 Europe
Europe  Türkiye
Türkiye 

La fundición a presión es un proceso de fundición de metales ampliamente utilizado para la producción en serie de piezas duraderas de alta calidad. Es conocido por su capacidad para producir componentes con gran precisión dimensional, lo que lo hace ideal para industrias que requieren piezas precisas y uniformes, como la automoción, la industria aeroespacial y la electrónica de consumo. Tanto si busca fabricar formas complejas como conseguir acabados superficiales suaves, la fundición a presión es una solución eficaz para producir grandes cantidades de piezas metálicas manteniendo tolerancias ajustadas y un rendimiento excepcional.
¿Qué es la fundición a presión?
La fundición a presión es un proceso de fabricación que permite producir piezas metálicas con un alto grado de precisión. En este proceso de fundición, el metal fundido se inyecta en un molde, donde se enfría y endurece para crear la forma deseada.
El método puede utilizarse para crear diversas piezas metálicas, desde engranajes y bloques de motor hasta manillas de puertas y componentes eléctricos.
La fundición a presión es muy apreciada por su capacidad para producir piezas con un acabado superficial suave y dimensiones precisas. Además, este proceso es relativamente rápido y rentable, lo que lo convierte en una opción atractiva para muchas aplicaciones.
¿Cómo funciona la fundición a presión?
El proceso de fundición a presión comprende varias etapas, como el diseño del molde, la preparación del metal, la inyección, la fundición y el acabado.
Paso 1 – Diseño del molde
El primer paso en el proceso de fundición a presión es la creación de un molde llamado matriz. Este molde suele ser de acero o aluminio y está diseñado para soportar las altas temperaturas y presiones del proceso de fundición a presión.
El diseño del molde comienza con la elaboración de un diseño CAD del molde requerido. A continuación, este diseño se utiliza para crear un molde mediante el mecanizado CNC, que luego se utiliza en el proceso de fundición.
Paso 2 – Preparación del metal
El siguiente paso es preparar el metal para la inyección. Este metal suele ser una aleación, como el aluminio, el magnesio o el zinc. El metal se funde en un horno y luego se vierte en una cuchara.
Paso 3 – Proceso de inyección
Una vez que el metal está en estado líquido, se inyecta en el molde a alta presión. El metal fundido llena la cavidad del molde y se enfría para crear la forma deseada.
Paso 4 – Proceso de fundición
Una vez que el metal se ha enfriado y endurecido, se abre el molde y se expulsa la pieza. Hay que asegurarse de que la pieza se ha enfriado completamente antes de manipularla para evitar posibles lesiones.
Paso 5 – Proceso de acabado
El último paso del proceso es el acabado de la pieza. El acabado superficial desempeña un papel fundamental en la fundición a presión, ya que puede influir en la durabilidad y el funcionamiento de la pieza. Los procesos de acabado estándar incluyen el anodizado, el recubrimiento en polvo, el chapado en húmedo y muchos más.
Tipos de fundición a presión
La fundición a presión abarca varios procesos distintos, cada uno diseñado para satisfacer necesidades de fabricación específicas basadas en factores como el tipo de material, la velocidad de producción y la complejidad de la pieza. Los métodos de fundición a presión más comunes son la fundición a presión en cámara caliente y fría, pero existen otras variantes como la fundición a presión en vacío, por gravedad, a alta presión y a baja presión. A continuación se ofrece una visión general de los principales tipos de fundición a presión, incluidos sus materiales adecuados y aplicaciones típicas.
| Tipo de fundición a presión | Materiales adecuados | Ventajas | Desventajas | Aplicaciones |
| Fundición a presión en cámara fría | Aleaciones de aluminio, magnesio y cobre | Piezas de alta resistencia, adecuadas para metales de alto punto de fusión | Tiempos de ciclo más lentos gracias a la transferencia de metal | Componentes de automoción (bloques de motor, carcasas de engranajes) |
| Fundición en cámara caliente | Zinc, aleaciones de plomo | Producción rápida, metales de bajo punto de fusión | Limitado a materiales de bajo punto de fusión, potencial de corrosión | Componentes eléctricos, productos de consumo |
| Fundición a presión en vacío | Aluminio, magnesio, zinc | Reduce la porosidad, mejora las propiedades mecánicas | Mayor coste, proceso más complejo | Piezas de automoción que requieren gran resistencia y tolerancias estrictas (piezas de motor) |
| Fundición por gravedad | Aluminio, zinc, cobre | Mejores propiedades mecánicas que la fundición en arena, utillaje de bajo coste | Menor precisión que la fundición a alta presión | Piezas de complejidad media (cuerpos de válvulas, tuberías) |
| Fundición a alta presión | Aluminio, Zinc, Magnesio | Excelente acabado superficial, producción rápida, alta precisión | Mayor coste de utillaje, problemas de porosidad | Automoción, electrónica, electrodomésticos |
| Fundición a baja presión | Aluminio | Mejor integridad estructural, adecuado para piezas grandes | Proceso más lento, más adecuado para volúmenes de producción más bajos | Ruedas, grandes componentes estructurales |
Fundición a presión en cámara fría
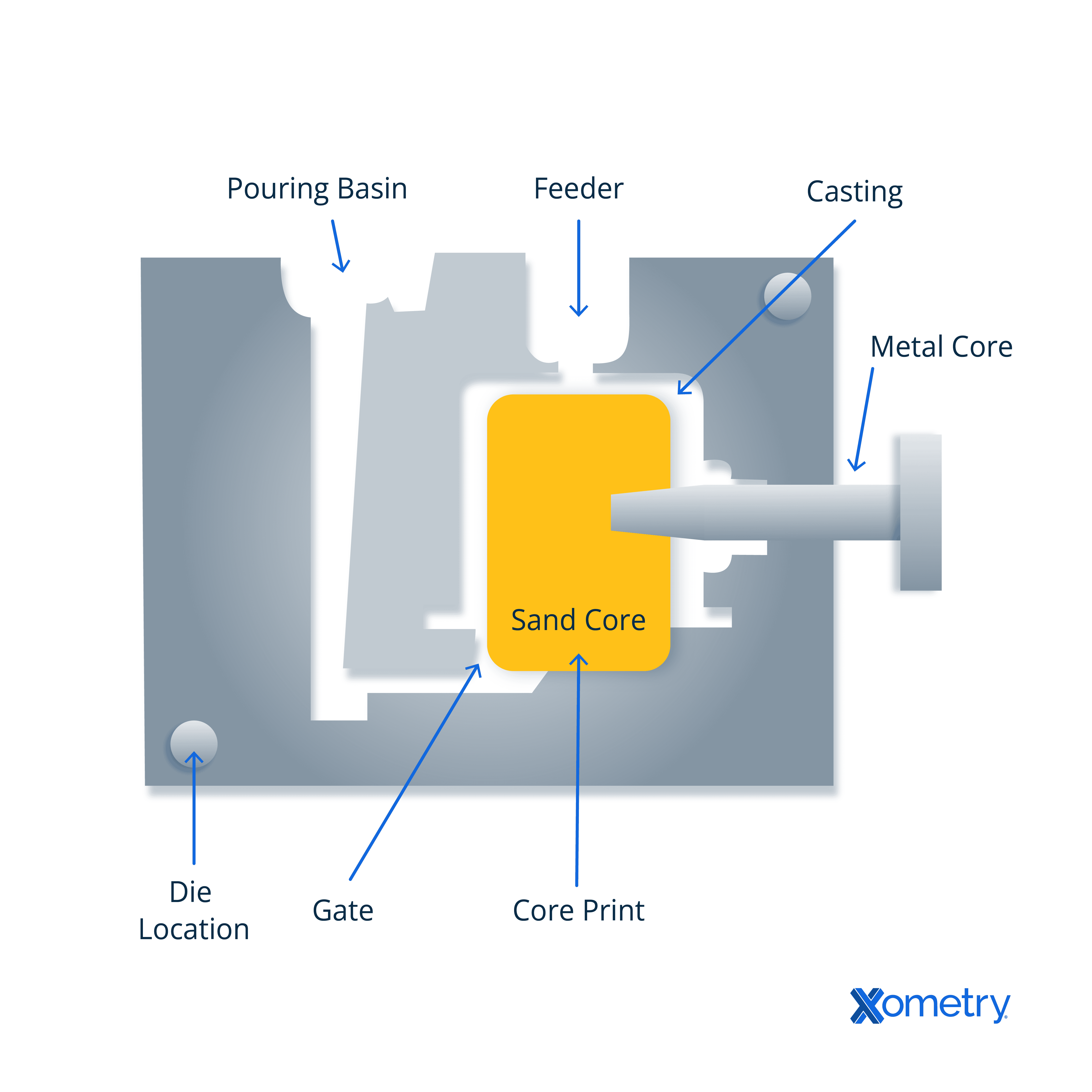
La fundición a presión en cámara fría es un proceso en el que el metal fundido se vierte manualmente en una cámara de inyección sin calentar y, a continuación, se inyecta en la matriz a alta presión mediante un pistón hidráulico. El proceso de cámara fría se utiliza normalmente para metales con puntos de fusión más altos, como el aluminio, el magnesio y las aleaciones de cobre, ya que estos metales podrían dañar la maquinaria utilizada en la fundición a presión en cámara caliente.

Fundición en cámara caliente
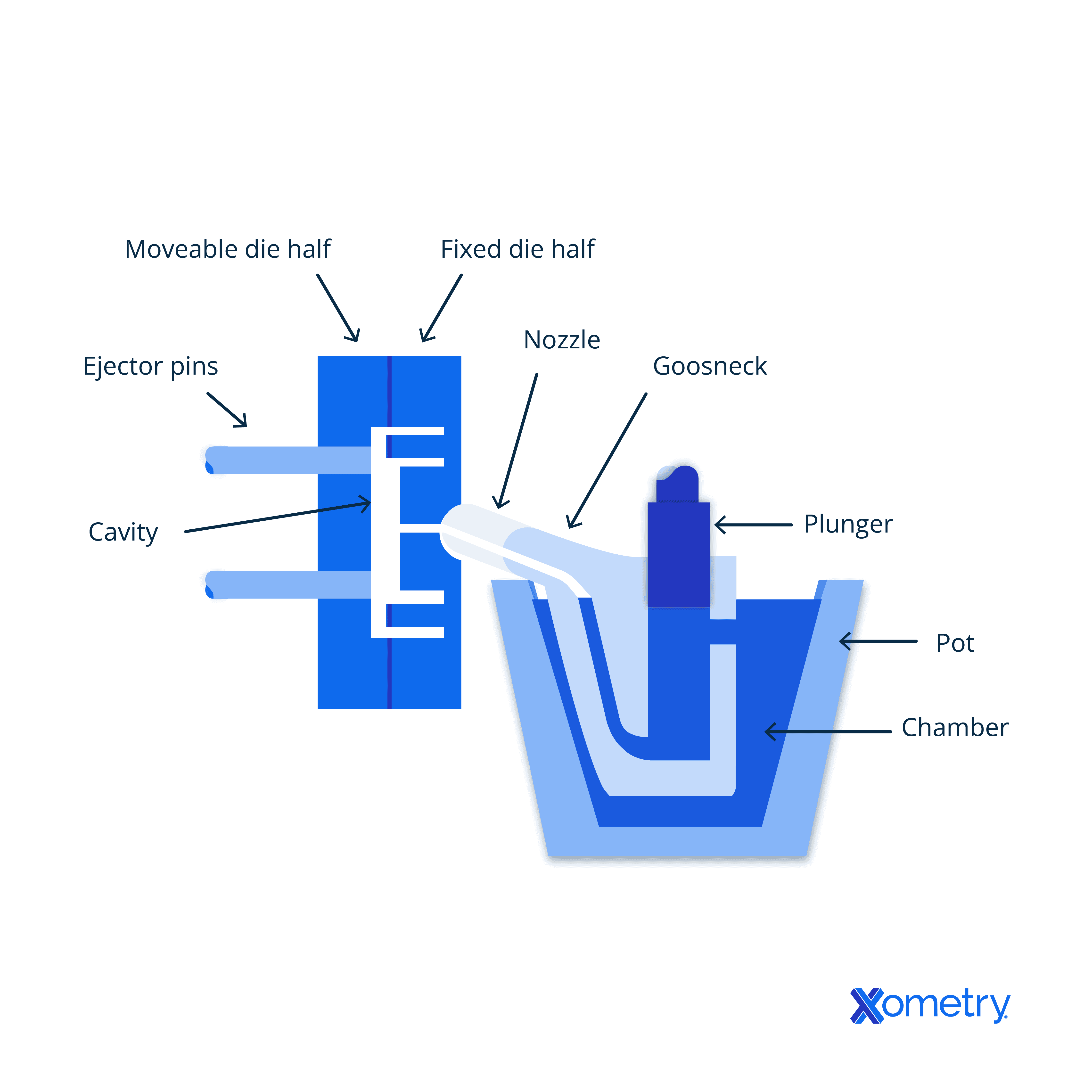
En la fundición a presión en cámara caliente, la máquina contiene un horno incorporado que funde el metal, que luego se inyecta directamente desde el horno en el molde. Un mecanismo de cuello de cisne sumergido en el metal fundido se llena con el material y luego lo inyecta en la matriz a presión. El proceso de cámara caliente es ideal para metales con puntos de fusión más bajos, como aleaciones de zinc, estaño y plomo, porque el metal fundido se suministra continuamente a la máquina.
Fundición al vacío
La fundición a presión en vacío es una variante del proceso de fundición a alta presión en la que se evacua el aire de la cavidad de la matriz antes de inyectar el metal fundido. El vacío reduce o elimina los gases atrapados en la pieza fundida final, lo que mejora la densidad y las propiedades mecánicas de la pieza. El proceso de vacío también ayuda a reducir la porosidad, por lo que es una opción ideal para piezas sometidas a grandes esfuerzos o presiones.
Fundición por gravedad
La fundición por gravedad, también conocida como fundición en molde permanente, consiste en verter metal fundido en un molde metálico o matriz, utilizando únicamente la fuerza de la gravedad. El metal entra en el molde y llena la cavidad antes de enfriarse y solidificarse. No se aplica presión externa, y el metal fluye hacia el interior del molde por pura gravedad. Este proceso suele utilizarse para piezas más sencillas y ofrece mejores propiedades mecánicas que la fundición en arena.

Fundición a alta presión
La fundición a alta presión es uno de los procesos de fundición a presión más utilizados. En este método, el metal fundido se inyecta en la matriz a muy alta presión (normalmente de 10 a 175 MPa) mediante un pistón o émbolo. Esta alta presión garantiza que el metal fundido llene todas las áreas del molde, lo que da como resultado piezas muy precisas y detalladas con acabados superficiales suaves. El proceso es rápido, altamente automatizado y adecuado para grandes series de producción.

Fundición a baja presión
La fundición a baja presión es un proceso en el que el metal fundido se introduce lentamente en el molde a baja presión (de 0,1 a 1 MPa) desde un horno de retención situado debajo de la matriz. El metal se introduce en el molde a través de un tubo ascendente, lo que garantiza un llenado suave y controlado de la cavidad. Este proceso minimiza las turbulencias y el atrapamiento de gas, lo que da como resultado piezas de mayor calidad con menos defectos. La fundición a baja presión se utiliza habitualmente para componentes de gran tamaño, como llantas de aluminio, componentes de motores y piezas estructurales, donde la integridad estructural y la precisión dimensional son cruciales.
Materiales de fundición adecuados
Al iniciar su proyecto de fundición a presión, una de las decisiones más críticas es seleccionar el material adecuado. El material debe ser capaz de soportar las altas temperaturas y presiones inherentes al proceso de fundición a presión, además de cumplir los requisitos funcionales y de rendimiento de su aplicación final. Además, es fundamental seleccionar un material que sea compatible con el método de fundición a presión específico que vaya a utilizar, ya que los distintos procesos pueden adaptarse mejor a determinados metales.
Dada la complejidad de estos factores, trabajar con un socio experto en fundición a presión puede ayudarle a tomar la mejor decisión en función de las necesidades específicas de su proyecto. Entre la amplia gama de materiales disponibles, las aleaciones de aluminio, magnesio y zinc son las más utilizadas por su resistencia, ligereza y versatilidad.
A continuación se ofrece una comparación de estos materiales de fundición a presión de uso común, junto con sus características clave y aplicaciones habituales.
| Material de fundición a presión | Ejemplos de aleación | Características principales | Aplicaciones |
| Aleaciones de aluminio | A380, A383, ADC12 | Ligero, resistente a la corrosión, alta resistencia, excelente mecanizabilidad | Piezas de automóvil, componentes aeroespaciales, electrónica de consumo |
| Aleaciones de magnesio | AZ91D, AM60B, AS41B | Ultraligero, buena relación resistencia/peso, resistencia moderada a la corrosión | Piezas ligeras de automoción, electrónica, aeroespacial |
| Aleaciones de zinc | Zamak 3, Zamak 5 | Excelentes propiedades de fundición, alta precisión, buena conductividad eléctrica | Componentes eléctricos, pequeños productos de consumo, piezas de automóvil |
| Aleaciones de cobre | Latón (C85700), Bronce | Alta resistencia a la corrosión, excelente conductividad térmica y eléctrica | Accesorios de fontanería, conectores eléctricos, maquinaria industrial |
| Aleaciones de plomo | Plomo, aleaciones de estaño y plomo | Denso, excelentes propiedades de blindaje, fácil de fundir | Componentes de baterías, blindaje contra radiaciones, pequeñas piezas complejas |
Ventajas de la fundición a presión
Cuando se trata de producir piezas metálicas en masa, la fundición a presión es uno de los métodos más eficaces y rentables. Es un proceso que existe desde hace siglos, pero su popularidad ha crecido en los últimos años porque los fabricantes buscan formas de reducir los costes de producción.
Estas son algunas de las ventajas de la fundición a presión:
- Formas complejas: La fundición a presión es un proceso que puede producir formas complejas con tolerancias estrictas
- Versatilidad: El proceso es versátil y puede usarse para fundir una variedad de metales, incluyendo aluminio, zinc y magnesio
- Alta cadencia de producción: Es un proceso relativamente rápido, lo que puede ser una ventaja cuando el tiempo es esencial
- Rentable: El proceso también es relativamente barato, lo que lo convierte en una opción rentable para muchas aplicaciones
- Repetibilidad: También permite un alto grado de repetibilidad, lo que significa que las piezas pueden fabricarse con especificaciones precisas.
Aplicaciones de la fundición a presión
La fundición a presión se utiliza en una gran variedad de industrias y aplicaciones. Algunos de los usos más comunes de la fundición a presión son:
- Industria del automóvil: La fundición a presión se utiliza mucho en la industria del automóvil. Suele utilizarse para crear bloques de motor, culatas y cajas de transmisión
- Industria eléctrica: La industria eléctrica también recurre a la fundición a presión para diversas aplicaciones. Las piezas fundidas a presión se utilizan en la fabricación de componentes eléctricos, como interruptores, paneles y disyuntores.
- Industria aeroespacial: La industria aeroespacial es uno de los principales usuarios de la fundición a presión. Las piezas fabricadas se utilizan en la fabricación de componentes de aviones y vehículos espaciales.
- Industria de los electrodomésticos: El electrodoméstico también utiliza este proceso para fabricar piezas fundidas a presión para muchos electrodomésticos
- Industria del mueble: También se utiliza en la industria del mueble. Suele utilizarse para crear herrajes para muebles, como tiradores de cajones y pomos
Muchas otras industrias utilizan procesos de fundición a presión: industria médica, de la construcción y del juguete. Es un proceso versátil que puede utilizarse para crear diversas piezas y productos.


Iniciarse en la fundición a presión
La fundición a presión es un proceso de fabricación que existe desde hace siglos y sigue siendo popular por su versatilidad y capacidad para crear formas complejas. El proceso puede utilizarse para crear piezas metálicas para una gran variedad de industrias, como la automotriz, la aeroespacial, la de muebles y la de electrodomésticos.
A través de nuestra amplia red de fabricantes, Xometry Europe ofrece servicios de fundición a presión para varias docenas de materiales, incluyendo aleaciones de aluminio, magnesio y zinc. Simplemente diríjase a nuestro generador de presupuestos instantáneos para subir su modelo y recibir un presupuesto para poder encargar sus piezas.






Comment(0)