 Europe
Europe  Türkiye
Türkiye 


Ce rayon est influencé par plusieurs facteurs, notamment le type de matériau, son épaisseur et l’angle de courbure. L’utilisation d’une table de référence et d’un calculateur interactif peut aider les designers de produits et les ingénieurs à déterminer le rayon de courbure optimal pour leurs projets.
Déterminer le bon rayon de courbure pour une pièce de tôlerie
Règle empirique pour le calcul du rayon de courbure
Une règle empirique courante pour déterminer le rayon de courbure minimum est basée sur l’épaisseur de la tôle et le type de matériau utilisé. Ci-dessous, un tableau résumant les rayons de courbure minimum recommandés pour différents matériaux, notamment l’aluminium, l’acier et l’acier inoxydable.
| Material | T: 1-6 mm | T: 6-12 mm | T: 12-25 mm |
| Aluminium | 1 x T | 1,5 x T | 2-3 x T |
| Acier | 0,8 x T | 1,2 x T | 1,5-2,5 x T |
| Acier inoxydable | 2 x T | 2,5 x T | 3-4 x T |
Calculateur interactif de rayon de courbure de tôle
| V, mm i | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| b, mm i | 4 | 5.5 | 7 | 8.5 | 11 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 113 | 140 | 175 | 226 | 280 | 350 | ||
| ir, mm i | 1 | 1.3 | 1.6 | 2 | 2.6 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 26 | 33 | 41 | 53 | 65 | 83 | ||
| t, mm i | 0.5 | 4 | 4.4 | F, t/m i | ||||||||||||||||||
| 0.8 | 4 | 5.5 | 7 | |||||||||||||||||||
| 1 | 11 | 8 | 7 | 6 | ||||||||||||||||||
| 1.2 | 16 | 12 | 10 | 8 | 6 | |||||||||||||||||
| 1.5 | 17 | 15 | 13 | 9 | 8 | |||||||||||||||||
| 2 | 27 | 22 | 17 | 13 | 11 | |||||||||||||||||
| 2.5 | 35 | 26 | 21 | 17 | 13 | |||||||||||||||||
| 3 | 38 | 30 | 24 | 19 | 15 | |||||||||||||||||
| 4 | 54 | 42 | 34 | 27 | 21 | |||||||||||||||||
| 5 | 67 | 52 | 42 | 33 | 26 | |||||||||||||||||
| 6 | 75 | 60 | 48 | 38 | 30 | |||||||||||||||||
| 8 | 107 | 85 | 68 | 53 | 43 | |||||||||||||||||
| 10 | 134 | 105 | 85 | 67 | 53 | |||||||||||||||||
| 12 | 153 | 120 | 95 | 78 | 60 | |||||||||||||||||
| 15 | 188 | 150 | 120 | 95 | 75 | |||||||||||||||||
| 20 | 215 | 170 | 135 | 108 | 85 | |||||||||||||||||
| 25 | 265 | 210 | 170 | 130 | 105 | |||||||||||||||||
| 30 | 300 | 240 | 190 | 150 | 120 |
Calculateur de rayon de courbure de tôle
| 4 | 17.5 | 25 | 67 |
| 5 | 22 | 32 | 52 |
| 6.5 | 28 | 40 | 42 |
| 8 | 35 | 50 | 33 |
| 10 | 45 | 63 | 26 |
| ir, mm | b, mm | V, mm | F, t/m |
- 0.5
- 0.8
- 1
- 1.2
- 1.5
- 2
- 2.5
- 3
- 4
- 5
- 6
- 8
- 10
- 12
- 15
- 20
- 25
- 30

Détermination du rayon de courbure optimal avec l’abaque de force de pliage en l’air
Pliage en V et pliage en l’air
Les fabricants utilisent couramment les techniques de pliage en V et de pliage en l’air pour réaliser des plis précis sur la tôlerie. Le pliage en V consiste à placer la tôlerie sur une embouchure en forme de V et à la presser avec un poinçon pour créer le pli. Le pliage en l’air utilise une méthode similaire mais offre plus de flexibilité en ne forçant pas le matériau à se conformer entièrement à la forme de la matrice, ce qui permet d’obtenir différents angles de pliage.
Impact de l’épaisseur de la tôle sur le rayon de courbure et autres paramètres
L’épaisseur de la tôle a un impact direct sur le rayon de courbure et d’autres paramètres critiques de pliage, tels que l’ouverture en V, la force de pliage et la longueur de la bride. Comprendre cette relation est crucial pour garantir la qualité et la durabilité du pli, ainsi que pour optimiser le processus de fabrication.
Rayon de courbure
Les tôles plus épaisses nécessitent des rayons de courbure plus grands pour éviter de fissurer ou d’endommager le matériau. Cela est dû au fait que le pliage induit des contraintes de traction et de compression dans la tôle. Les tôles plus épaisses sont moins flexibles et plus sujettes à la fissuration si le rayon de courbure est trop petit. Assurer un rayon de courbure approprié permet de préserver l’intégrité du matériau et d’éviter les défauts.
Ouverture en V
L’ouverture en V de l’embouchure, qui est l’écartement dans lequel la tôle est pressée pour former le pli, doit être ajustée en fonction de l’épaisseur de la tôle. Les tôles plus épaisses nécessitent une ouverture en V plus grande pour les raisons suivantes :
- Disponibilité de l’espace du matériau : Une ouverture en V plus grande offre un espace suffisant pour que le matériau plus épais puisse se plier sans force excessive.
- Réduction de la concentration de force : Une ouverture plus large contribue à répartir la force de pliage plus uniformément sur le matériau, réduisant ainsi le risque de fissuration ou de déformation.
Force de courbure
La force de pliage nécessaire pour obtenir un pli désiré augmente avec l’épaisseur de la tôle. Cela est dû à la plus grande résistance des matériaux plus épais à la déformation. La relation peut être résumée comme suit :
- Résistance accrue : Les tôles plus épaisses ont plus de matériau à déformer, ce qui nécessite plus de force.
- Contraintes en matière d’outillage : Les outils et machines utilisés doivent être capables d’exercer une force plus élevée nécessaire pour les tôles plus épaisses.
Longueur de bride
La longueur de la bride, qui est la longueur de la tôlerie dépassant du pli, est aussi affectée par l’épaisseur de la tôlerie :
- Longueur de bride minimale : Les tôles plus épaisses nécessitent généralement une longueur de bride minimale plus grande pour empêcher le matériau de se voiler ou de se déformer pendant le pliage.
- Outillage et configuration : Une longueur de bride suffisante garantit que la tôlerie est correctement supportée pendant le processus de pliage, contribuant ainsi à un pliage plus précis et plus uniforme.
Comment utiliser l’abaque de force de pliage en l’air pour le pliage de la tôlerie
Les fabricants utilisent les abaques de force de pliage en l’air pour déterminer l’ouverture en V de l’embouchure appropriée, la longueur de bride minimale et la force de pliage requises pour des épaisseurs de tôlerie et des rayons de courbure spécifiques. Voici comment le processus fonctionne :
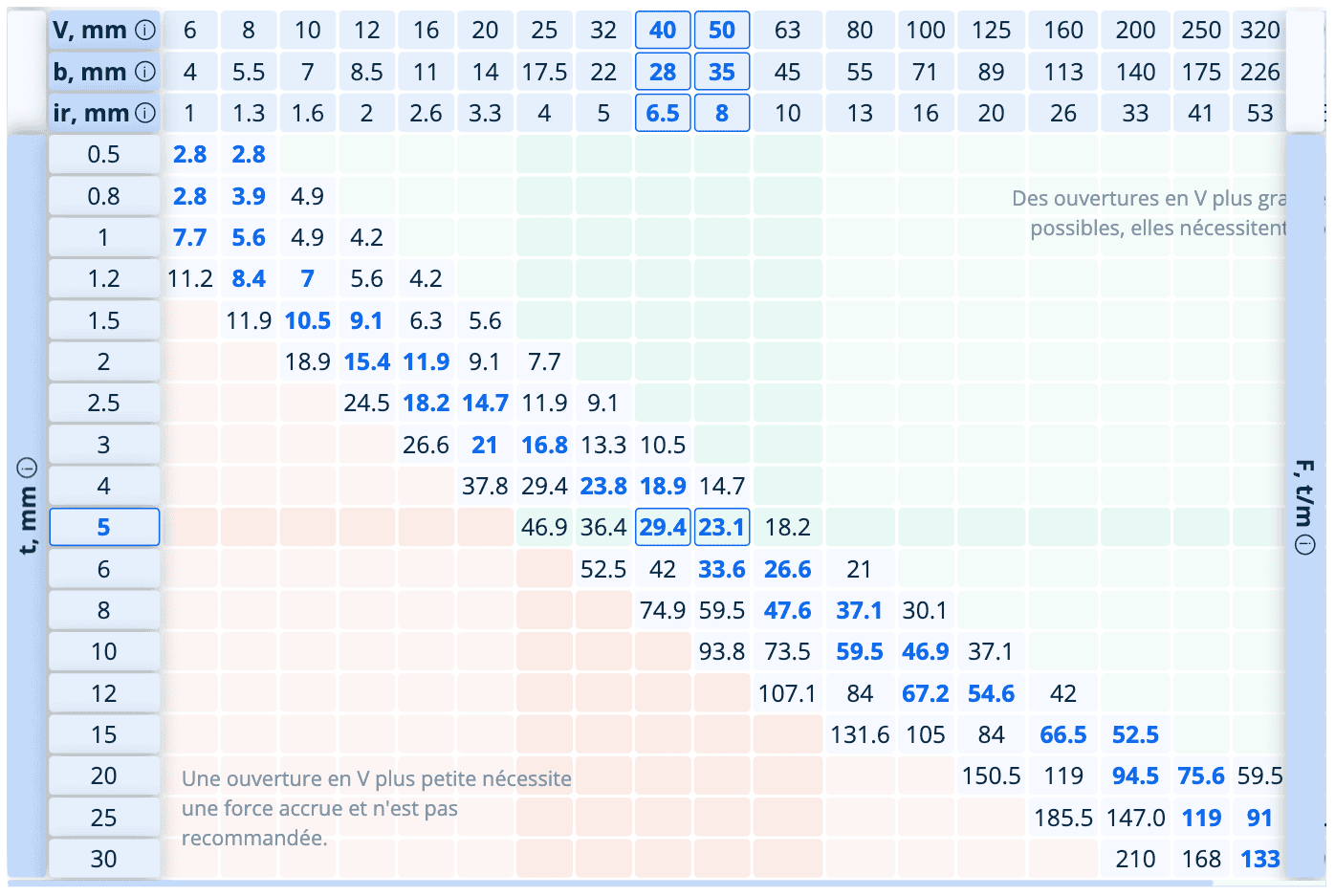
- Trouver l’épaisseur de tôle nécessaire : Commencez par localiser l’épaisseur de tôle requise dans la première colonne.
- Identifier l’ouverture en V de l’embouchure nécessaire : C’est le facteur principal que les fabricants prennent en compte. Cela les aide à choisir les bons outils pour plier une tôle.
- Déterminer la force de pliage requise : Consultez la partie centrale du tableau pour trouver la force de pliage en tonnes par mètre (t/m).
- Identifier la longueur de bride minimale et le rayon intérieur atteignable : Trouver la longueur de bride minimale adaptée à l’ouverture en V sélectionnée, ainsi que le rayon intérieur atteignable pour cette épaisseur de tôle.
Exemple pratique : pliage à 90 degrés d’une tôle d’acier de 4 mm
Vous pouvez suivre les étapes suivantes à l’aide de le tableau ci-dessous :
- Ouverture en V adaptée : Pour une tôle d’acier de 4 mm, l’ouverture en V adaptée est de 20 à 50 mm.
- Longueur minimale de bride : Chaque bride devrait mesurer au moins entre 14 et 35 mm.
- Rayon de courbure atteignable : le rayon de courbure atteignable mesure entre 3,3 et 8 mm.
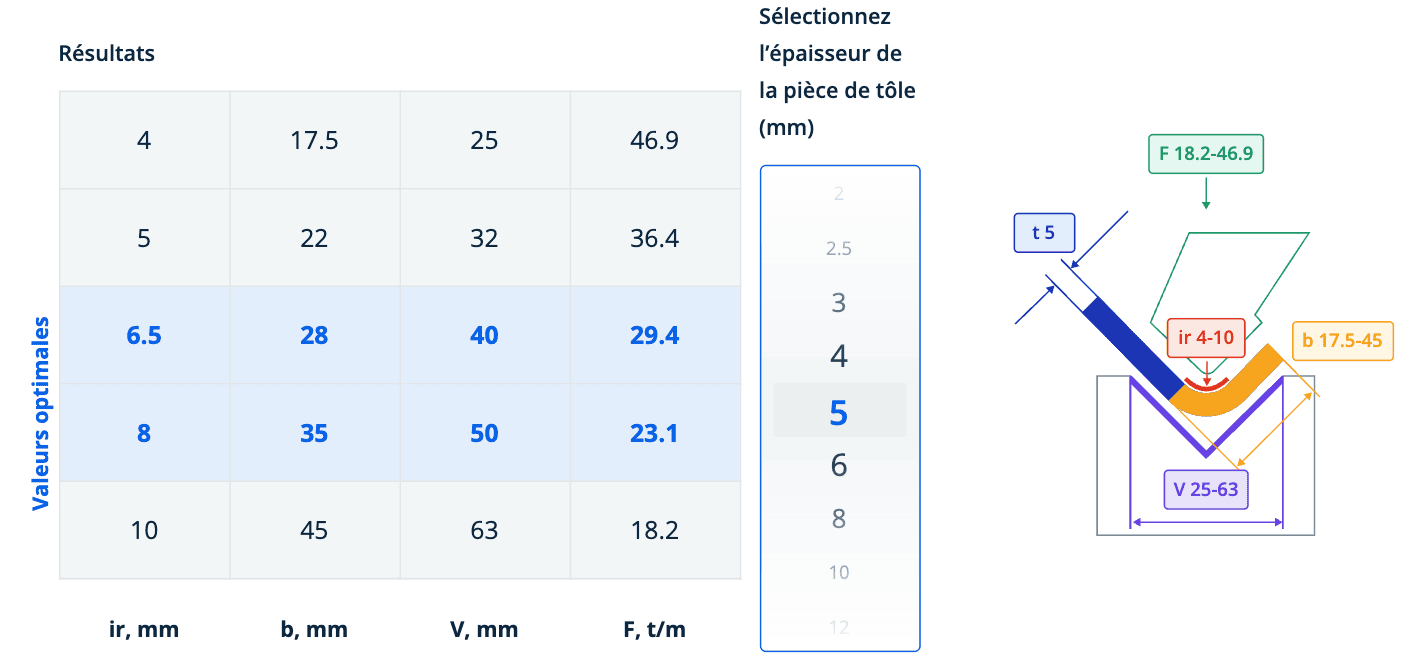
- Valeurs optimales : Les valeurs en bleu dans ce tableau sont optimales.l.
Pour votre commodité, le calculateur situé sous le tableau organise ces valeurs de manière plus compacte et plus conviviale :
| Remarque : Ce tableau est pertinent pour les tôles pliées à un angle de 90°. Le tableau par défaut (lorsque les options Métrique et Acier sont sélectionnées) s’applique aux aciers de construction ayant une résistance à la traction d’environ 400 MPa. Pour l’aluminium, multipliez les valeurs de force par 0,5 ; pour l’acier inoxydable, multipliez par 1,5 (dans notre tableau, vous pouvez simplement basculer entre les matériaux nécessaires). Ce tableau est fourni à titre de référence uniquement. |
Conclusion
Cet article, ainsi que le tableauinteractif et le calculateur, illustre comment l’épaisseur de la tôle affecte divers paramètres de pliage, y compris le rayon de courbure. Cependant, les paramètres de pliage dépendent également du matériau spécifique qui constitue votre tôlerie. Des matériaux à priori identiques mais provenant de différents fournisseurs peuvent présenter des propriétés différentes, il est donc crucial de consulter votre fournisseur de matériaux avant de prendre des décisions en matière de design.
En plus de cela, vous pouvez vous fier à votre fabricant de pièces. Leur expérience et leur expertise peuvent vous guider dans la prise de bonnes décisions, et ils peuvent déterminer quels sont les paramètres de pliage optimaux par le biais de tests.
Dans la plupart des cas, lors du design de pièces, vous pouvez suivre la règle empirique pour le rayon de courbure minimum, puis demander l’avis de votre fabricant de pièces. Les ingénieurs de Xometry et de son réseau de partenaires de fabrication procèdent toujours à un audit de fabricabilité et fournissent des commentaires avant de procéder à la production, garantissant ainsi que vos pièces sont conçues et fabriquées conformément à vos spécifications.
Dans la plupart des cas, lors du design de pièces, vous pouvez suivre la règle empirique pour le rayon de courbure minimum, puis demander l’avis de votre fabricant de pièces. Les ingénieurs de Xometry et de son réseau de partenaires de fabrication procèdent toujours à un audit de fabricabilité et fournissent des commentaires avant de procéder à la fabrication de la tôle, garantissant ainsi que vos pièces sont conçues et fabriquées conformément à vos spécifications.
Chez Xometry Europe, nous offrons des services de tôlerie de haute précision ainsi que des services de conseil en design (DFM). Grâce à notre moteur de devis instantané et à notre réseau de plus de 2000 fabricants, nous vous garantissons un processus de production de pièces sans faille, de la demande de devis à la livraison à votre domicile.






Comment(2)