 Europe
Europe  Türkiye
Türkiye 

El proceso de moldeo por inyección se utiliza ampliamente en la producción de grandes lotes de piezas, ya que produce una cantidad de desechos comparativamente baja y tiene una alta repetibilidad. La versatilidad del proceso de moldeo por inyección exige consideraciones de diseño mucho más amplias. La mayor parte de las consideraciones de diseño se harán en el molde después de establecer los requisitos del producto.
Algunos de los factores que afectan al diseño del moldeo por inyección son: el uso final de la pieza (producto único o para ensamblaje), sus requisitos dimensionales y mecánicos, y su capacidad para soportar elementos como productos químicos o presión. A continuación, se analizan algunos consejos vitales que hay que tener en cuenta a la hora de diseñar para el moldeo por inyección.

1. Elija cuidadosamente los materiales adecuados para su diseño
Los distintos materiales de moldeo por inyección ofrecen propiedades diferentes. Por ejemplo, algunos materiales de moldeo por inyección ofrecen más estabilidad dimensional que otros. Del mismo modo, algunos se adhieren mejor a los adhesivos que otros. El diseño de los materiales tiene en cuenta: la temperatura, la presión y las interacciones biológicas y químicas.
Las resinas termoplásticas pueden clasificarse, a grandes rasgos, en amorfas y semicristalinas. Mientras que los termoplásticos semicristalinos ofrecen una mayor resistencia química y eléctrica, sus homólogos amorfos son mucho más estables dimensionalmente y más resistentes al impacto. La selección del material puede afectar al nivel de tolerancia requerido o a determinadas características, como el espesor de las paredes.
| Resinas semicristalinas | Resinas amorfas | |
| Ventajas | • Excelente para aplicaciones de rodamientos, desgaste y estructurales • Buena resistencia química y eléctrica • Menor coeficiente de fricción |
• Se adhiere bien con los adhesivos • Alta estabilidad dimensional • Buena resistencia al impacto |
| Desventajas | • Difícil de unir con adhesivos • Resistencia media al impacto |
• Baja resistencia a la fatiga y al agrietamiento por tensión |
2. Tenga en cuenta la tolerancia de la pieza
Las tolerancias se ven afectadas por la contracción que se produce durante el proceso de enfriamiento. Los materiales amorfos como el PLA suelen tener tolerancias más estrictas que los materiales semicristalinos como el PEEK.
Las tolerancias estrechas encarecen la producción, pero pueden ser necesarias para que su pieza encaje o funcione adecuadamente, especialmente si se utiliza en un montaje.
Le recomendamos que se ponga en contacto con su proveedor en la fase de diseño para hablar de las normas de tolerancia que utilizan.
Por ejemplo, la norma DIN 16901 contiene una tabla general de tolerancias como referencia para diferentes materiales. Si su proveedor utiliza esta norma y usted necesita tolerancias más estrictas u otras normas, le pedirá que le proporcione dibujos en 2D.
3. Elija el espesor de pared adecuado
Hay algunos puntos clave que hay que tener en cuenta para asegurarse de que elige el espesor de pared adecuado para su diseño de moldeo por inyección:
- Las paredes más delgadas acortan el tiempo de ciclo y reducen el coste de su pieza. Para muchas aplicaciones, un espesor de pared de 1,5-2,5 mm es suficiente, pero también puede consultar los espesores de pared recomendados para diferentes materiales.
- A diferencia de las piezas mecanizadas por CNC, las piezas moldeadas por inyección de plástico se benefician de un espesor de pared constante. Si una pieza es más gruesa en una sección que en otra, aparecerá una marca de hundimiento en ese lugar.
- Los espesores de pared no uniformes también provocan alabeos, ya que estas paredes se enfrían y encogen a ritmos diferentes. Si necesita un espesor no uniforme, el cambio de espesor no debe superar el 15% del espesor nominal de la pared y siempre debe tener una transición suave o cónica para conseguir una pieza de alta calidad.
A continuación, se indican los espesores de pared recomendados para los distintos materiales:
| Material | Espesor de pared recomendado |
| ABS | 1,143 mm – 3,556 mm |
| Acetal | 0,762 mm – 3,048 mm |
| Acrílico (PMMA) | 0,635 mm – 12,7 mm |
| Polímero de cristal líquido | 0,762 mm – 3,048 mm |
| Plásticos reforzados con fibras largas | 1,905 mm – 27,94 mm |
| Nylon | 0,762 mm – 2,921 mm |
| PC (Policarbonato) | 1,016 mm – 3,81 mm |
| Poliéster | 0,635 mm – 3,175 mm |
| Polietileno (PE) | 0,762 mm – 5,08 mm |
| Sulfuro de polifenileno (PSU) | 0,508 mm – 4,572 mm |
| Polipropileno (PP) | 0,889 mm – 3,81 mm |
| Poliestireno (PS) | 0,889 mm – 3,81 mm |
| Poliuretano | 2,032 mm – 19,05 mm |
4. Añada ángulos de salida a su diseño

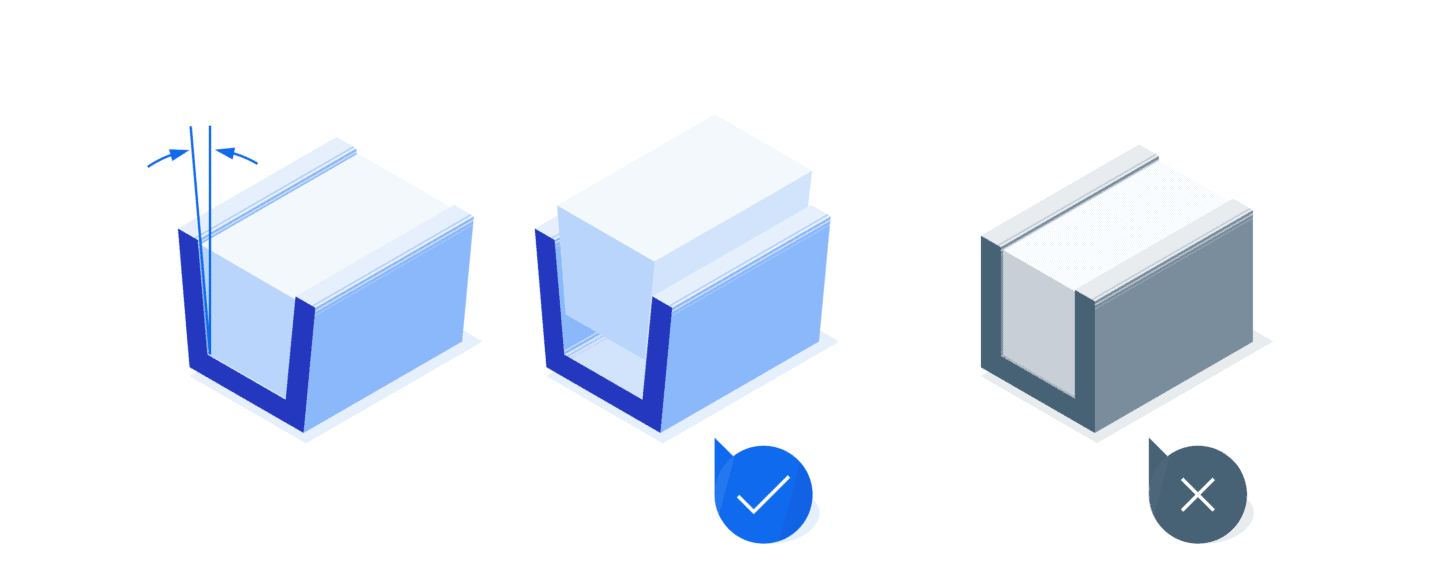
Muchos procesos de eliminación de material, como el mecanizado CNC, pueden producir paredes verticales. Sin embargo, diseñar una pieza para el moldeo por inyección con paredes verticales hará que la pieza se atasque, especialmente en el núcleo, ya que la pieza se contrae al enfriarse.
Si se aplica demasiada fuerza para expulsar la pieza, el riesgo de dañar los pasadores del expulsor e incluso el molde es muy alto. Diseñe las paredes de las piezas con una ligera inclinación para evitar este problema. Esta inclinación se denomina calado, salida o tiro.
Debido a la gran complejidad que genera en el diseño, el calado suele añadirse en las fases finales del diseño de la pieza. Las distintas superficies requieren distintos calados. Las superficies con textura son las que requieren más ángulo de inclinación. Algunas superficies comunes que se encuentran en el moldeo por inyección y sus ángulos de inclinación mínimos son los siguientes.
- Para requisitos «casi verticales»: 0.5°
- Las situaciones más comunes: 1 ~ 2°
- Todas las superficies de cierre: 3°
- Caras con texturas ligeras: 1 ~ 3°
- Caras con texturas medias: 5°+
5. Añadir costillas y cartelas a ciertas piezas

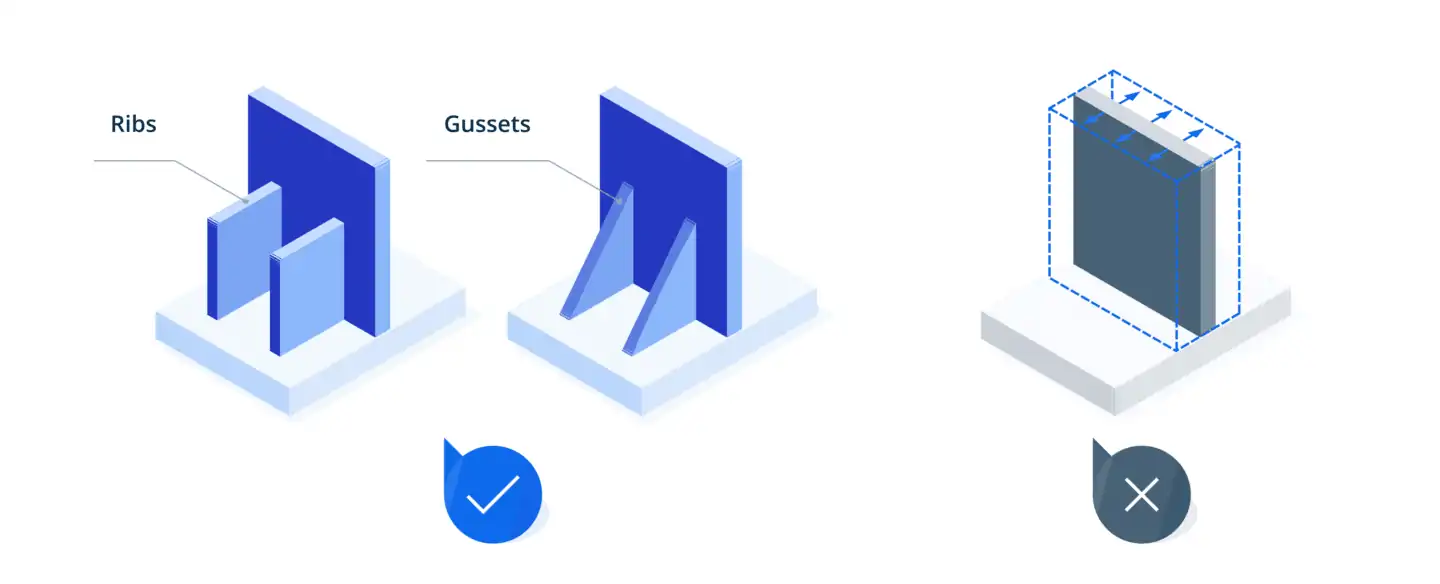
Algunas piezas requieren nervios. Los nervios y los refuerzos o cartelas aportan una resistencia adicional a las piezas y ayudan a eliminar defectos estéticos como deformaciones, hundimientos y vacíos. Estas características son esenciales para los componentes estructurales. Por tanto, es preferible añadirlas a las piezas en lugar de aumentar el espesor de estas para incrementar su resistencia.
Sin embargo, si no se diseña correctamente, puede provocar contracción. El encogimiento se produce cuando la velocidad de enfriamiento de ciertas partes es mucho más rápida que la de otras, lo que provoca la flexión permanente de algunas secciones. El alabeo puede reducirse eficazmente manteniendo el espesor de la costilla entre el 50 y el 60% del de la pared a la que está unida.
6. Añadir radios y filetes al diseño de la pieza

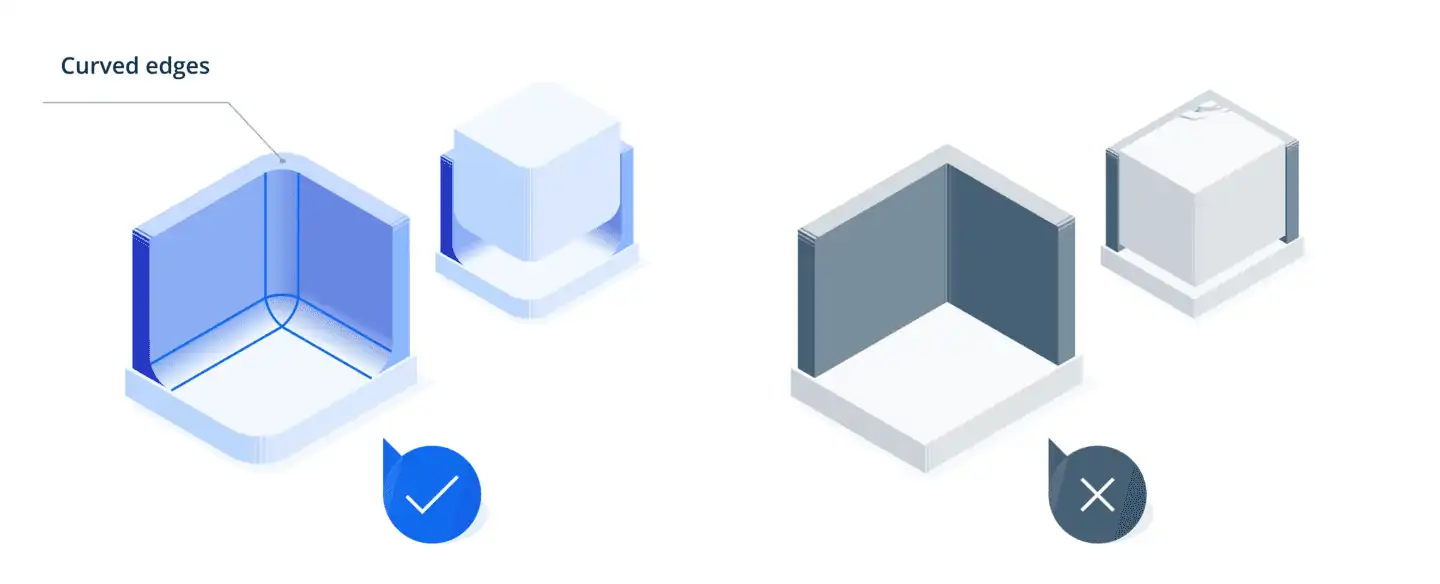
La aplicación de radios a las piezas, cuando es posible, elimina las esquinas afiladas, lo que mejora el flujo de material y la integridad estructural de la pieza. Las esquinas afiladas causan debilidad en la pieza, ya que el material fundido se hace fluir a través de la esquina o dentro de ella. Los únicos lugares donde las esquinas afiladas son inevitables son las superficies de separación o las superficies de cierre.
Los radios y los filetes también ayudan a la expulsión de la pieza, ya que es menos probable que las esquinas redondeadas se atasquen durante la expulsión que las esquinas afiladas. Además, las esquinas afiladas tampoco son aconsejables desde el punto de vista estructural, ya que generan puntos de tensión que pueden fallar. Los radios ayudan a suavizar la tensión en las esquinas.
Además, incluir esquinas afiladas en su pieza aumentará exponencialmente el coste de producción, ya que esto requeriría que el molde contara con esquinas afiladas que sólo pueden conseguirse utilizando técnicas de fabricación muy caras.
Añada radios internos de al menos 0,5 veces el espesor de la pared adyacente y radios externos de 1,5 veces el tamaño.
7. Evitar muescas y proporcionar ranuras cuando sea posible


Los ajustes a presión se obtienen a través de muescas. El molde de tiro recto, que consta de dos mitades y es el diseño más sencillo, no es adecuado para fabricar piezas con muescas y rebajes. Esto se debe a la dificultad de mecanizar un molde de este tipo con CNC y a la tendencia del material a atascarse en la expulsión.
Los rebajes suelen crearse utilizando núcleos laterales. Sin embargo, los núcleos laterales aumentan considerablemente los costes de las herramientas. Por suerte, existen algunos consejos de diseño para lograr la función de un rebaje sin utilizar núcleos laterales. Una forma de hacerlo es introducir una ranura en su lugar.
Esto también se denomina núcleo pasante. Otra forma es ajustar o mover la línea de separación de la pieza. Al hacer esto, también hay que ajustar el ángulo de inclinación en consecuencia. Desplazar las líneas de separación es lo más adecuado para los rebajes que están en el exterior de la pieza.
También puede utilizar rebajes de desmoldeo, también denominados bump-offs. Sin embargo, sólo utilice esta función cuando la pieza sea lo suficientemente flexible como para deformarse y expandirse durante la expulsión del molde.
Además, hay que dejar suficiente espacio libre: los bump-offs deben tener un ángulo de avance de 30° a 45° para una expulsión eficaz. Todas estas alternativas a los costosos núcleos laterales requieren un rediseño significativo de la pieza. Cuando el rediseño de una pieza no es posible debido a la posibilidad de que afecte a la funcionalidad de la pieza, entonces hay que emplear correderas de acción lateral y núcleos para conseguir las muescas o rebajes.
Estos elementos se deslizan hacia dentro cuando el molde se cierra y hacia fuera cuando se abre. Los núcleos laterales deben moverse perpendicularmente y tener ángulos de inclinación adecuados.
8. Fijar las mangas a las paredes laterales o a las costillas

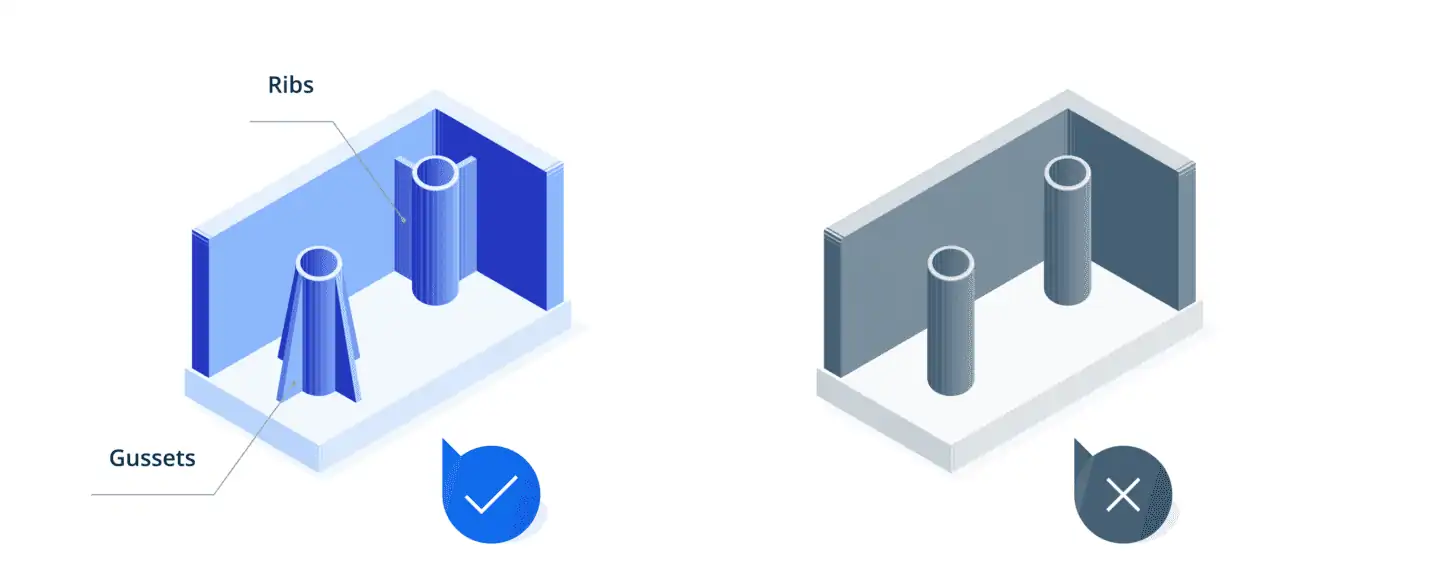
Las mangas son separadores cilíndricos moldeados en una pieza de plástico para aceptar un inserto, un tornillo autorroscante o un pasador para ensamblar o montar piezas.
El diámetro exterior DE (OD por sus siglas en inglés) del saliente debe ser 2,5 veces el diámetro del tornillo para aplicaciones autorroscantes.
Las mangas no deben ser independientes. Siempre hay que fijarlas a una pared lateral o al suelo con nervios o cartelas. Su espesor no debe superar el 60% del espesor total de la pieza para minimizar las marcas de hundimiento visibles en el exterior de la pieza.
Por ejemplo, una pieza con una pared exterior de 3 mm debe tener costillas internas de no más de 1,7 mm de espesor.
9. Entradas: Indique cuáles son las superficies visualmente importantes de su pieza en las que no debe haber marcas
Para diseñar y fabricar correctamente su pieza mediante moldeo por inyección, es importante que el fabricante entienda desde el principio cuáles son sus requisitos en cuanto a su aspecto.
Un punto clave que debe tener en cuenta el fabricante de herramientas es la ubicación de las entradas. Las entradas son secciones a través de las cuales el material fundido entra en el molde. El fabricante de herramientas tiene que elegir el tipo de entradas y colocarlas estratégicamente para minimizar los posibles problemas de calidad.
Las entradas también dejan vestigios e indicaciones visuales de que la pieza fue cerrada, aunque sea sutil.
Por ello, recomendamos que comunique a su proveedor cualquier requisito estético y funcional y que defina dónde no hay que poner entradas.
Diseñe y obtenga sus piezas para el moldeo por inyección
En Xometry Europe, ofrecemos servicios de moldeo por inyección con más de 30 materiales, como plásticos, caucho sintético y de silicona, y elastómeros. Simplemente diríjase a nuestro generador de presupuestos para subir su modelo y seleccionar sus preferencias de pieza para recibir un presupuesto en 24 horas.






Comment(0)