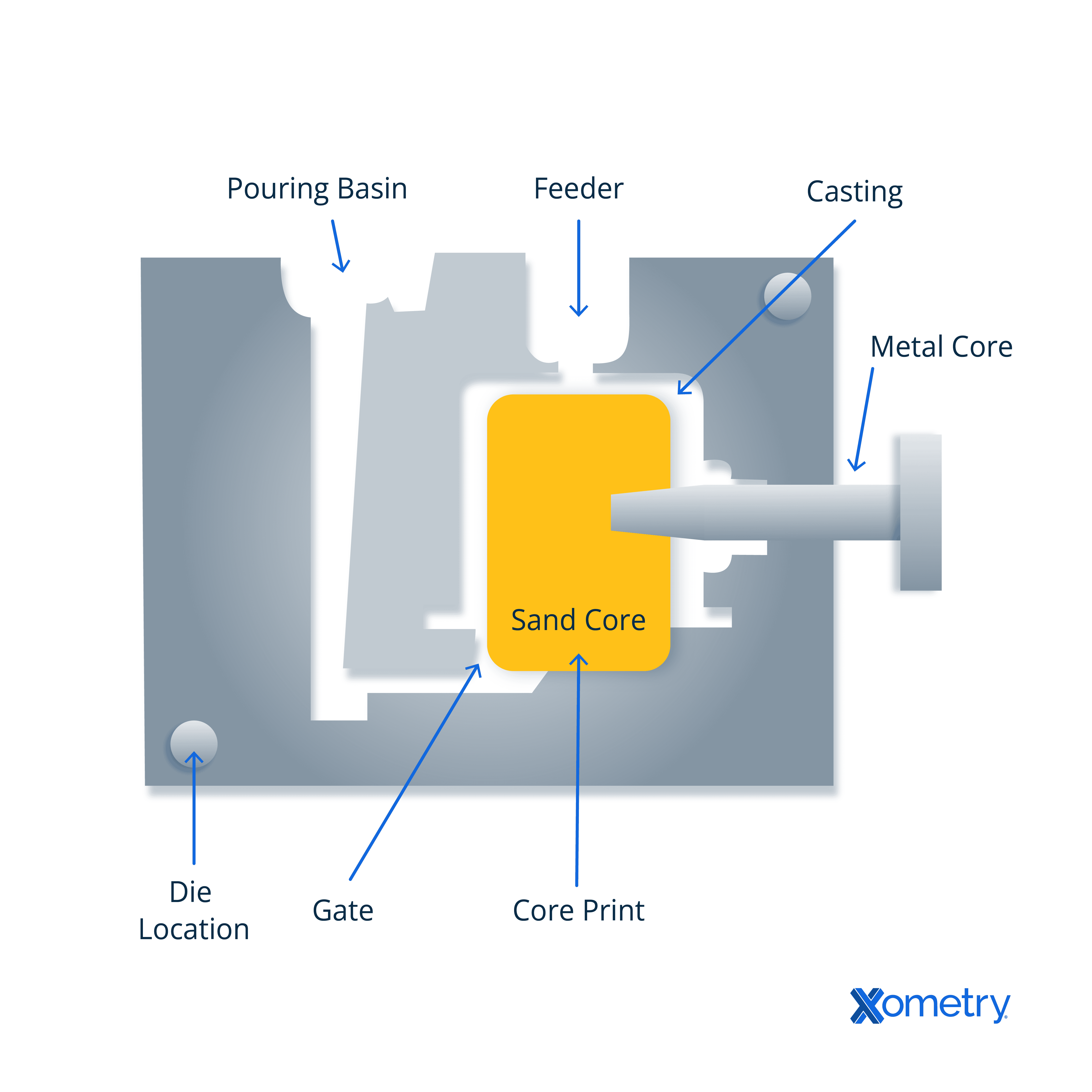
Le moulage sous pression est un procédé de fabrication permettant de produire des pièces métalliques avec un haut degré de précision. Le procédé en lui-même consiste à injecter du métal en fusion à l’intérieur d’un moule, dans lequel le métal adopte la forme voulue alors qu’il se solidifie au fur et à mesure de son refroidissement.
Cette méthode peut être employée pour créer toutes sortes de pièces métalliques, depuis les poignées de portes jusqu’aux mécanismes des blocs moteurs, en passant par certains composants électriques.
Le moulage sous pression est grandement apprécié pour sa capacité à produire des pièces lisses et aux dimensions précises. De plus, le procédé est relativement rapide et rentable, ce qui en fait une option de choix pour de nombreuses applications.
Comment fonctionne le moulage sous pression ?
Le procédé implique plusieurs étapes : conception du moule, préparation des métaux à injecter, injection, moulage et finitions.
Étape 1 – Conception du moule
La toute première étape consiste à créer un moule, aussi appelé « matrice ». Généralement fait en acier ou en aluminium, le moule doit être conçu pour résister à la fois aux hautes températures et aux fortes pressions mises en œuvre dans le procédé de moulage sous pression.
La conception du moule démarre avec le développement d’un modèle CAO, lequel sera utilisé pour fabriquer le moule par usinage CNC (dont on se servira encore ultérieurement).
Étape 2 – Préparation du métal
L’étape suivante consiste à préparer le métal pour l’injection. On utilise habituellement des alliages (d’aluminium, de magnésium ou de zinc) qui seront portés à fusion et transférés dans une poche de coulée.
Étape 3 – Injection
Une fois le métal à l’état liquide, il est injecté dans le moule sous l’effet d’une forte pression. La matière en fusion remplit alors la cavité du moule et refroidit progressivement en adoptant la forme voulue.
Étape 4 – Moulage
Après que le métal se soit solidifié sous le coup du refroidissement, le moule est ouvert et la pièce est éjectée. Bien entendu, pour éviter tout risque de blessure, on s’assurera que la pièce ait suffisamment refroidi avant de la manipuler.
Étape 5 – Finitions
La dernière étape du procédé consiste à mettre la dernière main à la pièce fabriquée. Dans le moulage sous pression, les traitements de surface jouent un rôle primordial car ils peuvent directement influencer la robustesse et les capacités fonctionnelles de la pièce. Parmi les traitements les plus courants, on mentionnera l’anodisation, le revêtement par poudre, le plaquage humide et bien d’autres.
Types de moulage sous pression
Le moulage sous pression englobe plusieurs processus distincts, chacun conçu pour répondre à des besoins de fabrication spécifiques en fonction de facteurs tels que le type de matériau, la vitesse de production et la complexité de la pièce. Les méthodes de moulage sous pression les plus courantes sont le moulage sous pression en chambre chaude et en chambre froide, mais il existe d’autres variantes telles que le moulage sous pression sous vide, par gravité, à haute pression et à basse pression. Ci-dessous, vous trouverez un aperçu des principaux types de moulages sous pression, y compris les matériaux adaptés et les applications typiques.
| Type de moulage sous pression | Matériaux adaptés | Avantages | Inconvénients | Applications |
| Moulage sous pression en chambre froide | Aluminium, Magnésium, Alliages de cuivre | Pièces à haute résistance, adaptées aux métaux à point de fusion élevé | Temps de cycle plus longs dus au transfert de métal | Composants automobiles (blocs-moteurs, boîtiers de transmission) |
| Moulage sous pression en chambre chaude | Zinc, Alliages de plomb | Production rapide, métaux à point de fusion bas | Limitée aux matériaux à point de fusion plus bas, risque de corrosion | Composants électriques, produits de consommation |
| Moulage sous pression sous vide | Aluminium, magnésium, zinc | Réduit la porosité, améliore les propriétés mécaniques | Coût plus élevé, processus plus complexe | Pièces automobiles nécessitant une résistance élevée et des tolérances serrées (pièces de moteur) |
| Moulage sous pression par gravité | Aluminium, zinc, cuivre | Meilleures propriétés mécaniques que le moulage au sable, outillage à faible coût | Précision inférieure par rapport au moulage sous haute pression | Pièces de complexité moyenne (corps de vannes, tuyaux) |
| Moulage sous haute pression | Aluminium, zinc, magnésium | Finition de surface excellente, production rapide, très précise | Coût d’outillage plus élevé, problèmes de porosité | Automobile, électronique, électroménager |
| Moulage sous basse pression | Aluminium | Meilleure intégrité structurelle, bon pour les grandes pièces | Processus plus lent, plus adapté aux volumes de production plus faibles | Roues, composants structurels de grande taille |
Moulage sous pression en chambre froide
Le moulage sous pression en chambre froide est un procédé dans lequel le métal en fusion est versé manuellement dans une chambre d’injection non chauffée, puis injecté dans le moule à haute pression à l’aide d’un piston hydraulique. Le procédé en chambre froide est généralement utilisé pour les métaux à point de fusion plus élevé, tels que l’aluminium, le magnésium et les alliages de cuivre, car ces métaux pourraient endommager les machines utilisées dans le moulage sous pression en chambre chaude.

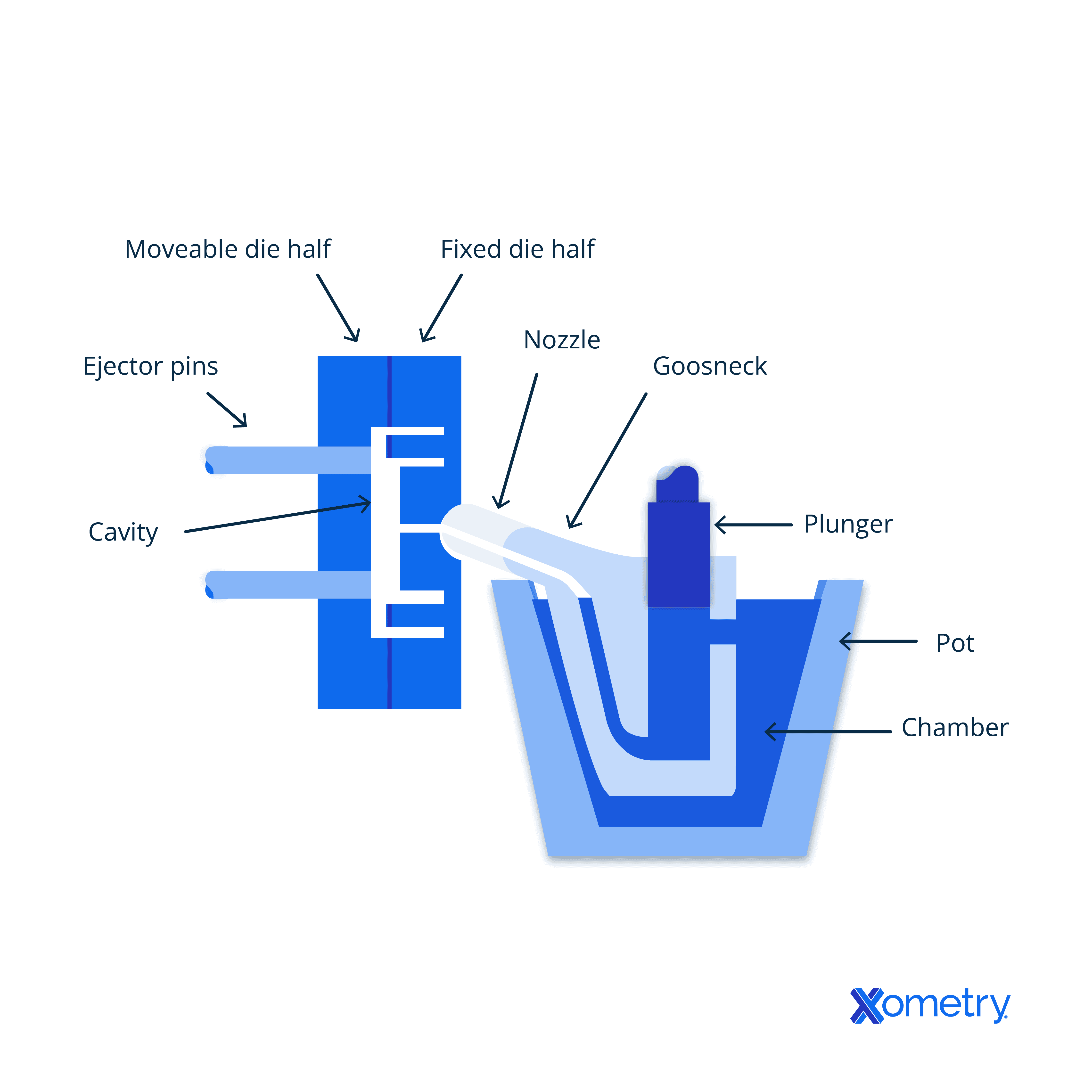
Moulage sous pression en chambre chaude
Dans le moulage sous pression en chambre chaude, la machine contient un four intégré qui fond le métal, qui est ensuite injecté directement du four dans le moule. Un mécanisme en col de cygne immergé dans le métal en fusion se remplit du matériau puis l’injecte dans le moule sous pression. Le procédé en chambre chaude est idéal pour les métaux à point de fusion plus bas, tels que le zinc, l’étain et les alliages de plomb, car le métal en fusion est continuellement alimenté à la machine.
Moulage sous pression sous vide
Le moulage sous pression sous vide est une variante du procédé de moulage sous pression à haute pression où l’air est évacué de la cavité du moule avant l’injection du métal en fusion. Le vide réduit ou élimine les gaz piégés dans le moulage final, ce qui améliore la densité et les propriétés mécaniques de la pièce. Le procédé sous vide permet également de réduire la porosité, ce qui en fait un choix idéal pour les pièces soumises à des contraintes ou des pressions élevées.
Moulage sous pression par gravité
Le moulage sous pression par gravité, également connu sous le nom de moulage en moule permanent consiste à verser du métal en fusion dans un moule en métal (aussi appelé coquille) uniquement à l’aide de la force de la gravité. Le métal s’écoule dans le moule et remplit la cavité avant de refroidir et de se solidifier. Aucune pression externe n’est appliquée, et le métal s’écoule dans le moule uniquement grâce à la force de gravité. Ce processus est généralement utilisé pour des pièces plus simples et permet d’obtenir de meilleures propriétés mécaniques que le moulage au sable.

Moulage sous haute pression
Le moulage sous haute pression est un des processus de moulage les plus couramment utilisés. Dans cette méthode, le métal en fusion est injecté dans le moule à très haute pression (généralement 10 à 175 MPa) à l’aide d’un piston ou d’un poussoir. Cette haute pression garantit que le métal en fusion remplit toutes les zones du moule, ce qui se traduit par des pièces réalisées de manière très précise et détaillée avec des finitions de surface lisses. Le processus est rapide, très automatisé, et convient aux grandes séries de production.

Moulage sous basse pression
Le moulage sous basse pression est un procédé dans lequel le métal en fusion est lentement forcé dans le moule sous une pression faible (de 0,1 à 1 MPa) depuis un four d’attente situé en dessous du moule. Le métal est poussé dans le moule à travers un tube d’alimentation, garantissant un remplissage doux et contrôlé de la cavité. Ce procédé minimise les turbulences et l’emprisonnement de gaz, ce qui se traduit par des pièces de meilleure qualité avec moins de défauts. Le moulage sous basse pression est couramment utilisé pour les composants de grande taille tels que les roues en aluminium, les composants de moteur et les pièces structurelles, pour lesquels l’intégrité structurelle et la précision dimensionnelle sont cruciales.
Matériaux adaptés au moulage sous pression
Lorsque vous commencez votre projet de moulage sous pression, l’une des décisions les plus importantes est de choisir le bon matériau. Le matériau doit être capable de résister aux températures et pressions élevées inhérentes au processus de moulage sous pression, tout en répondant aux contraintes fonctionnelles et aux contraintes de performance de votre application finale. De plus, il est crucial de choisir un matériau qui est compatible avec la méthode de moulage sous pression spécifique que vous prévoyez d’utiliser, car certains procédés peuvent mieux convenir à certains métaux.
Étant donné la complexité de ces facteurs, travailler avec un partenaire expérimenté en moulage sous pression peut vous aider à prendre la meilleure décision en fonction des besoins uniques de votre projet. Parmi la vaste gamme de matériaux disponibles, les alliages d’aluminium, de magnésium et de zinc sont les plus couramment utilisés en raison de leur résistance, de leur légèreté et de leur polyvalence.
Vous trouverez ci-dessous une comparaison de ces matériaux couramment utilisés pour le moulage sous pression, ainsi que leurs principales caractéristiques et applications courantes.
| Matériau pour moulage sous pression | Exemples d’alliage | Principales caractéristiques | Applications |
| Alliages d’aluminium | A380, A383, ADC12 | Léger, résistant à la corrosion, haute résistance, excellente usinabilité | Pièces automobiles, composants aéronautiques, électronique grand public |
| Alliages de magnésium | AZ91D, AM60B, AS41B | Ultraléger, bon rapport résistance/poids, résistance modérée à la corrosion | Pièces automobiles légères, électronique, aéronautique |
| Alliages de zinc | Zamak 3, Zamak 5 | Excellentes propriétés de moulage, haute précision, bonne conductivité électrique | Composants électriques, petits produits de consommation, pièces automobiles |
| Alliages de cuivre | Laiton (C85700), Bronze | Haute résistance à la corrosion, excellente conductivité thermique et électrique | Robinetterie, connecteurs électriques, machines industrielles |
| Alliages de plomb | Plomb, alliages plomb-étain | Dense, excellentes propriétés de blindage, facile à mouler | Composants de batterie, blindage contre les radiations, petites pièces complexes |
Avantages du moulage sous pression
Quand il s’agit de produire des pièces métalliques en masse, le moulage sous pression est l’une des méthodes les plus rentables, en plus d’être l’une des plus efficaces. C’est un procédé éprouvé, qui existe depuis des siècles, et dont la popularité s’est récemment accrue alors que les fabricants cherchent de nouveaux moyens de réduire leurs coûts de production.
Voici résumés quelques avantages du moulage sous pression :
- Pour les formes complexes : le moulage sous pression est un procédé pouvant produire des formes complexes avec des tolérances strictes.
- Versatilité : le procédé est versatile et peut être utilisé pour couler différents types de métaux, y compris l’aluminium, le zinc et le magnésium.
- Une cadence de production élevée : le procédé est relativement rapide, ce qui est avantageux dans les cas où le temps est un facteur critique.
- Bonne rentabilité : le procédé est également relativement peu coûteux, ce qui en fait une option rentable pour de nombreuses applications.
- Répétabilité : le procédé bénéficie d’un haut degré de répétabilité, permettant la fabrication en série de pièces satisfaisant à des exigences précises.


Applications du moulage sous pression
Le moulage sous pression est utilisé dans le cadre de nombreuses industries et applications, notamment :
- L’industrie automobile : le moulage sous pression est utilisé de façon intensive dans l’industrie automobile, en particulier pour la fabrication de blocs moteurs, de culasses et de boîtes de transfert.
- L’industrie électrique : elle emploie le moulage sous pression pour une grande variété d’applications. Les pièces métalliques fabriquées sont utilisées pour réaliser des appareillages et des tableaux électriques, ainsi que des disjoncteurs.
- L’industrie aérospatiale : l’industrie aérospatiale est grande consommatrice de pièces moulées sous pression, lesquelles sont utilisées pour fabriquer des composants destinés aux avions et aux navettes spatiales.
- L’industrie de l’électroménager : beaucoup d’appareils électroménagers emploient des pièces moulées sous pression.
- L’industrie de l’ameublement : le moulage sous pression est aussi utilisé dans l’industrie de l’ameublement, en particulier pour réaliser les poignées des tiroirs ou des boutons.
D’autres industries utilisent le moulage sous pression, notamment dans le domaine médical, dans le bâtiment ou dans la fabrication de jouets. La versatilité du procédé en fait une option de choix pour de nombreux composants et produits.
Faire fabriques des pièces en moulage sous pression
Le moulage sous pression est un procédé de fabrication utilisé depuis des siècles et qui demeure encore populaire aujourd’hui, en particulier grâce à sa versatilité et sa capacité à s’accommoder des formes complexes. Le procédé peut être employé pour créer des pièces métalliques destinées à des applications industrielles variées, dans le domaine de l’automobile, de l’aérospatiale, de l’ameublement ou de l’électroménager.
Épaulé par notre réseau étendu de fabricants partenaires, Xometry Europe offre des services de moulage sous pression pour des dizaines de matériaux différents, parmi lesquels de nombreux alliages d’aluminium, de zinc et de magnésium. Rendez-vous sur notre plateforme de devis instantané pour importer vos modèles et recevoir un devis pour vos pièces à commander.






Comment(0)