 Europe
Europe  Türkiye
Türkiye 


El alto grado de control que se consigue gracias a la automatización es lo que distingue al CNC de otras tecnologías de fabricación. Esta automatización lo convierte en una opción muy competitiva en cuanto a precio, tanto para prototipos personalizados únicos como para series de producción de volumen bajo a medio.
¿Qué es el mecanizado por control numérico (CNC)?
El mecanizado control numérico (CNC, por sus siglas en inglés) es un proceso de fabricación sustractiva en el que unas máquinas herramienta controladas por ordenador retiran material de un bloque sólido, también conocido como pieza en bruto o pieza de trabajo, para producir una pieza acabada.
Las trayectorias de corte, las velocidades y los cambios de herramienta se controlan mediante un programa, lo que permite una alta repetibilidad. Los sistemas CNC modernos pueden funcionar prácticamente sin supervisión, y el papel del operario se limita a la configuración, la programación y los controles de calidad.

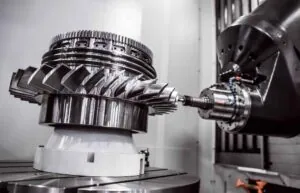
Las máquinas multieje pueden fabricar geometrías complejas, como rotores de turbinas, impulsores de bombas y superficies de forma libre, en una sola configuración, lo que antes habría requerido el uso de varias máquinas y un reposicionamiento manual.
¿Qué es el CNC (control numérico por ordenador)?
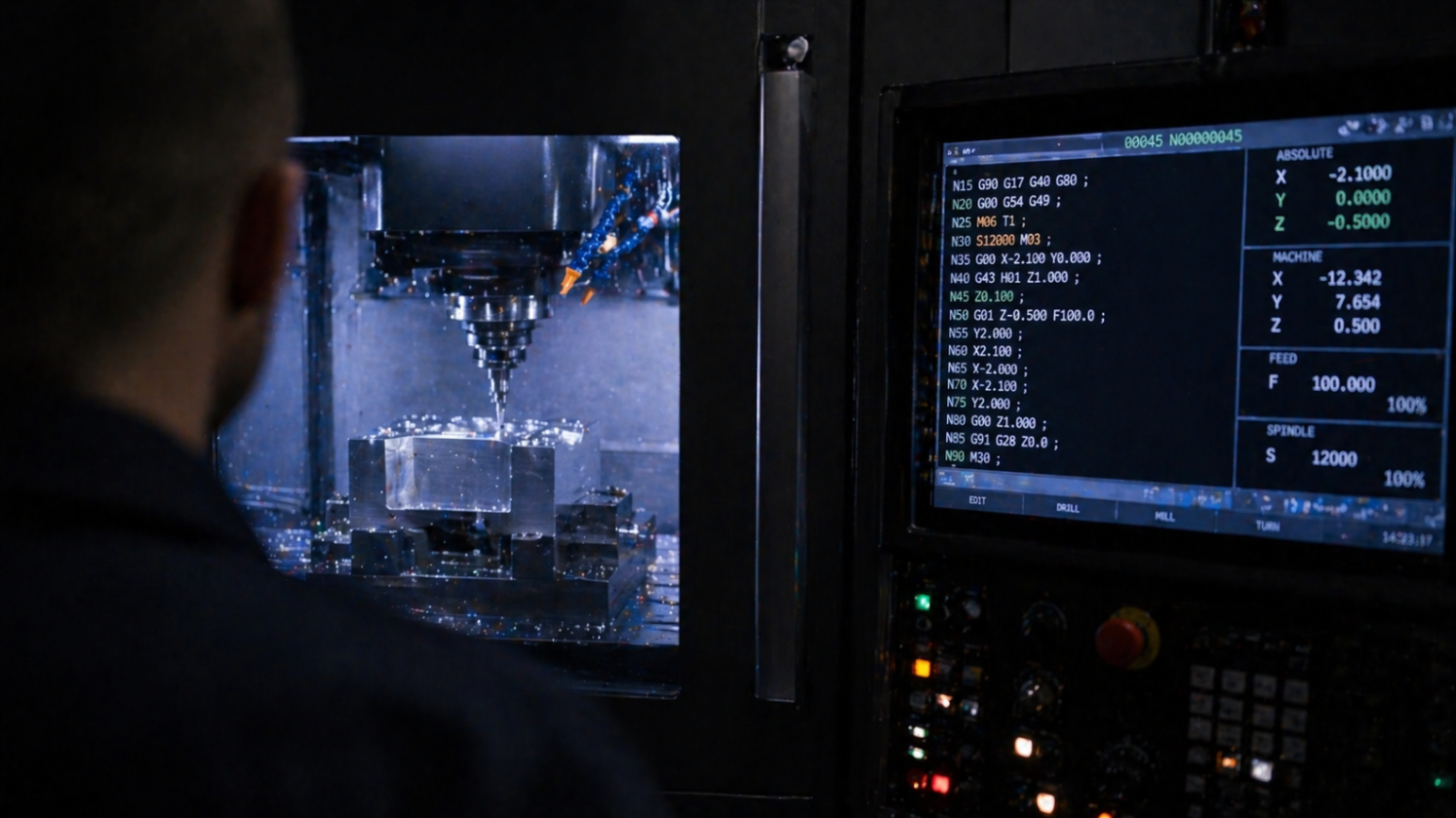
CNC son las siglas en inglés de «control numérico por ordenador». Se trata de un sistema automatizado que controla la herramienta y la pieza de trabajo mediante el código G, el lenguaje básico que se utiliza para guiar y dar órdenes a la máquina. El código G especifica todas las operaciones, incluidas la velocidad del husillo, la velocidad de avance y las funciones auxiliares.


¿Cómo funciona una máquina CNC?
En esencia, una máquina CNC consiste en una herramienta o plataforma maniobrable que sigue comandos preprogramados. Las máquinas modernas utilizan un control de bucle cerrado para garantizar la precisión, la velocidad, la seguridad y la uniformidad.


El flujo de trabajo sigue un ciclo estricto de cinco pasos:
- CAD (siglas en inglés de diseño asistido por ordenador): la pieza se crea a partir de un modelo CAD en 3D acompañado de un dibujo técnico que incluye todas las especificaciones y tolerancias.
- CAM (siglas en inglés de fabricación asistida por ordenador): el modelo 3D se convierte en trayectorias de herramienta.
- Generación de código G: el software CAM genera el código G alfanumérico exacto necesario para mecanizar la pieza.
- MCU (siglas en inglés de unidad de control de la máquina): el código se envía a la unidad de control de la máquina.
- Ejecución: las instrucciones se ejecutan mediante motores paso a paso de accionamiento directo o servomotores.
Durante la ejecución, los fluidos de corte (refrigerante a alta presión) se dirigen hacia la zona de corte. Esta evacuación completa de virutas reduce la acumulación de calor, evita atascos, aumenta la vida útil de la herramienta y permite mayores velocidades de avance.
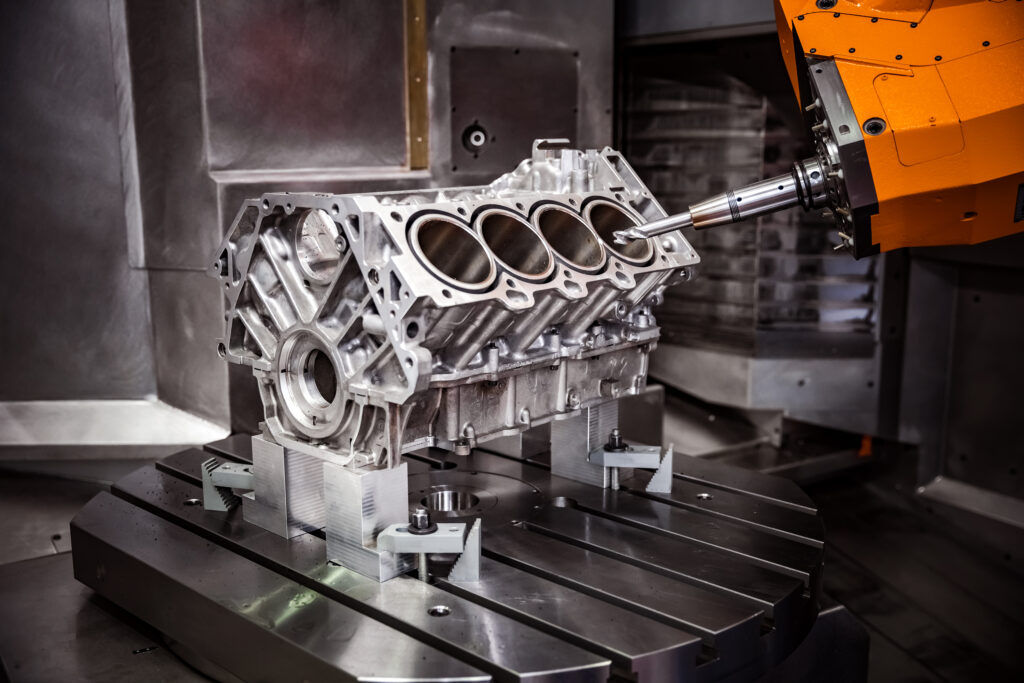
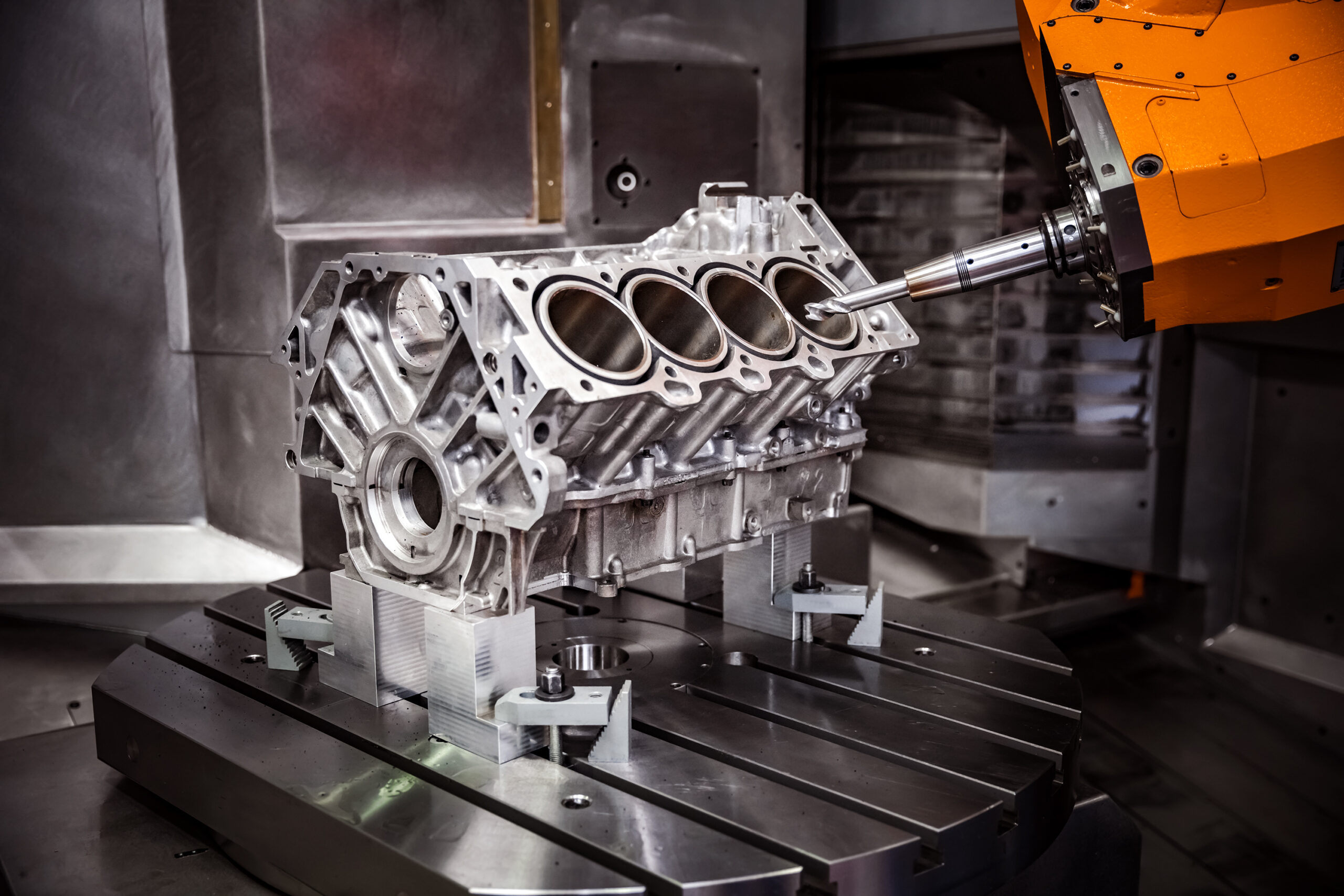
Fresado CNC
El fresado CNC es una modalidad de los servicios de mecanizado CNC.
El fresado CNC es un proceso sustractivo de alta precisión, versátil y fiable, capaz de mecanizar una amplia gama de materiales, entre los que se incluyen metales, madera, plásticos, piedra y cerámica.
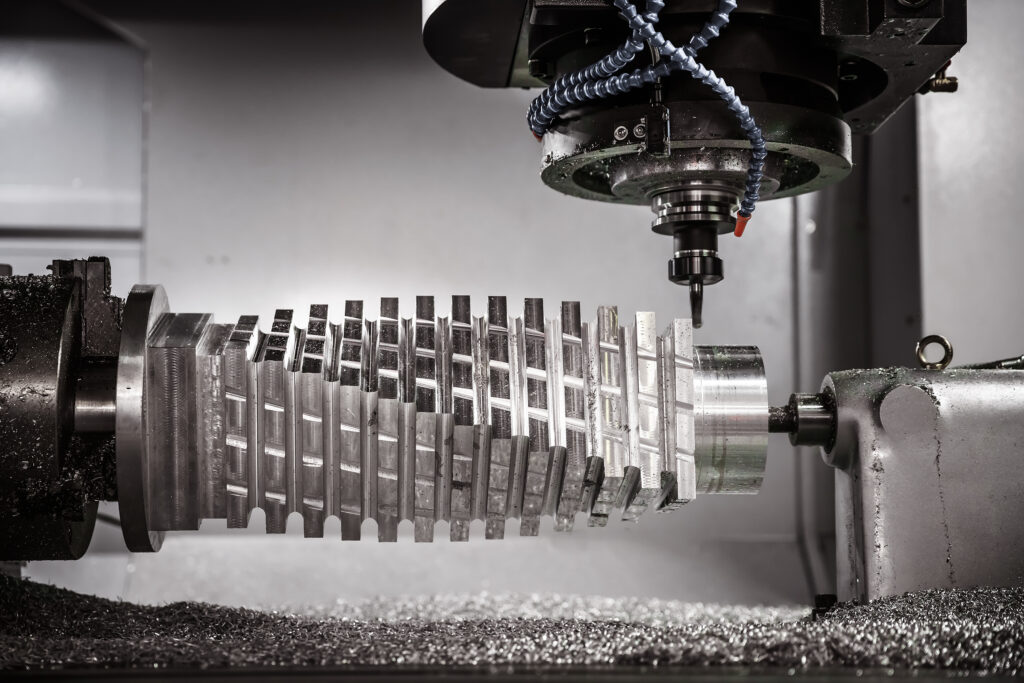
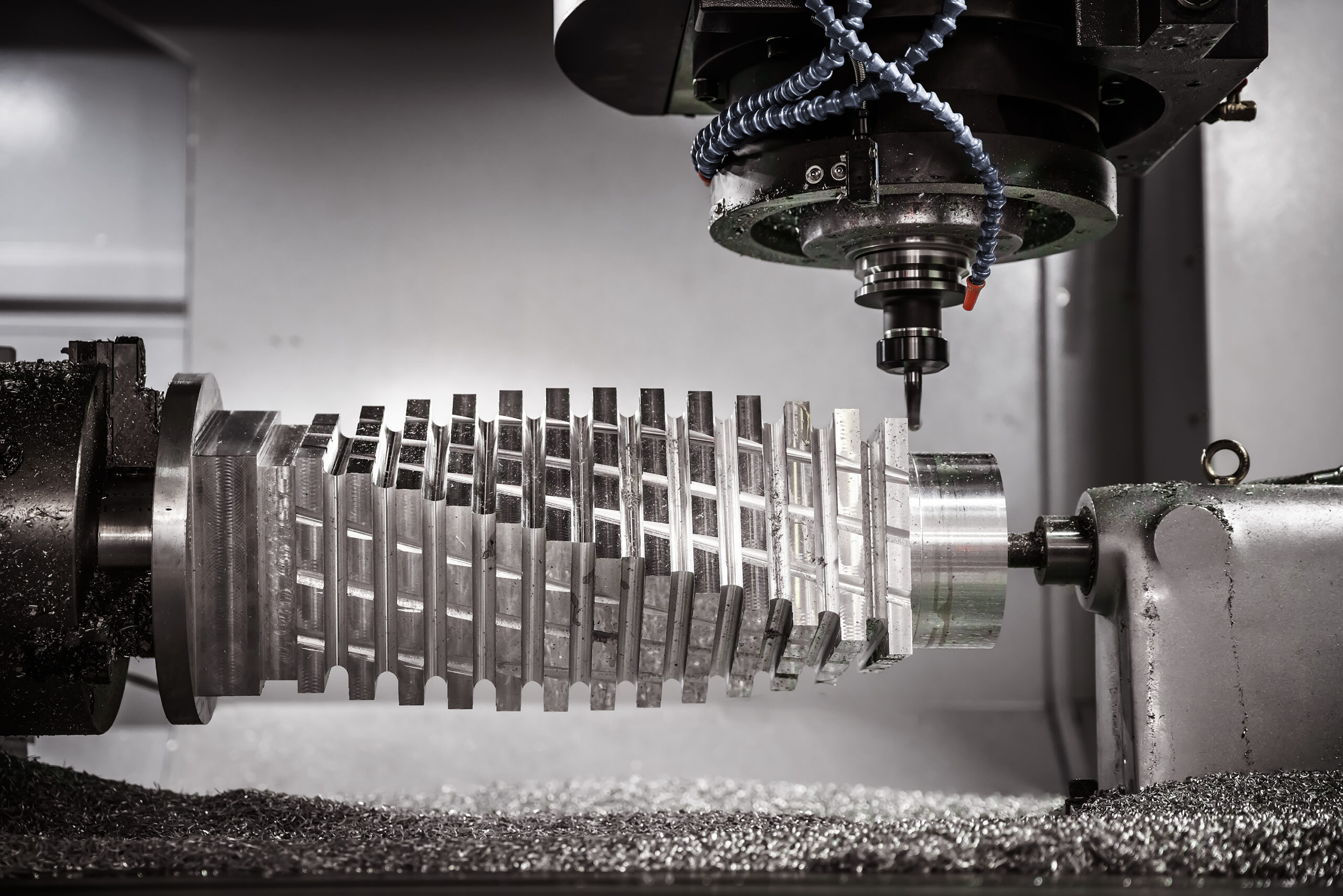
La estación de trabajo se compone principalmente de una mesa de trabajo en la que se fija la pieza y un cabezal de husillo que acciona una fresa giratoria de alta velocidad con múltiples dientes. Resulta especialmente útil para el mecanizado de metales resistentes como el titanio y el Inconel, lo que la convierte en una tecnología muy utilizada en los sectores aeroespacial, automovilístico, médico y energético.
Mediante la combinación de diferentes estrategias de corte, los ingenieros pueden fabricar piezas de gran complejidad. Entre las operaciones más habituales se incluyen:
- Cajeado
- Achaflanado
- Mandrinado
- Ranurado
- Refrentado
Clasificación de ejes
La capacidad de una fresadora depende en gran medida del número de ejes con que cuente. El paso de un sistema estándar de tres ejes a un sistema avanzado de múltiples ejes cambia radicalmente las geometrías que es posible obtener.
| Capacidad de la máquina | Movimiento de la herramienta y grados de libertad | Los mejores casos prácticos en el sector manufacturero |
| Fresado de 3 ejes | La herramienta se desplaza a lo largo de los ejes X, Y y Z. | El método más habitual para piezas, paneles y carcasas en 2D/2,5D. El más económico y el más fácil de configurar. Limitación: acceso restringido a las herramientas. |
| Fresado de 4 ejes | Añade un único eje de rotación (normalmente el eje A). | Ideal para taladrar agujeros en ángulo y crear elementos helicoidales (engranajes, implantes médicos) sin necesidad de reajustar manualmente la posición. |
| Fresado de 5 ejes | Añade dos ejes de rotación a los movimientos XYZ estándar. | Imprescindible para trazar curvas continuas y complejas (impulsores, rotores aeroespaciales). Se suele utilizar en una configuración «3+2» para mecanizar cinco caras de una pieza en una sola operación. |
| Fresado de 6 ejes | Añade tres ejes de rotación a XYZ. | Es algo excepcionalmente poco habitual. Mantiene una consistencia perfecta incluso en curvas compuestas muy pronunciadas, aunque el mecanizado de 5 ejes suele ser suficiente para la mayoría de los trabajos complejos. |
Tipos de fresadora de control numérico (fresadora CNC)
En función de la orientación del husillo de la herramienta, las fresadoras CNC se dividen en centros de mecanizado verticales (VMC, por sus siglas en inglés) y centros de mecanizado horizontales (HMC, por sus siglas en inglés). Cada uno de ellos tiene una finalidad de fabricación distinta.
Guía rápida: VMC frente a HMC
| Característica | Centro de mecanizado vertical (VMC) | Centro de mecanizado horizontal (HMC) |
| Orientación del husillo | Vertical (de arriba abajo) | Horizontal (orientada hacia un lado) |
| Caso de uso principal | Operaciones en planta de carácter polivalente y altamente versátiles. | Producción especializada y a gran escala de materiales resistentes. |
| Coste y espacio | Menor coste inicial; ocupa menos espacio. | El coste puede ser hasta tres veces mayor; requiere mucho espacio. |
| Montaje y fijación | Más fácil de programar; requiere un utillaje menos complejo. | Tiempos de preparación más largos; altos costes de utillaje. |
| Rendimiento y automatización | Requiere la intervención manual del operador para recolocar las piezas. | Máquinas que procesan varias caras sin necesidad de reposicionamiento; integración fluida en los procesos de automatización. |
| Evacuación de virutas | Utiliza refrigerante a presión para eliminar las virutas. | Excelente flujo natural de virutas por gravedad. |
(Nota: Los HMC están disponibles en versiones de 3, 4 y 5 ejes, aunque el de 4 ejes se considera el estándar del sector).
Guía rápida de operaciones de fresado habituales
El fresado permite realizar un conjunto completo de operaciones para transformar un bloque de materia prima en un producto con su forma definitiva. Entre las operaciones clave del fresado CNC se incluyen:
| Operación de fresado | Descripción técnica | Mejor aplicación |
| Fresado frontal | Crea superficies planas perpendiculares al eje de la herramienta. Requiere una herramienta de gran diámetro. | Ideal para crear superficies lisas y planas a partir de material en bruto como operación inicial, o como operación final para conseguir un acabado liso y una rugosidad superficial optimizada. |
| Fresado frontal | Realiza cortes profundos, ya sea a lo largo del perímetro o en el cuerpo de la pieza, utilizando los filos laterales y la punta de la herramienta. | Ideal para paredes verticales, cavidades profundas y estrechas, y formas tridimensionales como cavidades, ranuras y diversos perfiles. |
| Fresado periférico (simple) | La herramienta de corte está orientada horizontalmente, con el filo a lo largo de su circunferencia. | Diseñado para eliminar rápidamente una gran cantidad de material y crear superficies grandes, planas y paralelas de forma eficaz. |
| Fresado angular | El filo entra en contacto con la pieza en ángulo (por ejemplo, 45°, 60°, 90°) o se utilizan fresas de doble filo. | Crea superficies angulares planas, como ranuras en V, en una sola pasada. |
| Fresado de formas | Se refiere al uso de fresas de forma personalizada para tallar perfiles complejos en una sola pasada sin necesidad de cambiar varias veces de herramienta. | Se utiliza para superficies convexas y cóncavas, cavidades de moldes, engranajes de gran complejidad, formas ergonómicas y roscas, lo que permite reducir los tiempos de ciclo generales sin perder precisión ni repetibilidad. |
(Además de estas, el fresado CNC también permite realizar operaciones como taladrado, mandrinado, escariado, fresado de roscas, fresado de engranajes y otras).
El torneado CNC es un proceso en el que la pieza de trabajo se fija en un mandril giratorio (mandril motorizado) y se hace girar contra una herramienta de un solo punto fija para mecanizarla. Dado que los tornos CNC producen piezas radialmente simétricas, son ideales para componentes cilíndricos y cónicos.
Los modernos sistemas de torneado CNC, también conocidos como centros de torneado CNC, pueden incorporar «herramientas motorizadas». Estos centros cuentan con herramientas adicionales que permiten realizar operaciones limitadas de fresado, taladrado, ranurado y roscado sin necesidad de trasladar la pieza a una segunda máquina. La incorporación de subhusillos puede reducir aún más o eliminar la necesidad de operaciones secundarias o de reorientar la pieza durante el proceso.


El torneado CNC también utiliza código G y permite realizar cortes rápidos y precisos, lo que reduce considerablemente el tiempo necesario en comparación con un torno manual. La configuración más habitual del torneado CNC cuenta con dos ejes (X y Z). Las máquinas de torneado CNC más modernas suelen tener tres o incluso cinco ejes.
Tipos de torno de control numérico (torno CNC)
Los tornos CNC se presentan en muchas configuraciones diferentes. Algunos cuentan con dos torretas portaherramientas, otros con dos husillos y algunos incluso integran funciones de fresado y rectificado en una misma configuración. Máquinas que a simple vista parecen similares pueden diferir en potencia, tamaño de la pieza de trabajo y mecanismos de sujeción de herramientas. Por lo tanto, existen diversas formas de clasificar los tornos CNC.
A la hora de clasificar las configuraciones de los tornos, suelen tenerse en cuenta aspectos como la orientación de la torreta (vertical y horizontal), la precisión (tipo suizo) y las configuraciones multieje (2, 3, 4, 5 o más ejes):
| Configuración del torno | Características principales y casos de uso |
| Torno de torreta horizontal (HTL) | Representa la mayoría de los tornos CNC. Se caracteriza por una alta precisión y repetibilidad, manteniendo tolerancias de mecanizado CNC a nivel micrométrico en grandes series de producción. Las configuraciones más sencillas de dos ejes permiten mecanizar piezas simples de forma rápida y fiable. |
| Torno de torreta vertical (VTL) | Consta de una torreta vertical. Es ideal para componentes más pesados, ya que la gravedad ayuda a estabilizar la pieza en lugar de actuar en su contra. |
| Torno CNC multieje | Clasificados por ejes independientes y controlables (sistemas de 2, 3, 4, 5 y 6 ejes). El movimiento simultáneo ofrece mayor libertad para fabricar piezas complejas en una sola configuración. |
| Torno CNC de tipo suizo | Especializada en la fabricación de componentes pequeños con un alto nivel de precisión. Ideal para la producción en serie de piezas complejas con plazos de entrega cortos. |
Operaciones comunes de torneado
Aunque el torneado CNC se limita a piezas con simetría rotacional, permite realizar una gran variedad de operaciones para transformar las piezas en bruto en productos acabados en una sola sesión. Veamos algunas de estas operaciones más habituales:
| Operación de torneado | Ejecución y movimiento de la herramienta | Finalidad y aplicación |
| Torneado (recto y cónico) | En el torneado recto, la herramienta se desplaza en paralelo al eje de la pieza. En el torneado cónico, la herramienta se desplaza en ángulo con respecto al eje de la pieza. | Crea formas cilíndricas rectas o superficies exteriores cónicas y cónicas en piezas circulares. |
| Frente a | El movimiento de la herramienta es perpendicular al eje de rotación. | Crea una superficie plana en el extremo de la pieza. Resulta útil para ajustar la longitud de la pieza a las dimensiones requeridas antes de darle un acabado liso al extremo. |
| Perforación y taladrado | Crea un orificio axial preciso y centrado en la cara frontal de la pieza de trabajo. Los orificios son concéntricos y perpendiculares a la cara de la pieza de trabajo. | Los orificios taladrados pueden ampliarse posteriormente hasta alcanzar el diámetro deseado mediante una operación posterior denominada mandrinado. |
| Roscado y taladrado | Las herramientas tallan ranuras helicoidales específicas en el material. | Ambas operaciones crean roscas en una pieza de trabajo, pero difieren en su ubicación: el roscado interno crea roscas internas, mientras que el roscado externo se utiliza para crear roscas externas. |
| Moleteado | Una operación de conformado en frío que consiste en presionar rodillos endurecidos contra una superficie metálica a baja velocidad y con un avance elevado. | Crea una textura en una superficie metálica para mejorar el agarre (por ejemplo, en las barras de gimnasio) y/o por motivos estéticos. Requiere una lubricación adecuada para controlar la acumulación de calor. |
Torno-fresadora CNC
Las máquinas CNC con capacidades tanto de fresado como de torneado se conocen como centros de mecanizado CNC de fresado-torneado o de torneado-fresado. Estos centros de mecanizado son más versátiles que las máquinas de torneado CNC o de fresado CNC, ya que combinan ambos procesos en uno solo. Cabe señalar que no son lo mismo que los centros de torneado CNC con herramientas motorizadas.
Los centros de fresado y torneado CNC son auténticas máquinas multitarea diseñadas por igual para el torneado y el fresado. Cuentan con características como un eje Y completo de serie, husillos dobles, control avanzado del eje C y torretas múltiples. También están disponibles en versiones de cuatro y cinco ejes. Como resultado, ofrecen ventajas como una mayor rigidez, un mejor rendimiento de fresado y un mejor control de los ejes, lo que las hace más adecuadas para perfiles complejos.
Operaciones de fresado y torneado CNC
Las operaciones habituales en el torneado-fresado CNC son las mismas que las que se realizan en las fresadoras y tornos CNC. Sin embargo, la configuración específica de las máquinas de torneado-fresado CNC permite a los ingenieros llevar a cabo operaciones complejas en una sola configuración. Además, pueden realizar operaciones avanzadas que no son posibles con las fresadoras o tornos CNC estándar:
| Operación de fresado y torneado | Ejecución técnica | Ventajas y aplicaciones técnicas |
| Mecanizado sincronizado por pinzamiento | Dos herramientas sujetan la pieza por ambos lados al mismo tiempo. | Compensa las fuerzas de corte. Evita que los ejes largos y delgados se deformen o se rompan bajo presión. |
| Mecanizado descentrado en el eje Y | Utiliza el eje Y para fresar elementos paralelos a la línea central, pero desplazados respecto a ella. | Posicionamiento de alta precisión para chaveteros, caras planas y orificios descentrados en la circunferencia de un cilindro. |
| Fresado angular en el eje B | El husillo de fresado gira para cortar en cualquier ángulo mientras la pieza de trabajo gira. | Las máquinas realizan orificios cónicos o cavidades en ángulo sin necesidad de utilizar accesorios complejos y a medida. |
| Mecanizado de la cara posterior | La pieza se transfiere automáticamente del husillo principal al subhusillo. | Permite mecanizar tanto la cara delantera como la trasera de una pieza sin que el operario tenga que darle la vuelta manualmente. |
| Torneado de polígonos | Sincronización exacta de la relación entre la rotación de la pieza de trabajo y la rotación de la fresa. | Permite crear ejes hexagonales, cabezas de perno cuadradas y caras de llave sin necesidad de operaciones secundarias de brochado. |
Rectificado CNC
Las rectificadoras CNC también se comercializan como máquinas independientes. Utilizan muelas abrasivas para eliminar material con extrema precisión y conseguir acabados superficiales ultralisos con una precisión de unas pocas micras. Estos acabados más lisos favorecen además un desgaste uniforme y una menor fricción, lo que prolonga la vida útil de las piezas y aumenta la eficiencia en las aplicaciones.
Estas rectificadoras especializadas reducen el error humano y ofrecen los resultados altamente repetibles que se requieren en sectores de precisión como el aeroespacial, el automovilístico y el médico, para cumplir con las estrictas tolerancias del mecanizado CNC. Las rectificadoras CNC ofrecen una mayor productividad gracias al control multieje, los ajustes en tiempo real y las operaciones automatizadas.
Tipos de rectificadoras CNC y operaciones
Aunque todas las rectificadoras cumplen la misma función de eliminar material con precisión, existe una gran variedad de rectificadoras CNC en función de factores como el tipo de superficie que rectifican (interna o externa), el método de sujeción de la pieza (con centros o sin centros) y el perfil de la superficie (plana o redonda).
| Método de rectificado | Geometría del objetivo | Ejecución técnica y mejores prácticas |
| Rectificado plano | Superficies planas | Alisa y nivela perfiles planos. Puede alcanzar una precisión extrema de hasta ±0,002 mm (0,00008 pulgadas). |
| Rectificado cilíndrico | Cilindros externos e internos | Sujeta la pieza entre mandriles y hace girar tanto la pieza como la muela en sentidos opuestos para lograr un desbaste a alta velocidad. |
| Rectificado sin centros | Pasadores, varillas y ejes largos | Rectifica piezas cilíndricas sin necesidad de sujetarlas en un mandril. Ideal para la producción continua a gran escala. |
| Afilado de herramientas y cuchillas | Canales y filos de las herramientas de corte | Proceso especializado destinado exclusivamente a la fabricación y el reafilado de herramientas de corte CNC. |
Taladrado CNC
Aunque una operación de taladrado puede integrarse en sistemas de fresado y torneado CNC, también puede funcionar como una taladradora CNC independiente. Esto resulta especialmente útil para productos que requieren operaciones como taladrado, roscado, escariado y avellanado en entornos de producción en serie.
En los sectores de la automoción y afines, para la fabricación de piezas de chapa metálica se suelen utilizar taladradoras CNC independientes, ya que resultan rápidas y más eficientes cuando se necesita realizar un gran número de orificios de complejidad mínima.
Herramientas
El término «herramientas» hace referencia a los instrumentos de corte, los portaherramientas y los accesorios de sujeción que se utilizan en los sistemas CNC para sujetar y cortar las materias primas y convertirlas en piezas acabadas. Existen muchos tipos, dependiendo del modelo de máquina CNC, y se adaptan a necesidades específicas para crear diferentes características en las piezas.


Herramientas de fresado CNC
- Fresa de extremo o de mango: la fresa de extremo es el tipo de herramienta más común y, por lo general, permite el mecanizado en tres direcciones. Existen diversos tipos, como las fresas planas, las de radio de esquina, las de desbaste, las esféricas y las cónicas, por citar algunas. Se caracterizan por el número de canales, los ángulos de hélice, el material de la base y el material de recubrimiento.
- Fresa de refrentado o de planear: una fresa de refrentado está diseñada para cortar a lo largo de una gran superficie, es decir, para refrentar. Sus filos de corte suelen estar situados en el borde de la herramienta y los dientes suelen ser plaquitas de metal duro.
- Fresa de roscar: una fresa de roscar está diseñada para crear roscas. Funciona girando alrededor del vástago con un movimiento helicoidal para cortar la forma de la rosca.
- Fresa para ranuras: este tipo de fresas se utiliza para crear ranuras en T a lo largo de una pieza. Debido a su geometría, la herramienta debe entrar y salir por un lado abierto del material.


Herramientas para torno
- Insertos y herramientas de torneado: se utilizan para cortar el diámetro exterior de la pieza. Están disponibles como herramientas macizas rectificadas a medida o, más comúnmente, como insertos de metal duro intercambiables montados en un portaherramientas.
- Barras de mandrinar: herramientas largas y delgadas que se introducen en un orificio perforado para ampliarlo hasta alcanzar un diámetro y un acabado precisos. También se utilizan para ranurar y roscar interiores.
- Herramientas de corte: herramientas estrechas con forma de cuchilla que se utilizan para separar la pieza acabada de la barra como operación final.
- Brocas: se utilizan para realizar orificios axiales en la cara frontal de la pieza de trabajo. Por lo general, estos orificios se amplían posteriormente mediante mandrinado o escariado para alcanzar las tolerancias finales.
Materiales para herramientas
Los distintos tipos de herramientas pueden clasificarse según los materiales de base. A continuación se enumeran los materiales que se utilizan habitualmente para la fabricación de herramientas:
| Material de la herramienta | Características y rendimiento |
| Acero con alto contenido en carbono | Son el tipo de máquina herramienta más económico, pero no tienen una larga vida útil. Además, pierden su dureza a unos 200 °C. |
| Acero rápido (HSS) | Son más habituales que las herramientas de acero al carbono, ya que tienen una vida útil más larga y solo pierden su dureza a partir de los 600 °C, lo que significa que pueden cortar a velocidades más altas. |
| Puntas de metal duro | Las herramientas de metal duro son más duras que las de acero rápido (HSS), pero son menos resistentes y pueden romperse si no se manipulan correctamente. El metal duro sin recubrimiento puede soportar temperaturas de hasta 900 °C, mientras que los tipos recubiertos (TiAlN, etc.) pueden soportar temperaturas aún más altas. |
| Cerámica | Estas herramientas de corte son extremadamente duras y suelen utilizarse para cortar materiales duros, como aceros templados o hierro fundido, a temperaturas muy elevadas. Existen dos variantes habituales: la alúmina y el nitruro de silicio. |
| Nitruro de boro cúbico (CBN) | Estas herramientas son ideales para aceros templados y superaleaciones, y presentan una excelente resistencia a la abrasión y al calor. |


Capacidades de fabricación
El mecanizado CNC es un proceso versátil que se adapta con eficacia a diferentes configuraciones de fabricación. Es ideal para la creación de prototipos y la producción de volúmenes bajos a medios. Si se cumplen determinadas condiciones, el mecanizado CNC también puede dar buenos resultados en la producción de grandes volúmenes.
Creación de prototipos
El mecanizado CNC se utiliza ampliamente en la creación de prototipos, ya que el prototipo se fabrica con el mismo material de producción, con propiedades mecánicas reales, dimensiones precisas y un buen acabado superficial. Esto lo hace adecuado para realizar pruebas funcionales, y no solo comprobaciones de ajuste.
Además, el mecanizado es muy flexible, lo que permite fabricar una amplia variedad de geometrías. La impresión 3D puede ser una opción mejor y más económica cuando la geometría incluye canales internos o perfiles complejos que resultarían poco prácticos de mecanizar, o cuando las propiedades del material no son tan importantes.
Producción de bajo volumen
Los aspectos más importantes a tener en cuenta a la hora de elegir una tecnología de fabricación para la producción de series cortas (entre 10 y 1000 unidades) son unos costes iniciales de utillaje más bajos, una mayor flexibilidad de diseño y plazos de entrega más cortos. El mecanizado CNC no requiere troqueles a medida, lo que reduce los costes iniciales de utillaje. Además, ofrece plazos de entrega más cortos y una mayor flexibilidad de diseño gracias a la automatización programable.
Sin embargo, el mecanizado CNC puede no ser la mejor opción si la geometría es muy compleja, los costes de preparación son elevados o se produce un desperdicio excesivo de material (piense en el volumen de la pieza: todo lo que no forma parte de la forma final es desperdicio). En tales casos, es más prudente considerar alternativas como la impresión 3D y la fundición.
Producción a gran escala
Cuando pasamos a una producción de gran volumen (más de 1000 unidades), la prioridad pasa a ser encontrar un delicado equilibrio entre la consistencia de la calidad, el coste unitario y la velocidad de producción. El CNC no suele ser una opción muy competitiva para estos requisitos debido a la mayor duración de los procesos y al mayor coste por pieza. Otros aspectos, como las características internas complejas, el desperdicio excesivo de material y los volúmenes muy elevados, reducen aún más la competitividad del CNC.
Los diseños extremadamente sencillos también se adaptan mejor a procesos de fabricación más sencillos y rápidos, como la fundición, el estampado y el moldeo por inyección, sobre todo si las materias primas también son baratas. Los únicos casos en los que el mecanizado CNC ofrece una mejor relación coste-beneficio en la producción a gran escala son aquellos en los que existen tolerancias estrictas, materias primas duras, cambios frecuentes en el diseño y una combinación de productos diferentes (de distintos tamaños).
Ventajas e inconvenientes del mecanizado CNC
Los ejemplos anteriores ponen de relieve la idoneidad del mecanizado CNC para diferentes volúmenes de producción. Esta idoneidad se debe a las ventajas y desventajas del CNC. Comprender bien estos aspectos permitirá tomar mejores decisiones a la hora de elegir los métodos de fabricación y determinar si conviene o no recurrir al CNC.
Ventajas del mecanizado CNC
El hecho de que el mecanizado CNC desempeñe un papel fundamental en la fabricación es una consecuencia directa de las siguientes ventajas que ofrece:
- Precisión extrema y tolerancias muy ajustadas: el mecanizado CNC estándar suele alcanzar tolerancias de hasta ±0,005 pulgadas (±0,127 mm), mientras que las aplicaciones de precisión pueden llegar a ±0,0005 pulgadas (±0,0127 mm) utilizando tolerancias de mecanizado CNC. Los procesos especializados de mecanizado de ultraprecisión pueden alcanzar tolerancias del orden de micras en condiciones estrictamente controladas.
- Geometrías complejas: los sistemas avanzados de 4 y 5 ejes son capaces de producir geometrías muy complejas, como álabes de turbina, impulsores y perfiles orgánicos, con una precisión extraordinaria.
- Amplia variedad de materiales: el mecanizado CNC permite trabajar con numerosos metales, plásticos y materiales compuestos. Resulta especialmente útil para mecanizar metales resistentes como el titanio y el Inconel, que son difíciles de mecanizar con métodos convencionales. Algunos de los materiales más habituales para el mecanizado CNC son el aluminio, el latón, el acero inoxidable, el PEEK y el ABS.
- Alta repetibilidad: el mecanizado automatizado elimina el error humano y la variabilidad asociada en los productos acabados. Una vez configurado el programa, las piezas fabricadas presentan unas dimensiones uniformes.
- Altamente productivo: un sistema de mecanizado CNC totalmente automatizado puede funcionar de forma continua con una intervención mínima por parte del operador. Los sistemas CNC funcionan en modo «lights-out» para producir de forma fiable un gran número de piezas en un breve espacio de tiempo.
- Superficie final de alta calidad: el mecanizado CNC permite obtener un excelente acabado superficial en una sola pasada, lo que reduce la necesidad de operaciones de posprocesado.
Inconvenientes del mecanizado CNC
Además, hay algunas limitaciones que deben tenerse en cuenta a la hora de decidir si el CNC es realmente la mejor opción para la producción:
- Elevada inversión inicial: la maquinaria CNC es costosa. El precio de compra de una máquina CNC estándar de 5 ejes capaz de mecanizar materiales resistentes suele ascender a cientos de miles de dólares. Además, hay que tener en cuenta los gastos de mantenimiento, que incluyen partidas como software, herramientas, mantenimiento y personal cualificado.
- Necesidad de operarios cualificados: las máquinas CNC modernas requieren operarios altamente cualificados para escribir, ejecutar y supervisar los programas CNC. Un operario de CNC incompetente puede cometer errores costosos, como la rotura de herramientas, daños en la máquina y piezas defectuosas.
- Limitación del tamaño de las piezas: las limitaciones de tamaño en el mecanizado CNC vienen determinadas por el espacio de trabajo de un sistema CNC. Las piezas de gran tamaño no pueden fabricarse en máquinas estándar, por lo que se necesitarían máquinas CNC especializadas de «gran formato».
- Desperdicio de material: dado que el mecanizado CNC es un proceso de fabricación sustractivo, es inevitable que se produzca cierto desperdicio de material. Sin embargo, en el caso de piezas que requieren una eliminación considerable de material, otras opciones como la fundición y la fabricación aditiva generarían menos desperdicio de material.
- Restricciones geométricas del diseño: algunas características, como los canales internos cerrados y las cavidades, pueden resultar difíciles o inviables de fabricar mediante el mecanizado CNC convencional, ya que la herramienta de corte debe tener acceso físico a la zona de mecanizado. Tampoco es posible conseguir esquinas internas afiladas debido a la sección transversal redondeada de la herramienta. Siempre habrá un radio interno, aunque este se pueda reducir.
- No es adecuado para grandes series de producción: el CNC pierde eficacia en la producción de gran volumen. Alternativas como el moldeo por inyección y la fundición permiten una producción más rápida y un menor desperdicio de material en lotes grandes.
Materiales para el mecanizado CNC
El mecanizado CNC admite una gran variedad de materiales: metales, no metales y compuestos. Cada categoría incluye materiales con propiedades muy diversas. En esta sección, repasaremos algunos de los materiales más habituales en las distintas categorías en lo que respecta al mecanizado CNC.


Metales
Aunque muchos metales se prestan muy bien al mecanizado CNC, aquellos que presentan una mejor mecanizabilidad, excelentes propiedades mecánicas, resistencia a la corrosión, fácil disponibilidad y un menor coste de la materia prima ofrecen un mayor valor. Por estas razones, los siguientes metales suelen ser los más adecuados para el mecanizado CNC:
| Tipo de metal | Características de mecanizado y aplicaciones |
| Aluminio | El mecanizado CNC es el método más utilizado para las piezas de aluminio, debido a su alta maquinabilidad, su menor coste y su mejor relación resistencia-peso. El aluminio y sus aleaciones suelen ser los materiales por excelencia para el mecanizado CNC, tanto en aplicaciones de uso general como en la creación rápida de prototipos. |
| Acero / Acero inoxidable | El acero dulce y el acero inoxidable (304, 316) se utilizan a menudo para fabricar piezas estructurales mediante mecanizado CNC. Las principales razones para ello son su elevada resistencia, su larga vida útil, su resistencia al desgaste y su fiabilidad. |
| Titanio | El titanio tiende a endurecerse por deformación y a provocar un rápido desgaste de las herramientas. El mecanizado CNC mitiga este problema optimizando los parámetros de corte, mejorando la disipación del calor y manteniendo las herramientas afiladas. Estas medidas garantizan que el titanio se corte de forma limpia, en lugar de desmoronarse. |
| Latón | El mecanizado CNC funciona muy bien con el latón, ya que es un material fácil de mecanizar. Es ideal para aplicaciones de baja fricción y componentes eléctricos. |
| Cobre / Plata | El cobre y la plata también son materiales adecuados para el mecanizado CNC cuando se requiere una buena conductividad eléctrica y térmica. |
(Otros metales que se mecanizan con frecuencia mediante CNC son el bronce y las superaleaciones).


No metales
El CNC destaca en el mecanizado de materiales no metálicos, ya que estos son más blandos que los metales. Las máquinas pueden trabajar a velocidades más altas y con avances mayores, y consiguen un acabado superficial superior. Además, las herramientas duran más tiempo gracias a que se reduce su desgaste.
Madera
Maderas como la de frondosas, la de coníferas y la contrachapada se mecanizan mediante sistemas CNC para fabricar componentes de mobiliario, carpintería arquitectónica, ebanistería compleja y artículos tallados en 3D.
Plásticos
El mecanizado CNC se utiliza habitualmente para fabricar piezas de alta precisión a partir de materiales plásticos.


El proceso es muy eficaz y asequible, y se suele utilizar para la creación de prototipos, las pruebas de funcionamiento y la producción de volúmenes bajos a medios.
| Material plástico | Características de mecanizado y propiedades de los materiales | Aplicaciones típicas del CNC |
| ABS | Asequible, resistente a los golpes y muy fácil de mecanizar. | Cajas para equipos electrónicos, prototipado rápido y componentes estructurales. |
| Acrílico / PMMA | Rígido, frágil y transparente; requiere herramientas afiladas para evitar que se astille. | Conductores de luz, lentes transparentes para pantallas y dispositivos fluídicos. |
| Nailon 6 / PA 6 | Resistente y con una gran resistencia al desgaste; absorbe la humedad, lo que puede afectar a las tolerancias ajustadas. | Engranajes, rodamientos, almohadillas de desgaste y rodillos de alta resistencia. |
| PC (policarbonato) | Extremadamente resistente y con una gran resistencia al impacto; se puede pulir al vapor para conseguir una transparencia casi óptica. | Colectores fluídicos, cubiertas protectoras transparentes y carcasas resistentes a los golpes. |
| PEEK | Termoplástico de alto rendimiento; excepcional estabilidad térmica, química y mecánica. | Componentes aeroespaciales, implantes médicos y válvulas para altas temperaturas. |
| PEEK reforzado con fibra de vidrio | Es muy rígido y abrasivo para las herramientas de corte; ofrece una resistencia estructural superior a altas temperaturas. | Aisladores eléctricos para condiciones de alta tensión y soportes estructurales para la industria aeroespacial. |
| POM / Acetal Delrin | El plástico más fácil de mecanizar; dimensionalmente estable y con una fricción naturalmente baja. | Engranajes de precisión, casquillos, mecanismos deslizantes y accesorios a medida. |
| Polipropileno (PP) | Excelente resistencia química y resistencia a la fatiga; blando y propenso a fundirse si la alimentación o la velocidad no son las adecuadas. | Depósitos para productos químicos, componentes de dispositivos médicos y bisagras flexibles. |
| PTFE / Teflón | Superficie con una resistencia química y a la fricción inigualables; muy blando, lo que dificulta el cumplimiento de tolerancias estrictas. | Juntas, sellos resistentes a productos químicos y aislantes eléctricos. |
| Polietileno de peso molecular ultraalto | Extremadamente resistente y con una increíble resistencia a la abrasión; se deforma fácilmente bajo una fuerte presión de sujeción. | Rieles guía para cintas transportadoras, revestimientos para tolvas y bandas de desgaste industriales. |
Espuma
La espuma es también una materia prima excelente para el mecanizado CNC. Se utiliza generalmente para crear modelos detallados y piezas de prototipado rápido. Las espumas más utilizadas en el mecanizado CNC son la HDU, el EPS, el PU, el EVA y el polietileno.
Compuestos
Los materiales compuestos combinan dos o más materiales, normalmente fibras de refuerzo y un material de matriz, para crear un material de alta resistencia destinado a aplicaciones especiales. Las piezas de material compuesto fabricadas mediante CNC se utilizan a menudo en sectores como el aeroespacial y el automovilístico, donde una elevada relación resistencia-peso es un requisito imprescindible.
Los materiales compuestos son abrasivos, frágiles y están formados por capas. El mecanizado CNC emplea técnicas específicas, como herramientas de corte endurecidas, un funcionamiento a alta velocidad y un control riguroso de las virutas, para mecanizar compuestos habituales como el polímero reforzado con fibra de carbono (CFRP), el polímero reforzado con fibra de vidrio (GFRP), el polímero reforzado con fibra de aramida (AFRP) y los compuestos de matriz metálica o cerámica.
Tolerancias CNC
Las tolerancias en el mecanizado CNC desempeñan un papel muy importante. Las máquinas CNC de uso general suelen alcanzar tolerancias de entre 0,005 y 0,01 pulgadas (0,125 mm y 0,25 mm). Sin embargo, los equipos especializados pueden alcanzar una resolución de hasta 0,00008 pulgadas (0,002 mm) gracias a una combinación de estructuras de alta rigidez, control climático, encoders lineales submicrónicos, aislamiento de vibraciones y monitorización avanzada de herramientas. Esta ultraprecisión es habitual en componentes aeroespaciales y médicos.

Para aprovechar estas capacidades, el diseño para el mecanizado CNC recurre ampliamente a sistemas de tolerancia como el GD&T, un lenguaje de diseño universal que utilizan ingenieros y operarios para transmitir con claridad la intención del diseño y evitar errores y repeticiones del trabajo. GD&T garantiza un ensamblaje perfecto, especialmente en el caso de piezas complejas, de alta precisión e intercambiables. El uso competente de GD&T ayuda a definir la variación admisible en la forma, la ubicación y la orientación de las características de una pieza.
El límite de tolerancia adecuado para una pieza depende de sus requisitos funcionales, las propiedades del material, el proceso CNC elegido y el equilibrio entre el coste y la precisión.
En el mecanizado CNC se suelen encontrar tres niveles de tolerancias:
| Nivel de tolerancia | Rango típico | Aplicación e impacto en los costes |
| Estándar | ±0,005 pulgadas (±0,125 mm) | El nivel básico para la mayoría de las piezas no críticas. Cumple con las necesidades funcionales sin aumentar los costes de fabricación ni de inspección. |
| Ajustado | ±0,001 pulgadas (±0,025 mm) | Imprescindible para ajustes críticos, como conjuntos giratorios a alta velocidad, ranuras de sellado y orificios de rodamientos. El coste puede multiplicarse por cinco. |
| De alta precisión | Hasta 0,000004 pulgadas (0,1 µm) | Se utiliza en óptica de ultraprecisión y en espejos de satélites. Requiere un control climático estricto, así como procesos de rectificado y pulido. Entre los ejemplos típicos se incluyen los espejos de telescopios, la óptica láser y los espejos de imágenes de satélites. Estos procesos son muy sensibles a los cambios de temperatura y suelen recurrir al rectificado o al pulido para lograr resultados tan precisos. |
Acabado y posprocesado
El acabado superficial se refiere al estado de la superficie de una pieza. Es un término amplio que abarca varios aspectos de una superficie, como su rugosidad, aspecto, textura y recubrimiento. También puede referirse a un proceso de acabado que modifica la forma, las dimensiones y el aspecto de una superficie mecanizada para cumplir con las especificaciones deseadas.
Los métodos más habituales para conseguir los distintos acabados de las piezas mecanizadas con CNC son el acabado mecánico, el acabado químico/electroquímico y el recubrimiento.
Rugosidad de la superficie
La calidad de la rugosidad superficial se mide mediante lo que se denomina «rugosidad superficial media» (Ra). Esta medida indica la desviación media del perfil de la superficie con respecto a la línea central. Un valor más bajo indica una superficie más lisa.
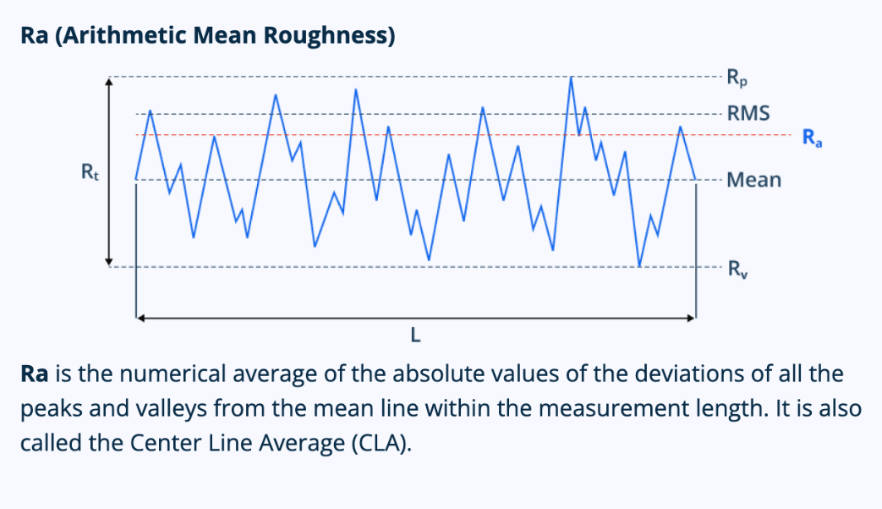
En la industria suelen observarse cuatro valores habituales de rugosidad superficial. Estos son 3,2 µm (125 µin), 1,6 µm (63 µin), 0,8 µm (31,5 µin) y 0,4 µm (15,75 µin). A medida que pasamos de un valor Ra más rugoso a uno más liso, aumentan el coste y el tiempo necesarios para la producción de las piezas.
La rugosidad tal y como sale del mecanizado se refiere a la rugosidad estándar de las piezas al salir del proceso de mecanizado CNC. El valor Ra de estas piezas suele ser de 3,2 µm (125 µin), y las piezas aún presentan marcas de corte debidas al contacto con las herramientas de corte. Podemos reducir el valor Ra a 1,6 µm, 0,8 µm o 0,4 µm con pasadas de acabado adicionales.
Las ventajas del acabado tal y como sale de la máquina son la uniformidad de las piezas, unas tolerancias más estrictas y la ausencia de costes adicionales. Entre las desventajas se encuentran las marcas visibles de la herramienta, una menor resistencia a la corrosión y una menor resistencia al desgaste. Este tipo de piezas se recomienda para piezas estructurales o con tolerancias muy estrictas en las que el aspecto no es una prioridad.
Opciones de tratamiento térmico
Muchas piezas mecanizadas con CNC se someten a un tratamiento térmico antes de su puesta en servicio. Entre los procesos de tratamiento térmico más habituales para estas piezas se incluyen:
| Proceso | Ejecución técnica y aplicación |
| Temple | Calienta el material a alta temperatura y, a continuación, lo enfría rápidamente al aire, en aceite o en agua para mejorar notablemente la dureza de los aceros para herramientas y los engranajes. |
| Cementado | Solo endurece la capa exterior de la pieza para crear una capa exterior resistente al desgaste, mientras que el núcleo interior sigue siendo dúctil y resistente. |
| Revenido | Calienta el material a una temperatura inferior a la temperatura crítica inferior, lo mantiene a esa temperatura durante unas horas y, a continuación, lo enfría al aire. Revierte la fragilidad y las tensiones internas, y recupera la tenacidad perdida durante el proceso de temple. |
| Recocido | Calienta el material hasta una temperatura determinada y lo enfría en el horno para eliminar las tensiones internas y recuperar la ductilidad. |
| Normalizado | Calienta el material hasta una temperatura determinada, pero lo enfría al aire para mejorar la resistencia de la pieza final. |
Recubrimiento
A menudo se aplican recubrimientos a las piezas mecanizadas con CNC para mejorar propiedades como la resistencia a la corrosión, la resistencia al desgaste, el aspecto y el acabado superficial, así como para aumentar su durabilidad.
Entre los métodos más comunes se encuentran:
| Método de recubrimiento | Proceso técnico | Principales ventajas y aplicaciones |
| Anodizado | Reacción electroquímica que transforma la superficie metálica exterior en un recubrimiento de óxido anódico duradero. | Crea una capa protectora fina y dura. Se utiliza principalmente para piezas de aluminio y titanio. |
| Galvanizado | Utiliza una corriente eléctrica para depositar una fina capa de otro metal (por ejemplo, níquel, cromo u oro). | Aporta propiedades específicas, como una alta resistencia a la corrosión, conductividad eléctrica o un aspecto estético de primera calidad. |
| Recubrimiento en polvo | Se aplica un polvo termoendurecible seco, de gran fluidez y finamente molido, que posteriormente se cura mediante calor. | Crea una capa protectora gruesa y muy resistente. Disponible en más de mil tonos personalizados. |




5 Normas de diseño que hay que tener en cuenta
Como ya hemos comentado, el mecanizado es un proceso de gran capacidad que permite fabricar componentes muy precisos y ofrece una gran flexibilidad en el diseño. Sin embargo, aprovechar todas estas posibilidades puede resultar muy costoso. Por eso, es mejor estar al tanto de los escollos que pueden hacer que los costes se disparen innecesariamente.
Diseño para una máquina CNC
Los principios de diseño para el mecanizado CNC deben tener en cuenta las capacidades y limitaciones de estas máquinas. Por ejemplo, las esquinas internas afiladas, las paredes muy delgadas, las estructuras internas complejas y los orificios curvos son difíciles o poco prácticos de producir con máquinas CNC estándar. Los elementos altos, las cavidades profundas y los elementos extremadamente pequeños deben minimizarse, ya que requieren herramientas largas y delicadas, propensas a la vibración y la deflexión. Incluso deben evitarse elementos comunes, como los filetes decorativos y los chaflanes, a menos que sean funcionalmente necesarios, para controlar los costes. Los diseñadores deben aprovechar el mecanizado CNC para piezas que requieran geometrías complejas de 5 ejes, tolerancias a nivel de micras, superficies de acoplamiento precisas, flexibilidad de diseño, concentricidad precisa y acabados superficiales de alta calidad.
No sobretolerar
Aplique tolerancias a todas las características críticas, pero no las restrinja más de lo necesario. A falta de instrucciones, se aplicará una tolerancia estándar de ±0,005 pulgadas (±0,125 mm).
Reduzca la estética al mínimo
Prestar demasiada atención a la estética es una de las formas más rápidas de encarecer los costes de las piezas mecanizadas con CNC. Esto incluye el uso excesivo de números y letras. Recurra al grabado profundo solo si es necesario. Ambas tareas pueden realizarse de forma más eficiente como operaciones de posprocesado. Utilice un acabado superficial estándar como opción predeterminada.
Diseñe para reducir el número de configuraciones
Lo ideal es que las piezas se diseñen de tal forma que puedan mecanizarse desde una única dirección de acceso de la herramienta. Esto reduce al mínimo la necesidad de realizar múltiples configuraciones, reorientaciones y cambios de sujeción, lo que aumenta considerablemente el tiempo de mecanizado, la complejidad y el riesgo de desalineación dimensional. Si los diseñadores no pueden limitar la orientación del mecanizado de esta manera, los fabricantes pueden verse obligados a utilizar máquinas CNC multieje, lo que aumenta innecesariamente la complejidad y el coste de la fabricación.
Utilice tamaños estándar de orificios y roscas
Evite el uso de herramientas a medida utilizando taladros y machos de roscar de medidas estándar. Limite también la profundidad de la rosca.
El valor y el futuro de la fabricación CNC
El mecanizado CNC sigue siendo una tecnología moderna y muy eficaz, capaz de producir piezas precisas y de alto rendimiento.
Aunque el CNC quizá no sea la opción más económica para la producción a gran escala, sigue siendo una de las mejores opciones en el sector manufacturero para la creación de prototipos, la producción de series pequeñas o medianas y las necesidades de ingeniería de alto rendimiento.






Comment(0)