 Europe
Europe  Türkiye
Türkiye 



Cos’è la stampa 3D Multi Jet Fusion?
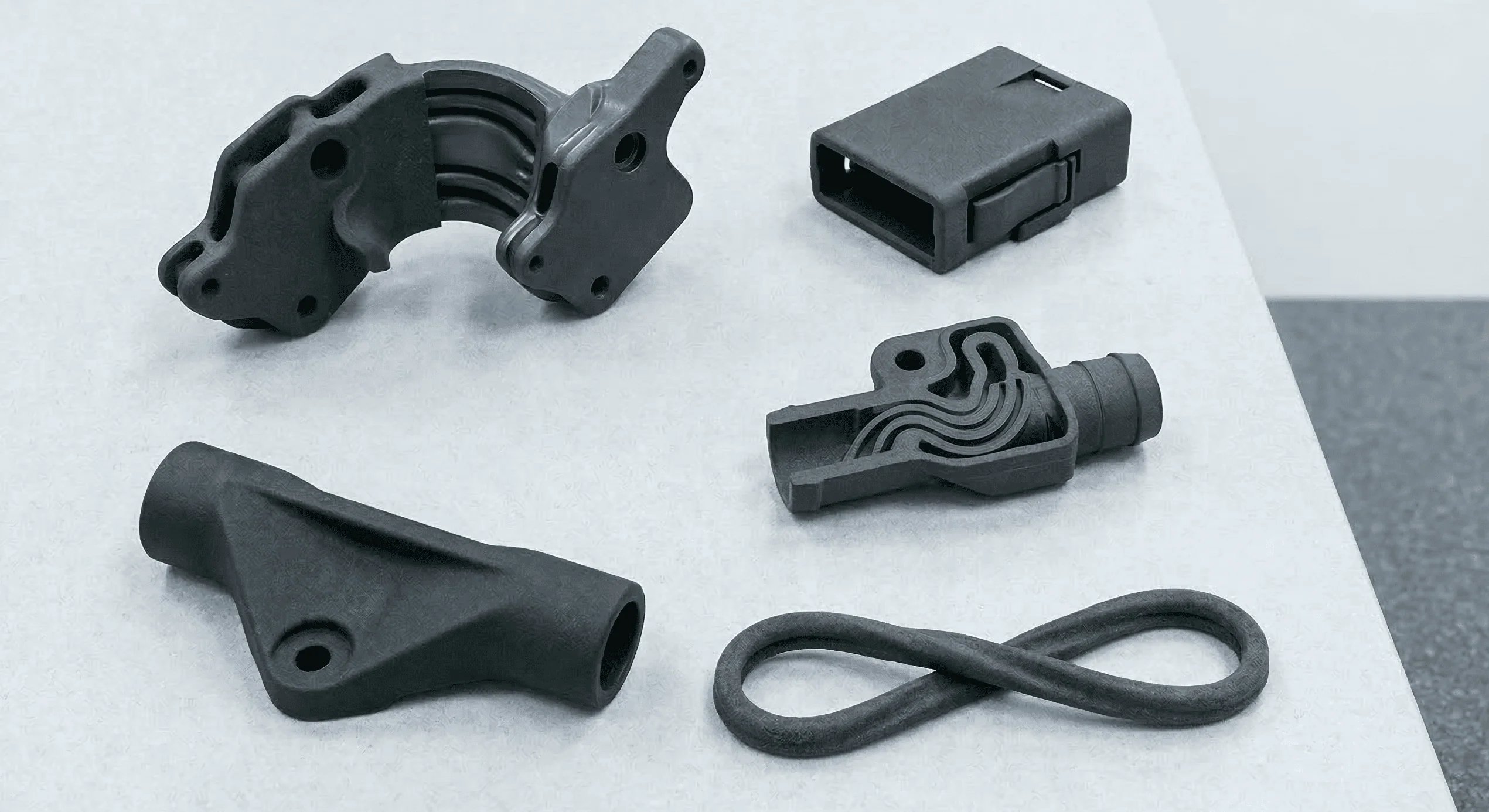
La tecnologia MJF funziona applicando selettivamente agenti di fusione e di dettaglio in strati di polvere (come nylon, TPU o PP) tramite un sistema a getto d’inchiostro, che vengono poi fusi rapidamente da elementi riscaldanti a infrarossi.
Siccome l’energia viene applicata simultaneamente su tutta la superficie di costruzione, la tecnologia MJF consente di raggiungere velocità di produzione significativamente superiori rispetto ai processi laser a punti. La polvere circostante non fusa supporta naturalmente le sporgenze, permettendo la realizzazione di geometrie complesse senza la necessità di strutture di supporto dedicate.
Oggi, la tecnologia MJF è ampiamente utilizzata per la produzione di componenti funzionali in nylon, prototipi ingegneristici e parti di produzione in piccole serie con geometrie complesse.
Come funziona la stampa 3D MJF?
Il processo di stampa 3D MJF segue un ciclo preciso in cinque fasi:
- Deposizione di polvere: un sistema di rivestimento distribuisce uno strato altamente uniforme di polvere termoplastica sul letto di stampa.
- Applicazione dell’agente: una matrice a getto d’inchiostro deposita un agente di fusione sulle aree destinate alla solidificazione. Contemporaneamente, un agente di dettaglio viene applicato lungo i bordi del pezzo per limitare la propagazione laterale del calore e garantire spigoli netti.
- Fusione: la radiazione infrarossa attraversa l’intero letto di stampa. Le aree saturate con l’agente di fusione assorbono questa energia e si fondono, mentre le aree con l’agente di dettaglio rimangono non fuse. Questo processo si ripete strato su strato.
- Raffreddamento: la costruzione subisce una fase di raffreddamento controllato all’interno del letto di polvere. Poiché la polvere non fusa circostante supporta le parti sporgenti, la tecnologia MJF non richiede strutture di supporto stampate.
- Post-elaborazione: il blocco di costruzione viene spostato in una stazione di elaborazione dove la polvere non fusa viene aspirata. Un enorme vantaggio della tecnologia MJF è che l’80-85% di questa polvere recuperata può essere riciclata per le costruzioni future.
Materiali per il Multi Jet Fusion
I materiali MJF possono essere suddivisi in due categorie principali:
- Plastiche rigide: Nylon PA 11, Nylon PA 12, e PP
- Plastiche flessibil: TPU (poliuretano termoplastico)

La tabella seguente riassume la maggior parte dei materiali utilizzati nella stampa 3D MJF:
| Materiale | Descrizione | XY, Z Resistenza alla trazione | Durezza Shore | Caso d’uso |
| PA 12 (Nylon 12) | Il materiale MJF più usato con eccellente resistenza, tenacità, resistenza chimica e stabilità dimensionale. | 48, 48 MPa | 80D | Lo standard del settore. Utilizzato per prototipi funzionali, involucri e componenti per l’uso finale. |
| PA 11 (Nylon 11) | Polimero di origine biologica con maggiore duttilità e resistenza agli urti rispetto al PA 12. | 52, 52 MPa | 80D | Polimero di origine biologica con duttilità superiore per componenti a incastro e cerniere flessibili. |
| PP (Polipropilene) | Termoplastico leggero e resistente agli agenti chimici, con buona resistenza agli urti, flessibilità, basso assorbimento di umidità ed eccellente resistenza alla fatica. | 30, 30 MPa | 70D (est.) | Elevata resistenza chimica e basso assorbimento di umidità per applicazioni a contatto con fluidi. |
| TPU (Poliuretano Termoplastico) | Materiale flessibile ed elastico con buona resistenza all’abrasione e alla fatica. | 9, 7 MPa | 88A | Flessibile ed elastomerico; ideale per guarnizioni, anelli di tenuta e ammortizzatori. |
| PA 12 (Nylon 12) Caricato il vetro | Nylon rinforzato con maggiore rigidità, migliore resistenza termica e minore deformazione. | 30, 30 MPa | 82D | Il rinforzo con microsfere di vetro garantisce la massima rigidità e resistenza termica. |
Per una guida completa sul significato delle classificazioni di durezza Shore, si prega di consultare il nostro articolo “Durezza Shore per materie plastiche e gomme”.


Post-elaborazione e finiture per MJF
Le parti realizzate con il processo standard MJF, vengono estratte dal letto in polvere con una texture opaca e leggermente granulosa. Per soddisfare specifici requisiti meccanici o estetici, gli ingegneri specificano operazioni di post-elaborazione secondarie..
Alcuni processi di finitura, come la levigatura a vapore, possono anche migliorare le prestazioni meccaniche e ridurre la porosità superficiale.
La tabella seguente riassume le operazioni di post-elaborazione che possono essere eseguite su un componente stampato in 3D con tecnologia MJF:
| Processo | Scopo | Costo relativo |
| Rimozione della polvere e sabbiatura | Rimuove la polvere non fusa e pulizia superficiale | $ |
| Tintura | Conferisce un colore uniforme alle superfici porose in nylon. | $ |
| Levigatura a vapore | Sigilla la superficie e migliora la finitura | $$$ |
| Burattatura | Riduce la rugosità e crea una finitura satinata | $$ |
| Verniciatura o rivestimento | Migliora l’aspetto e la resistenza agli agenti atmosferici. | $$$ |
| Rivestimento metallico | Aggiunge conduttività elettrica o finitura decorativa | $$$ |


Vantaggi e svantaggi della stampa 3D MJF
Nel valutare la tecnologia MJF rispetto ad altri metodi di produzione additiva o tradizionali, gli ingegneri devono soppesare la sua elevata produttività e la resistenza isotropica rispetto ai limiti intrinseci della finitura superficiale e dei materiali.
| Lavorazione | Vantaggi | Svantaggi |
| Meccanica | Proprietà quasi isotrope (isotropia del 97-98%) | Libreria di materiali limitata vs. SLS |
| Produzione | Raffreddamento più rapido ed elevata produttività. | Costo iniziale delle attrezzature più elevato |
| Estetica | Superficie liscia e bordi netti | Finitura grigio naturale; richiede la tintura per ottenere il colore desiderato. |
| Design | Non sono necessarie strutture di supporto. | Vincoli sullo spessore minimo della parete |
| Costo | Nessuna attrezzatura necessaria; riutilizzabilità della polvere pari all’80-85%. | Se il volume di lavoro è basso, è necessario ricorrere all’outsourcing (fornitura esterna). |
Vantaggi chiave del MJF
- Resistenza quasi isotropica: a differenza della tecnologia FDM, i pezzi stampati con la tecnologia MJF presentano una resistenza alla trazione pressoché identica sugli assi X, Y e Z (isotropia del 97-98%), il che la rende uno dei processi di stampa di polimeri più uniformi dal punto di vista meccanico.
- Elevata produttività: grazie alla lampada a infrarossi che fonde l’intera area di stampa in un unico passaggio, la stampa di un intero letto di pezzi richiede quasi lo stesso tempo della stampa di un singolo pezzo.
- Libertà di progettazione: la polvere non fusa che circonda il componente funge da sistema di supporto naturale. Ciò consente agli ingegneri di stampare canali interni complessi e assemblaggi ad incastro senza la necessità di rimuovere manualmente i supporti.
- Riutilizzo del materiale: la tecnologia MJF raggiunge un tasso di riciclo della polvere dell’80-85% dopo ogni stampa (rispetto al ~50% della tecnologia SLS), riducendo significativamente gli sprechi e abbassando i costi per pezzo.
Tempi di produzione rapidi: la tecnologia MJF consente di ottenere risultati pronti per la produzione in soli 3 giorni, risultando facilmente più rapida dei flussi di lavoro standard di SLS o FDM.


Svantaggi chiave di MJF
- Limiti di colore: Siccome l’agente di fusione contiene nerofumo, i componenti stampati con tecnologia MJF standard sono naturalmente grigio antracite. Per ottenere colori specifici di determinate marche è necessaria una verniciatura o tintura secondaria.
- Gamma limitata di polimeri: La tecnologia MJF è strettamente limitata a specifiche polveri polimeriche (PA 11, PA 12, PP e TPU). Se sono necessari filamenti speciali come ULTEM, PETG o ABS, è necessario ricorrere alla tecnologia FDM.
- Texture superficiale: I componenti stampati con tecnologia MJF presentano una texture opaca e leggermente granulosa, più ruvida rispetto a SLA o PolyJet. Per ottenere una levigatezza tipica dello stampaggio a iniezione è necessario un processo secondario come la levigatura a vapore.
MJF Stampato vs. PA 12 stampato a iniezione
| Costo degli utensili | Nessuno | Da 3.000 a oltre 100.000 dollari, a seconda della complessità dello stampo. |
| Tempi di consegna (prima parte) | Da 3 a 7 giorni | Da 4 a 12 settimane, inclusa la fabbricazione degli stampi. |
| Costo della modifica del progetto | Nessuno. Ri-effettuare lo slice del file CAD aggiornato | È necessaria la modifica o la sostituzione dello stampo. |
Per produzioni inferiori a 1.000 unità, l’MJF è fortemente competitiva rispetto allo stampaggio a iniezione.
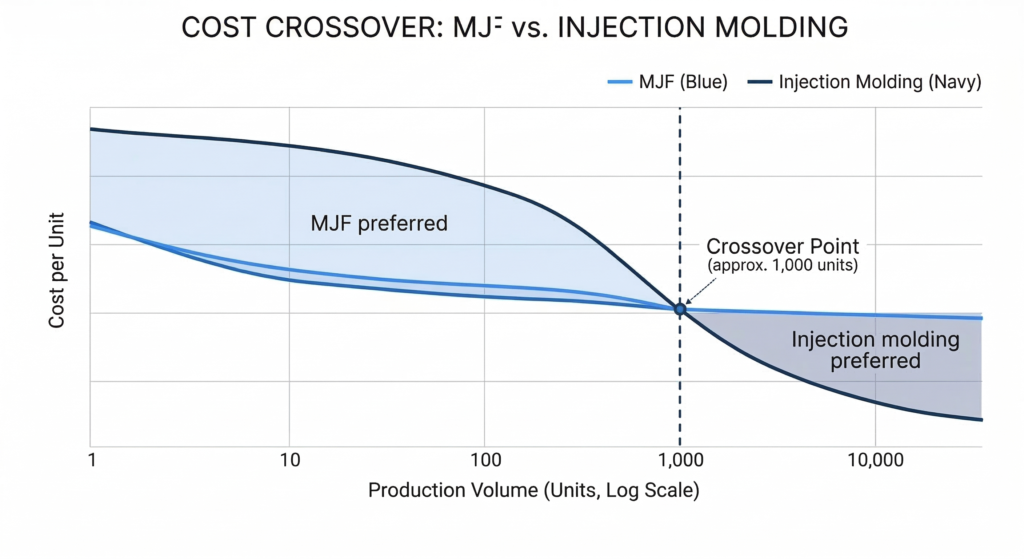
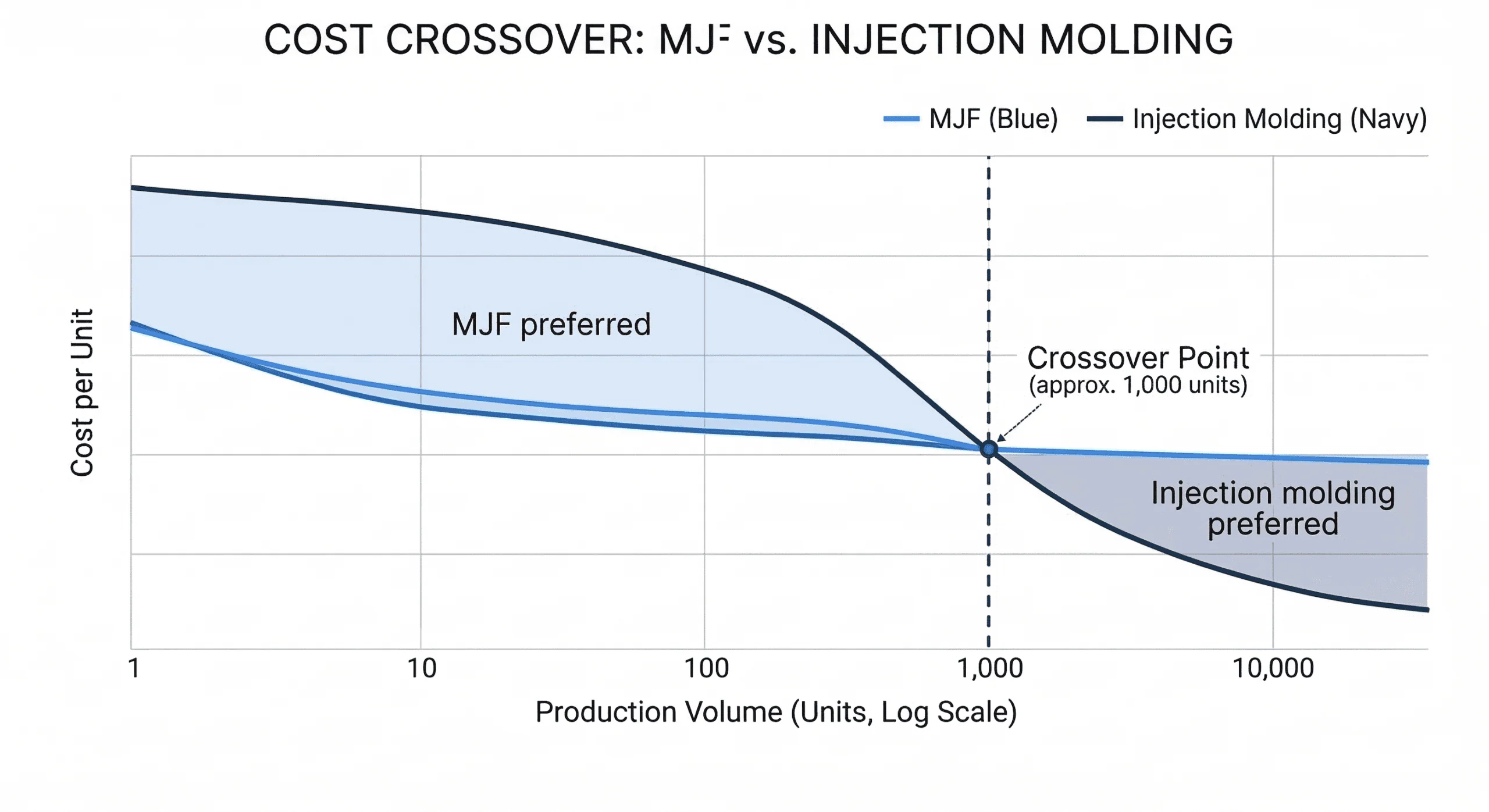
Il PA 12 stampato con MJF eguaglia o supera la resistenza alla trazione del PA 12 stampato, con il netto vantaggio di un’isotropia del 97-98% (resistenza uguale in tutte le direzioni). Tuttavia, lo stampaggio a iniezione produce componenti completamente densi con finiture superficiali submicroniche, mentre MJF mantiene una microporosità fine. L’MJF elimina completamente i costi di attrezzaggio e i tempi di consegna, rendendola la scelta migliore per iterazioni rapide e produzioni di transizione.
| Proprietà | MJF PA 12 | PA 12 Stampato a iniezione |
| Resistenza alla trazione | 48–52 MPa | ~42 MPa (snervamento, a secco) |
| Modulo di trazione | ~1.8 GPa | ~1.45 GPa (a secco) |
| Isotropia | 97–98% | Anisotropico (strato esterno del nucleo) |
| Finitura superficiale | Opaco, leggermente granuloso | Liscio a livello submicronico |
| Porosità | Microporosità fine | Completamente denso |
| Volume ideale | 1–1,000 unità (nessun attrezzaggio) | 1,000+ unità (ammortizzazione degli utensili) |
Regole di progettazione per la stampa 3D MJF
Tabella di riferimento rapido per la progettazione
Per sfruttare appieno la possibilità di avere complesse capacità geometriche con MJF e prevenire la deformazione termica, i file CAD devono essere ottimizzati in base alle seguenti tolleranze:
| Parametro | Minimo | Consiglato | Note |
| Dimensione della lavorazione (X, Y, Z) | 0.5 mm | 1.0 mm+ | Lavorazioni inferiori a 0,5 mm rischiano di provocare errori di stampa o perdite durante la rimozione della polvere. |
| Spessore della parete | 0.8 mm | 1.5 mm | È preferibile uno spessore uniforme su tutta la parte. |
| Sezione massima della parete solida | — | 7 mm o inferiore | Le sezioni con spessore superiore a 7 mm devono essere svuotate per evitare segni di cedimento. |
| Diametro del foro di drenaggio (parti cave) | 4 mm | 5 mm | Almeno due fori sulle facce opposte per l’evacuazione della polvere |
| Distanza tra i fori di drenaggio (strutture profonde) | — | Ogni 12.7 mm | Previene l’accumulo di polvere in fori ciechi profondi o sporgenze |
| Altezza del testo in rilievo/in incisione | 1.5 mm | 2.1 mm+ | Un rilievo meno profondo si pulisce meglio e produce risultati più nitidi dopo la sabbiatura. |
| Gioco di un giunto mobile | 0.4 mm | 0.5 mm | Necessario per liberare i meccanismi stampati in situ dopo la rimozione della polvere. |
| Tolleranza dimensionale | ±0.3 mm | — | Aggiungere una tolleranza di lavorazione da 0,1 a 0,2 mm sulle superfici di accoppiamento critiche. |


Per maggiori dettagli sulla progettazione e sui materiali per la stampa 3D MJF, scaricate il nostro eBook “HP Multi Jet Fusion Design Guide”.
Confronto tra Multi Jet Fusion e altre tecnologie di stampa 3D
La scelta di un processo di stampa 3D implica un compromesso tra prestazioni, finitura, produttività, materiali e volume produttivo.
La tecnologia MJF (Multi-Joint Factory) viene spesso scelta per la produzione di volumi medio-bassi di componenti polimerici funzionali, laddove la produzione basata su stampi non risulti economicamente vantaggiosa.
La tabella seguente confronta i processi di stampa 3D più comuni:
| Requisito | Tecnologia raccomandata |
| Componenti funzionali in nylon con geometria complessa | MJF / SLS |
| Superfici cosmetiche lisce | SLA / PolyJet |
| Componenti termoplastici di grandi dimensioni a basso costo | FDM |
| Produzione di plastica ad alto volume | Stampaggio a iniezione |
| Parti metalliche | DMLS / SLM |
MJF vs SLS
Sia MJF che la sinterizzazione laser selettiva (SLS) sono tecnologie di fusione a letto di polvere in grado di produrre componenti funzionali in nylon senza strutture di supporto.
Tuttavia, le due tecnologie differiscono nel modo in cui viene applicata l’energia.
| Caratteristica | MJF | SLS |
| Fonte di energia | Infrarossi + agente di fusione | Laser |
| Velocità di produzione | Più veloce per stampe multiple | Più lento per stampe più grandi |
| Proprietà meccaniche | Quasi isotropico | Leggermente anisotropico |
| Gamma di materiali | Più piccolo | Più ampio |
FAQs
Qual è la differenza tra MJF e SLS?
Entrambi sono processi di fusione a letto di polvere. Tuttavia, la tecnica SLS utilizza un laser per sinterizzare le sezioni trasversali punto per punto, mentre MJF utilizza una matrice a getto d’inchiostro e lampade a infrarossi per fondere interi strati istantaneamente. MJF offre una maggiore produttività, una migliore isotropia (97-98% contro ~85-90%) e una maggiore riutilizzabilità della polvere (80-85% contro ~50%). La SLS offre generalmente una gamma più ampia di materiali speciali.
Quali materiali possono essere utilizzati con la MJF?
La MJF è compatibile con polveri polimeriche certificate HP: PA 12 (Nylon 12) per robustezza e resistenza chimica, PA 11 (Nylon 11) per maggiore duttilità, microsfere di vetro PA 12 per una maggiore rigidità, PP (polipropilene) per resistenza chimica e TPU per componenti flessibili e ammortizzanti. Il PA 12 è il materiale più comunemente utilizzato in MJF.
Quanto è precisa la stampa 3D MJF?
La tecnologia MJF raggiunge regolarmente tolleranze dimensionali di ±0,3% (con un limite inferiore di ±0,3 mm). Le macchine stampano a 1.200 DPI con uno spessore dello strato di 80 micron (0,08 mm). Le tolleranze possono variare a seconda delle dimensioni, della geometria e dell’orientamento del pezzo nella camera di costruzione.
La tecnologia MJF richiede strutture di supporto?
No. La tecnologia MJF è un processo di fusione a letto di polvere, il che significa che la polvere non fusa supporta il pezzo durante la stampa. Questo permette di produrre geometrie complesse e strutture interne senza la necessità di strutture di supporto dedicate.
I componenti realizzati con la tecnologia MJF possono essere utilizzati come parti di produzione finali?
Sì. La tecnologia MJF è un processo di produzione, non solo una tecnologia di prototipazione. I pezzi realizzati con la tecnologia MJF vengono utilizzati come componenti finali in interni automobilistici, dispositivi medici, elettronica di consumo, apparecchiature industriali e applicazioni aerospaziali di supporto a terra. Le proprietà meccaniche quasi isotrope, la ripetibilità costante e la velocità di produzione della tecnologia MJF la rendono adatta alla produzione di componenti funzionali in volumi che vanno da una singola unità a circa 1.000 unità per ciclo. Al di sopra di tale soglia, lo stampaggio a iniezione diventa in genere più conveniente per unità, ma la tecnologia MJF rimane la scelta giusta per componenti geometricamente complesse o per programmi in cui sono ancora previste modifiche di progettazione.ams where design changes are still expected.






Comment(0)