 Europe
Europe  Türkiye
Türkiye 



¿Qué es la impresión 3D Multi Jet Fusion?
La tecnología MJF consiste en aplicar de forma selectiva agentes de fusión y de acabado a capas de polvo (como Nylon, TPU o PP) mediante una matriz de inyección de tinta, que posteriormente se fusionan rápidamente mediante elementos calefactores por infrarrojos.
Dado que la energía se aplica simultáneamente en toda la superficie de impresión, la tecnología MJF permite alcanzar velocidades de producción considerablemente más rápidas que los procesos láser puntuales. El polvo no fundido que rodea las piezas sostiene de forma natural los salientes, lo que permite crear geometrías complejas sin necesidad de estructuras de soporte específicas.
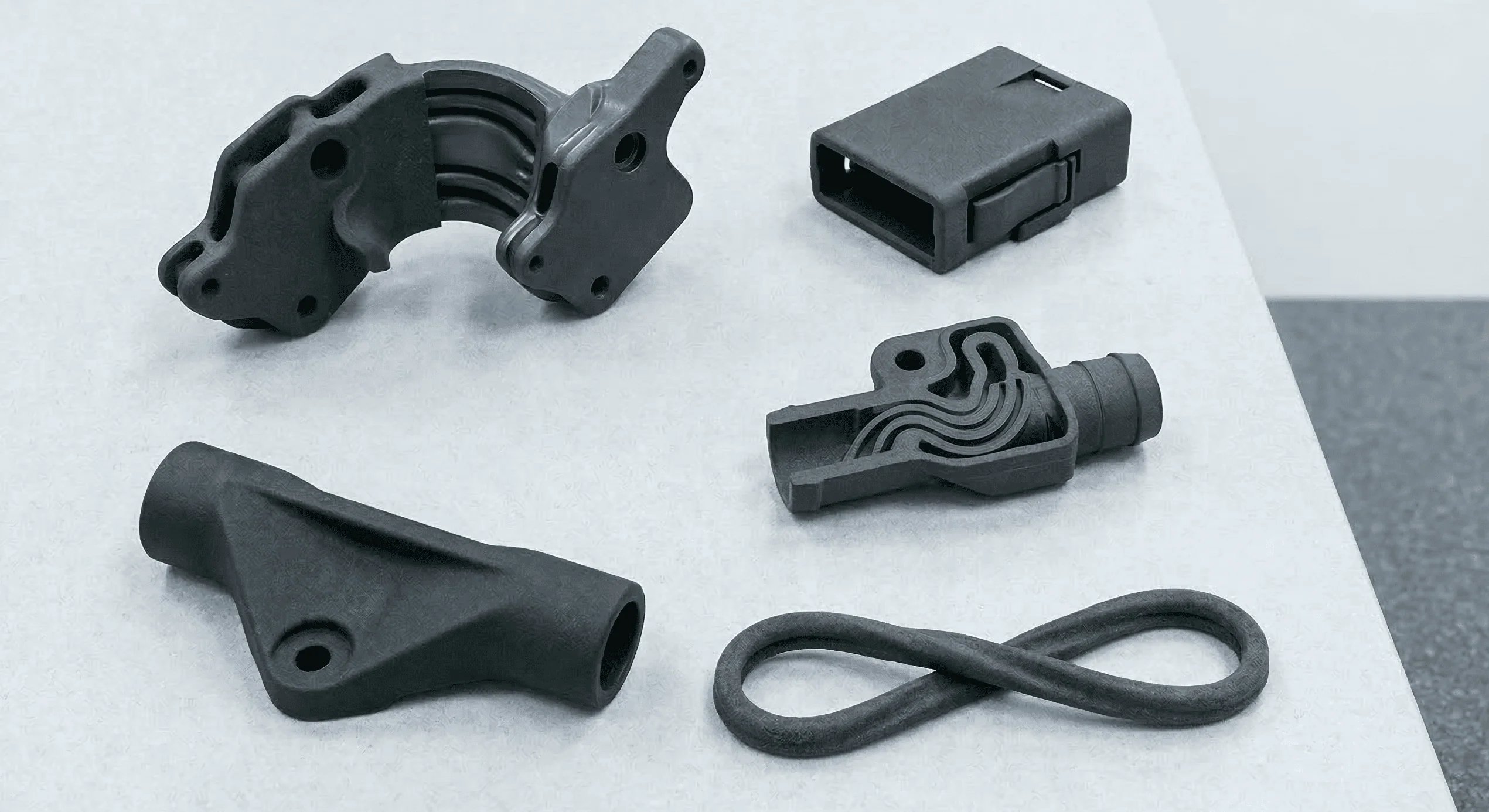
Hoy en día, la impresión 3D se utiliza ampliamente para fabricar componentes funcionales de Nylon, prototipos de ingeniería y piezas de producción en series cortas con geometrías complejas.
¿Cómo funciona la impresión 3D MJF?
El proceso de impresión 3D MJF sigue un ciclo preciso de cinco pasos:
- Deposición de polvo: un sistema de recubrimiento aplica una capa muy uniforme de polvo termoplástico sobre la plataforma de impresión.
- Aplicación del agente: una matriz de inyección de tinta deposita un agente de fusión sobre las zonas que se desean solidificar. Al mismo tiempo, se aplica un agente de definición a lo largo de los bordes de la pieza para limitar la propagación lateral del calor y garantizar unos bordes nítidos.
- Fusión: la radiación infrarroja recorre toda la superficie de impresión. Las zonas saturadas con el agente de fusión absorben esta energía y se funden, mientras que las zonas con el agente de detalle permanecen sin fusionar. Este proceso se repite capa por capa.
- Enfriamiento: la pieza se somete a una fase de enfriamiento controlado dentro del lecho de polvo. Dado que el polvo no fundido que la rodea sirve de soporte a las partes en voladizo, la tecnología MJF no requiere estructuras de soporte impresas.
- Posprocesado: el bloque de impresión se traslada a una estación de procesamiento donde se aspira el polvo no fusionado. Una gran ventaja de la tecnología MJF es que entre el 80 % y el 85 % de este polvo recuperado puede reciclarse para futuras impresiones.
Materiales para Multi Jet Fusion
Los materiales MJF se pueden clasificar en dos categorías principales:
- Plásticos rígidos: Nylon PA 11, Nylon PA 12 y PP
Plásticos flexibles: TPU (poliuretano termoplástico)

En la siguiente tabla se resumen la mayoría de los materiales utilizados en la impresión 3D MJF:
| Material | Descripción | Resistencia a la tracción en las direcciones X, Y y Z | Dureza Shore | Caso de uso |
| PA 12 (Nylon 12) | Material MJF habitual con una excelente resistencia mecánica, tenacidad, resistencia química y estabilidad dimensional. | 48, 48 MPa | 80D | El estándar del sector. Se utiliza para prototipos funcionales, carcasas y piezas destinadas al uso final. |
| PA 11 (Nylon 11) | Polímero de origen biológico con mayor ductilidad y resistencia al impacto que el PA 12. | 52, 52 MPa | 80D | Polímero de origen biológico con una ductilidad superior para componentes de encaje a presión y bisagras flexibles. |
| PP (polipropileno) | Termoplástico ligero y resistente a los productos químicos, con buena resistencia al impacto, flexibilidad, baja absorción de humedad y excelente resistencia a la fatiga. | 30, 30 MPa | 70D (aprox.) | Alta resistencia química y baja absorción de humedad para aplicaciones en contacto con fluidos. |
| TPU (poliuretano termoplástico) | Material flexible y elástico con buena resistencia a la abrasión y a la fatiga. | 9,7 MPa | 88A | Flexible y elastomérico; ideal para juntas, sellos y amortiguadores. |
| PA 12 (Nylon 12) reforzado con fibra de vidrio | Nylon reforzado con mayor rigidez, mejor resistencia térmica y menor deformación. | 30, 30 MPa | 82D | El refuerzo con fibra de vidrio proporciona la máxima rigidez y resistencia térmica. |
Para obtener una guía completa sobre la importancia de los índices de dureza Shore, consulte nuestro artículo, dureza Shore para plásticos y cauchos.


Posprocesado y acabados para MJF
Las piezas estándar fabricadas mediante MJF salen del lecho de polvo con una textura mate y ligeramente granulada. Para cumplir requisitos mecánicos o estéticos específicos, los ingenieros prescriben operaciones de posprocesamiento secundarias.
Algunos procesos de acabado, como el alisado al vapor, también pueden mejorar las propiedades mecánicas y reducir la porosidad de la superficie.
En la siguiente tabla se resumen las operaciones de posprocesado que se pueden realizar en una pieza impresa en 3D mediante la tecnología MJF:
| Proceso | Objetivo | Coste relativo |
| Eliminación del polvo y granallado | Elimina el polvo no fundido y limpia la superficie | $ |
| Teñido | Aporta un color uniforme a las superficies de Nylon porosas | $ |
| Alisado con vapor | Sella la superficie y mejora el acabado | $$$ |
| Pulido en bombo por vibración | Reduce la rugosidad y proporciona un acabado satinado | $$ |
| Pintura o recubrimiento | Mejora el aspecto y la resistencia a las condiciones ambientales | $$$ |
| Recubrimiento metálico | Aporta conductividad eléctrica o un acabado decorativo | $$$ |


Ventajas y desventajas de la impresión 3D MJF
Al comparar la tecnología MJF con otros métodos de fabricación aditiva o tradicionales, los ingenieros deben sopesar su alto rendimiento y su resistencia isotrópica frente a las limitaciones inherentes en cuanto al acabado superficial y los materiales.
| Característica | Ventajas | Desventajas |
| Mecánica | Propiedades casi isotrópicas (97-98 % de isotropía) | Catálogo de materiales limitado frente a SLS |
| Producción | Enfriamiento más rápido y alto rendimiento | Mayor coste inicial del equipo |
| Estética | Acabado liso y bordes bien definidos | Acabado gris natural; requiere teñido para darle color |
| Diseño | No se necesitan estructuras de soporte | Restricciones relativas al espesor mínimo de las paredes |
| Coste | Sin utillaje; reutilización del polvo del 80-85 % | Es necesario recurrir a la subcontratación si el volumen es bajo |
Ventajas principales de MJF
- Plazos de entrega rápidos: la tecnología MJF permite obtener resultados listos para la producción en tan solo 3 días, superando con creces los flujos de trabajo estándar de SLS o FDM.
- Resistencia casi isotrópica: a diferencia del FDM, las piezas fabricadas mediante MJF presentan una resistencia a la tracción prácticamente idéntica en los ejes X, Y y Z (97-98 % de isotropía), lo que lo convierte en uno de los procesos de impresión con polímeros más homogéneos desde el punto de vista mecánico que existen.
- Alta productividad: dado que la lámpara de infrarrojos cura toda el área de impresión de una sola pasada, imprimir una bandeja completa de piezas lleva casi el mismo tiempo que imprimir una sola pieza.
- Libertad de diseño: el polvo no fusionado que rodea la pieza actúa como un sistema de soporte natural. Esto permite a los ingenieros imprimir canales internos complejos y conjuntos entrelazados sin necesidad de retirar manualmente los soportes.
- Reutilización del material: la tecnología MJF alcanza una tasa de reciclaje del polvo del 80-85 % tras cada impresión (frente al ~50 % de la tecnología SLS), lo que reduce considerablemente los residuos y disminuye los costes por pieza.


Principales desventajas de la tecnología MJF
- Limitaciones de color: dado que el agente de fusión contiene negro de humo, las piezas MJF estándar recién impresas son, por naturaleza, de color gris carbón. Para conseguir los colores específicos de cada marca es necesario aplicar una segunda capa de pintura o teñirlas.
- Gama limitada de polímeros: la tecnología MJF se limita estrictamente a determinados polvos de polímeros (PA 11, PA 12, PP y TPU). Si necesita filamentos especiales como ULTEM, PETG o ABS, deberá utilizar la tecnología FDM.
- Textura de la superficie: las piezas impresas mediante MJF presentan una textura mate y ligeramente granulada, más rugosa que la de las piezas impresas mediante SLA o PolyJet. Para conseguir una suavidad similar a la del moldeo por inyección, es necesario un procesamiento secundario, como el alisado por vapor.
PA 12 impreso frente a PA 12 moldeado por inyección
| Coste de los utillajes | Ninguno | De 3.000 $ a más de 100.000 $, dependiendo de la complejidad del molde |
| Plazo de entrega (primera pieza) | De 3 a 7 días | De 4 a 12 semanas, incluida la fabricación de los moldes |
| Coste del cambio de diseño | Ninguna. Volver a cortar el archivo CAD actualizado | Es necesario modificar o sustituir el molde |
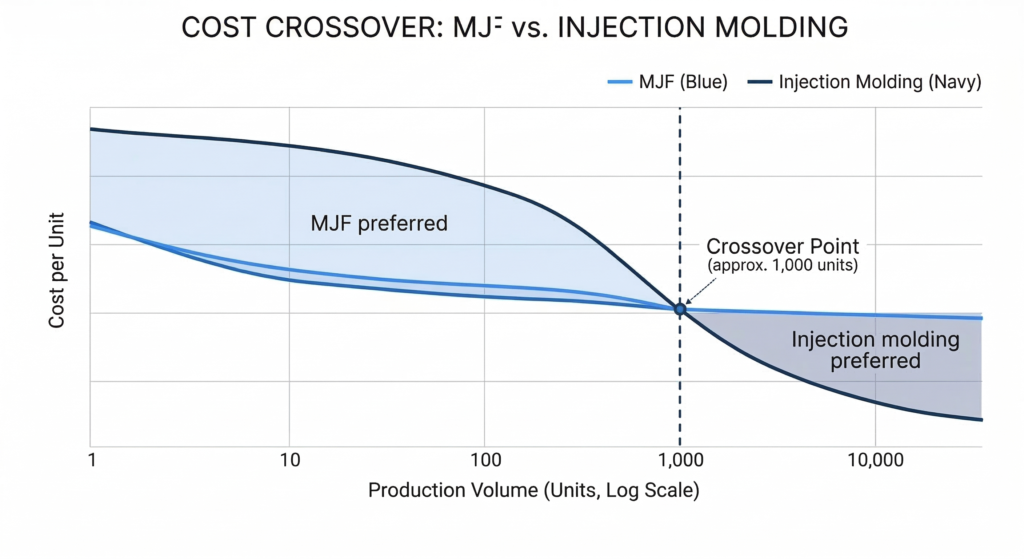
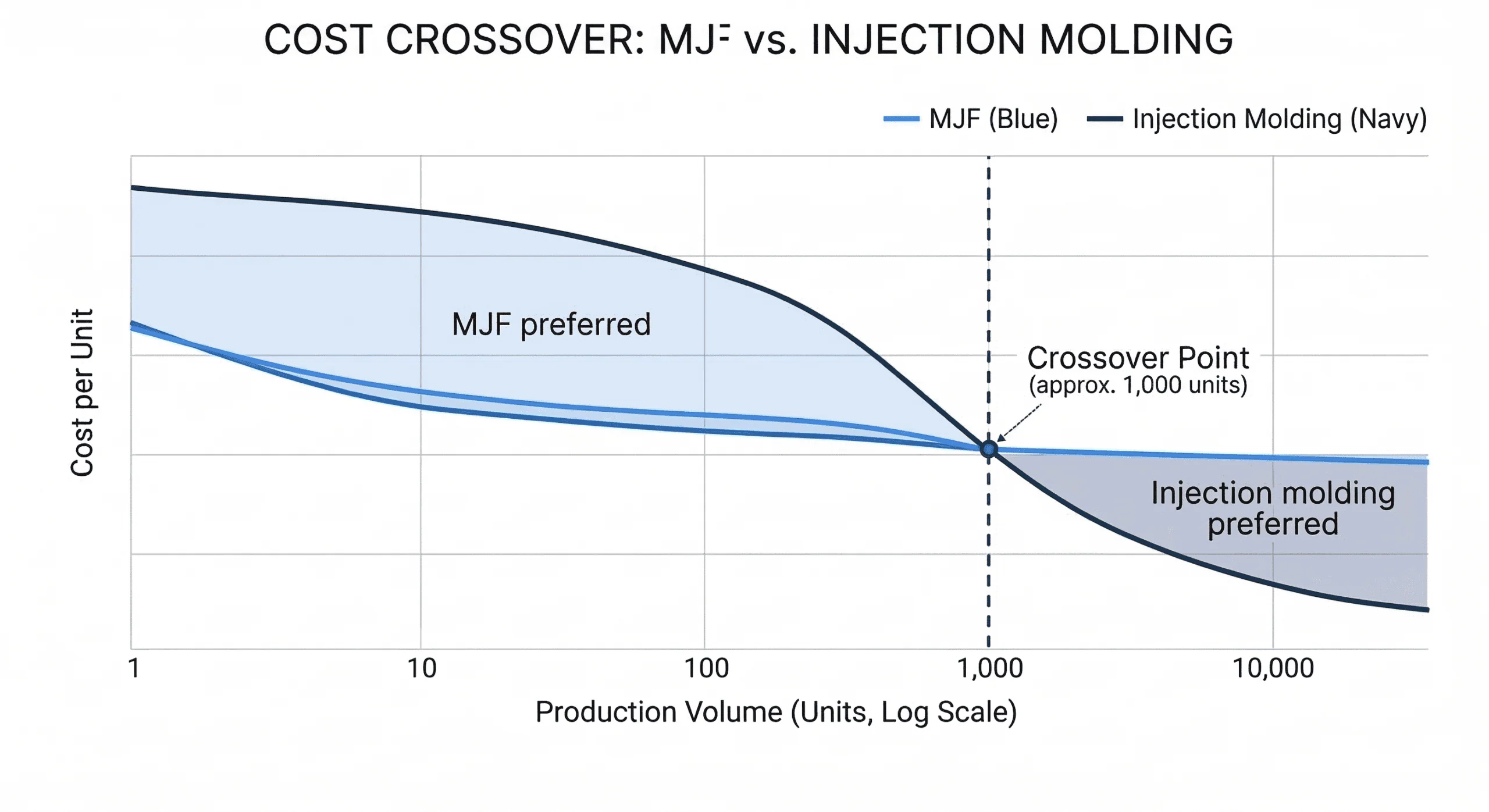
Para series de producción de menos de 1.000 unidades, la tecnología MJF es muy competitiva frente al moldeo por inyección.
El PA 12 impreso mediante MJF iguala o supera la resistencia a la tracción del PA 12 moldeado, con la ventaja distintiva de una isotropía del 97-98 % (resistencia igual en todas las direcciones). Sin embargo, el moldeo por inyección produce piezas totalmente densas con acabados superficiales submicrónicos, mientras que el MJF conserva una microporosidad fina. El MJF elimina por completo los costes de utillaje y los plazos de entrega, lo que lo convierte en la opción ideal para iteraciones rápidas y la producción puente.
| Propiedad | MJF PA 12 | PA 12 moldeado por inyección |
| Resistencia a la tracción | 48–52 MPa | ~42 MPa (límite elástico, en seco) |
| Módulo de elasticidad | ~1,8 GPa | ~1,45 GPa (en seco) |
| Isotropía | 97–98 % | Anisotrópico (capa exterior-núcleo) |
| Acabado superficial | Mate, ligeramente granulado | Liso a submicrónico |
| Porosidad | Microporosidad fina | Totalmente denso |
| Cantidad ideal | 1–1 000 unidades (sin utillaje) | Más de 1 000 unidades (moldes amortizados) |
Normas de diseño para la impresión 3D MJF
Tabla de referencia rápida de diseño
Para aprovechar las capacidades geométricas complejas de MJF y evitar la deformación térmica, los archivos CAD deben optimizarse de acuerdo con estas tolerancias:
| Parámetros | Mínimo | Recomendado | Notas |
| Dimensiones de la pieza (X, Y, Z) | 0,5 mm | Un milímetro o más | Los elementos de menos de 0,5 mm pueden provocar fallos en la impresión o pérdidas durante el proceso de eliminación del polvo |
| Espesor de la pared | 0,8 mm | 1,5 mm | Se prefiere un espesor uniforme en toda la pieza |
| Sección máxima de pared maciza | — | 7 mm o menos | Las secciones de más de 7 mm de grosor deben vaciarse para evitar que se hundan |
| Diámetro del orificio de drenaje (piezas huecas) | 4 mm | 5 mm | Mínimo dos orificios en caras opuestas para la evacuación del polvo |
| Distancia entre los orificios de drenaje (elementos profundos) | — | Cada 12,7 mm | Evita la acumulación de polvo en orificios ciegos profundos o salientes |
| Altura del texto en relieve o en hueco | 1,5 mm | 2,1 mm o más | Un relieve menos profundo limpia mejor y ofrece resultados más nítidos tras el granallado |
| Holgura de la junta móvil | 0,4 mm | 0,5 mm | Es necesario que los mecanismos impresos in situ se suelten tras la eliminación del polvo |
| Tolerancia dimensional | ±0,3 mm | — | Añadir un margen de mecanizado de entre 0,1 y 0,2 mm en las superficies de contacto críticas |


Si desea obtener información más detallada sobre las directrices de diseño y materiales para la impresión 3D MJF, descargue nuestro eBook «Guía de diseño de HP Multi Jet Fusion».
Multi Jet Fusion en comparación con otros procesos de impresión 3D
La elección de un proceso de impresión 3D implica encontrar un equilibrio entre rendimiento, acabado, capacidad de producción, materiales y volumen de producción.
El MJF suele elegirse para la producción de volúmenes bajos a medios de componentes poliméricos funcionales cuando la fabricación con moldes no resulta rentable.
En la siguiente tabla se comparan los procesos habituales de impresión 3D:
| Requisito | Tecnología recomendada |
| Piezas funcionales de Nylon con geometría compleja | MJF / SLS |
| Superficies cosméticas lisas | SLA / PolyJet |
| Piezas termoplásticas de gran tamaño a bajo coste | FDM |
| Producción de plástico a gran escala | Moldeo por inyección |
| Piezas metálicas | DMLS / SLM |
MJF frente a SLS
Tanto el MJF como el sinterizado selectivo por láser (SLS) son tecnologías de fusión en lecho de polvo capaces de producir componentes funcionales de Nylon sin estructuras de soporte.
Sin embargo, estas tecnologías se diferencian en la forma en que se aplica la energía.
| Característica | MJF | SLS |
| Fuente de energía | Infrarrojos + agente de fusión | Láser |
| Velocidad de producción | Más rápido para compilaciones empaquetadas | Más lento en proyectos de gran envergadura |
| Propiedades mecánicas | Casi isotrópico | Ligeramente anisotrópico |
| Gama de materiales | Más pequeño | Más amplio |
Preguntas frecuentes
¿Cuál es la diferencia entre MJF y SLS?
Ambos son procesos de fusión en lecho de polvo. Sin embargo, el SLS utiliza un láser para sinterizar secciones transversales punto por punto, mientras que el MJF emplea una matriz de inyección de tinta y lámparas de infrarrojos para fusionar capas completas al instante. El MJF ofrece un mayor rendimiento, una mejor isotropía (97-98 % frente a ~85-90 %) y una mayor reutilización del polvo (80-85 % frente a ~50 %). El SLS suele ofrecer una gama más amplia de materiales especializados.
¿Qué materiales se pueden utilizar con la tecnología MJF?
La tecnología MJF es compatible con polvos de polímeros certificados por HP: PA 12 (Nylon 12) para mayor resistencia mecánica y química, PA 11 (Nylon 11) para una mayor ductilidad, PA 12 con perlas de vidrio para una mayor rigidez, PP (polipropileno) para resistencia química y TPU para piezas flexibles y que absorben los impactos. El PA 12 es el material más utilizado en la tecnología MJF.
¿Qué grado de precisión tiene la impresión 3D MJF?
MJF alcanza habitualmente tolerancias dimensionales de ±0,3 % (con un límite inferior de ±0,3 mm). Las máquinas imprimen a 1200 ppp con un grosor de capa de 80 micras (0,08 mm). Las tolerancias pueden variar en función del tamaño, la geometría y la orientación de la pieza en la cámara de impresión.
¿El MJF requiere estructuras de soporte?
No. El MJF es un proceso de fusión en lecho de polvo, lo que significa que el polvo no fundido sirve de soporte a la pieza durante la impresión. Esto permite crear geometrías complejas y estructuras internas sin necesidad de estructuras de soporte específicas.
¿Se pueden utilizar las piezas de MJF como piezas de producción para uso final?
Sí. La MJF es un proceso de fabricación en serie, no solo una tecnología de prototipado. Las piezas fabricadas mediante MJF se utilizan como componentes finales en interiores de automóviles, dispositivos médicos, electrónica de consumo, equipos industriales y aplicaciones de apoyo en tierra para el sector aeroespacial. Las propiedades mecánicas casi isotrópicas, la repetibilidad constante y el rendimiento de producción de la MJF la hacen adecuada para piezas funcionales de producción en volúmenes que van desde una sola unidad hasta aproximadamente 1.000 unidades por tirada. Por encima de ese umbral, el moldeo por inyección suele resultar más rentable por unidad, pero MJF sigue siendo la opción adecuada para piezas geométricamente complejas o programas en los que aún se esperan cambios de diseño.





Comment(0)