 Europe
Europe  Türkiye
Türkiye 



Multi Jet Fusion 3D Baskı Nedir?
MJF teknolojisinde, bir inkjet dizisi kullanılarak toz katmanlarına (Nylon, TPU veya PP gibi) seçici olarak kaynaştırma ve detaylandırma maddeleri uygulanır; bu katmanlar daha sonra kızılötesi ısıtma elemanları tarafından hızla kaynaştırılır.
Enerji (lazer/ışık) tüm baskı/imalat yüzeyine aynı anda uygulandığı için, MJF ile, nokta tabanlı lazer işlemlerine göre çok daha yüksek üretim hızlarına ulaşılabilir. Çevredeki kaynaşmamış toz, çıkıntılı yapılara destek oluşturarak, özel destek yapılarına gerek kalmadan karmaşık geometriler basılmasına olanak tanır.
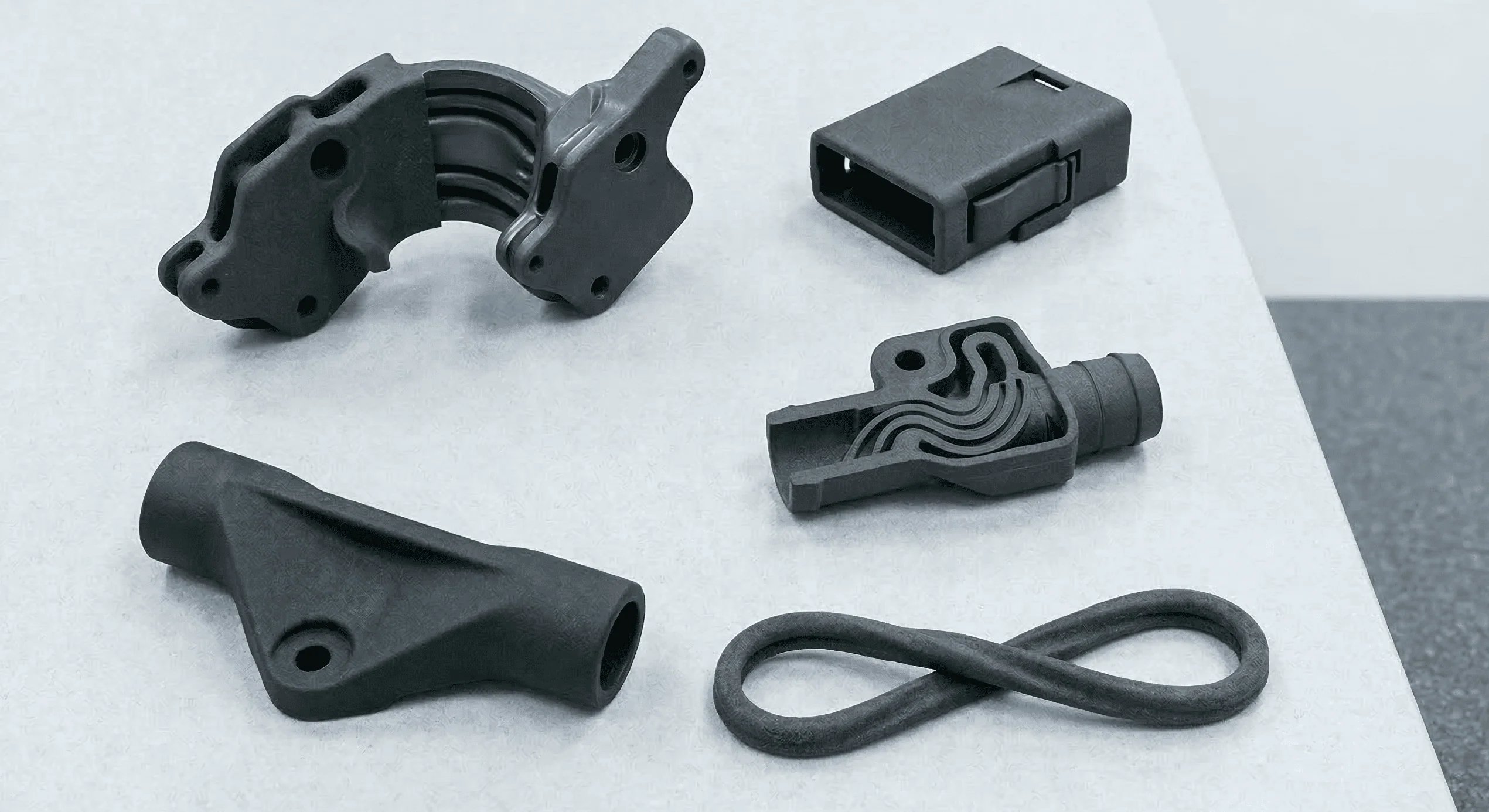
Günümüzde MJF, işlevsel nylon bileşenlerin, mühendislik prototiplerinin ve karmaşık geometrilere sahip kısa süreli üretim parçalarının üretiminde yaygın olarak kullanılmaktadır.
MJF 3D Baskı Nasıl Çalışır?
MJF 3D baskı prosesi; hassas, beş adımlı bir döngüyü takip eder:
- Toz Depozisyonu (Biriktirme): Bir tekrar kaplama (recoating) sistemi, termoplastik tozdan son derece homojen bir katmanı imalat platformu üzerinde yayar.
- Ergitme maddesinin uygulanması: Bir inkjet dizisi, katılaşması amaçlanan bölgelere bir ergitme maddesi bırakır. Eş zamanlı olarak, yanal ısı yayılımını sınırlamak ve kenarlarda keskinlik sağlamak için parça sınırları boyunca bir detaylandırma maddesi uygulanır.
- Füzyon (Ergitip Birleştirme): Kızılötesi radyasyon ile tüm baskı yüzeyi taranır. Ergitme maddesiyle doyurulmuş alanlar bu enerjiyi emer ve ergir, detaylandırma maddesi bulunan bölgeler ise birleşmeden kalır. Bu işlem katman katman tekrarlanır.
- Soğutma: Baskı, toz yatağı içinde kontrollü bir soğutma aşamasından geçer. Çevredeki birleşmemiş toz, çıkıntılı yapılara destek sağladığı için, MJF’de destek yapısı basılması gerekmez.
- Ardıl İşlemler: Baskı bloğu, kaynaşmamış tozun vakumla alındığı bir işleme istasyonuna taşınır. MJF’nin büyük bir avantajı, geri kazanılan bu tozun %80-85’inin geri dönüştürülerek gelecekteki baskılarda kullanılabilmesidir.
Multi Jet Fusion İçin Malzemeler
MJF malzemeleri iki ana kategoriye ayrılabilir:
- Sert (rijit) plastikler: Nylon PA 11, Nylon PA 12 ve PP
- Esnek plastikler: TPU (termoplastik poliüretan)

Aşağıdaki tabloda, MJF 3D baskıda kullanılan malzemelerin çoğu özetlenmiştir:
| Malzeme | Açıklama | XY, Z Çekme Mukavemeti | Shore Sertliği | Kullanım Yeri |
| PA 12 (Nylon 12) | Mükemmel mukavemet, tokluk, kimyasallara karşı direnç ve boyutsal kararlılığa sahip yaygın olarak kullanılan MJF malzemesi. | 48, 48 MPa | 80D | Endüstri standardıdır. İşlevsel prototipler, muhafazalar ve nihai kullanım parçaları için kullanılır. |
| PA 11 (Nylon 11) | PA 12’den daha yüksek süneklik ve darbe direncine sahip biyolojik bazlı polimer. | 52, 52 MPa | 80D | Geçmeli bağlantı bileşenleri ve hareketli menteşelerde kullanılan, üstün sünekliğe sahip biyolojik bazlı polimer. |
| PP (Polipropilen) | İyi darbe mukavemeti, esneklik, düşük nem emilimi ve mükemmel yorulma direncine sahip, hafif ve kimyasallara dirençli termoplastik. | 30, 30 MPa | 70D (tahmini) | Sıvı temaslı uygulamalar için yüksek kimyasal direnci ve düşük nem emme özelliği. |
| TPU (Termoplastik Poliüretan) | İyi aşınma ve yorulma direncine sahip esnek, elastik malzeme. | 9, 7 MPa | 88A | Esnek ve elastomerik; hareketli ve hareketsiz contalar, sızdırmazlık elemanları ve darbe emiciler için idealdir. |
| PA 12 (Nylon 12) Cam Dolgulu | Artırılmış sertlik (bükülmezlik), geliştirilmiş ısıl direnç ve azaltılmış çarpılmaya sahip takviyeli nylon. | 30, 30 MPa | 82D | Cam boncuk takviyesi, maksimum bükülmezlik ve ısı direnci sağlar. |
Shore sertlik değerlerinin önemi hakkında kapsamlı bir kılavuz için lütfen Plastikler ve Kauçuklar için Shore Sertliği başlıklı makalemize bakın.


MJF için Ardıl İşlemler ve Yüzey Kaliteleri
MJF ile üretilen standart parçalar, toz yatağından mat, hafif pütürlü bir dokuyla çıkar. Mühendisler belirli mekanik veya estetik gereklilikleri karşılamak için ikincil ardıl işlemler belirtirler.
Buharla düzgünleştirme gibi bazı yüzey ardıl işlem prosesleri, mekanik performansı iyileştirebilir ve yüzey gözenekliliğini azaltabilir.
Aşağıdaki tabloda, MJF 3D yazıcıda üretilen bir parçaya uygulanabilecek ardıl işlem seçenekleri özetlenmektedir:
| Proses | Amacı | Göreceli Maliyeti |
| Toz giderme ve cam küre kumlama | Kaynaşmamış (birleşmemiş) tozu giderir ve yüzeyi temizler | $ |
| Kimyasal Boyama (Dyeing) | Gözenekli nylon yüzeylere homojen renk verir | $ |
| Buharla düzgünleştirme | Yüzeyin sızdırmazlığını sağlar ve yüzey kalitesini iyileştirir | $$$ |
| Tamburlama | Pürüzlülüğü azaltır ve satene benzer bir yüzey kalitesi oluşturur | $$ |
| Boyama (painting) veya kaplama | Görünümü ve çevresel etkenlere direnci iyileştirir | $$$ |
| Metal kaplama | Elektriksel iletkenlik kazandırır ve dekoratif bir yüzey kalitesi sağlar | $$$ |


MJF 3D Baskının Avantajları ve Dezavantajları
Mühendisler MJF’yi diğer eklemeli veya geleneksel üretim yöntemleriyle karşılaştırırken, yüksek üretim hızı ve izotropik mukavemeti ile yapısal yüzey kalitesi ve malzeme sınırlamaları arasında bir değerlendirme yapmalıdır.
| Özellik | Avantajları | Dezavantajları |
| Mekanik | Neredeyse izotropik özellikler (%97-98 izotropi) | SLS’ye kıyasla sınırlı malzeme seçenekleri |
| Üretim | Daha hızlı soğutma ve yüksek üretim hızı | Daha yüksek başlangıç ekipman maliyeti |
| Estetik Görünüm | Pürüzsüz yüzey kalitesi ve keskin kenarlar | Doğal gri görünüm; renk için kimyasal boyama gerektirir |
| Tasarım | Destek yapılarına gerek yoktur | Minimum duvar (et) kalınlığı kısıtlamaları |
| Maliyet | Kalıp düzeneği gerektirmez; tozlar %80-85 oranında yeniden kullanılabilir | Hacim düşükse dış kaynak kullanımı gereklidir |
MJF’nin Temel Avantajları
- Kısa Ürün Teslim Süreleri: MJF ile standart SLS veya FDM iş akışları kolayca geride bırakılarak, 3 gün gibi kısa bir sürede üretime hazır sonuçlar elde edilebilir.
- Neredeyse İzotropik Mukavemet: FDM’nin aksine, MJF ile üretilen parçalar X, Y ve Z eksenlerinde neredeyse aynı çekme mukavemetine sahiptir (%97-98 izotropi), bu nedenle mevcut polimer prosesleri arasında mekanik olarak en tutarlı olanlardan biridir.
- Yüksek Verimlilik: Kızılötesi lamba ile tüm baskı/imalat alanı tek geçişte kaynaştırıldığı için, tam bir yatak dolusu parçayı basmak, tek bir parça basmakla neredeyse aynı süreyi alır.
- Tasarım Özgürlüğü: Parçayı çevreleyen kaynaşmamış (birleşmemiş) toz, doğal bir destek sistemi görevi görür. Bu, mühendislerin manuel destekleri kaldırma işlemine gerek kalmadan, karmaşık iç kanalları ve birbirine geçmeli montaj düzeneklerini basmalarına olanak tanır.
- Malzemelerin Yeniden Kullanılabilmesi: MJF ile her baskıdan sonra %80-85 toz geri dönüşüm oranı sağlanır (SLS için bu değer ~%50), bu da israfı önemli ölçüde azaltır ve parça başına maliyetleri düşürür.


MJF’nin Temel Dezavantajları
- Renk Sınırlamaları: Füzyon maddesi karbon siyahı içerdiğinden, standart MJF baskı parçalar doğal olarak kömür grisi rengindedir. Özel marka renkleri elde etmek için müteakip boyama veya kimyasal boyama gerekir.
- Sınırlı Polimer Seçenekleri: MJF, belirli polimer tozlarıyla (PA 11, PA 12, PP ve TPU) sınırlıdır. ULTEM, PETG veya ABS gibi özel filamentlere ihtiyacınız varsa, FDM kullanmanız gerekir.
- Yüzey Dokusu: MJF ile basıldığı haliyle parçalar, SLA veya PolyJet’ten daha pürüzlü, mat ve hafif pütürlü bir dokuya sahiptir. Enjeksiyon kalıplama pürüzsüzlüğünü elde etmek için buharla düzgünleştirme gibi ardıl işlemler gerekir.
MJF Baskı ve Enjeksiyon Kalıplama ile üretilen PA 12 Parçalar
| Faktör | MJF 3D Baskı | Enjeksiyon Kalıplama |
| Kalıp Maliyeti | Yok | Kalıp karmaşıklığına bağlı olarak 3.000 ila 100.000 ABD Doları veya üzeri |
| Ürün Teslim Süresi (İlk Parça) | 3 ila 7 gün | Kalıp imalatı dahil 4 ila 12 hafta |
| Tasarım Değişikliği Maliyeti | Yok. Güncellenmiş CAD dosyası yeniden dilimlenir (reslicing). | Kalıp modifikasyonu veya değiştirilmesi gerekir |
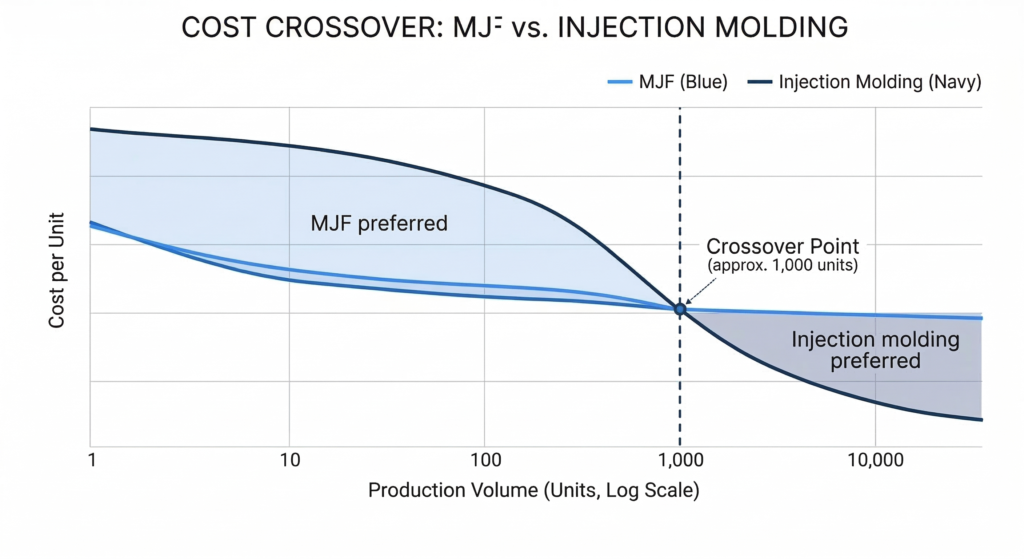
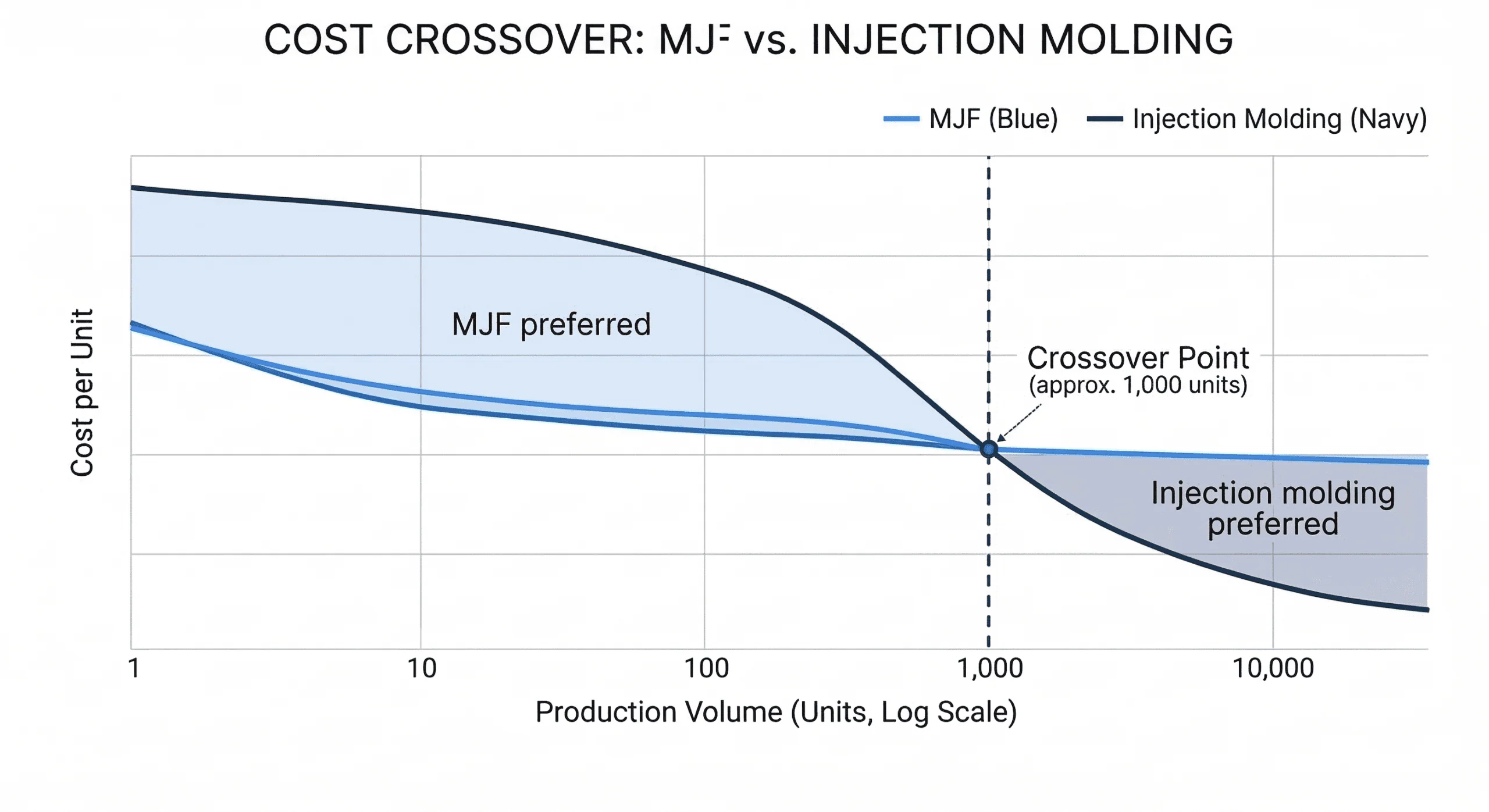
1.000 adetten az üretim için enjeksiyon kalıplamaya kıyasla MJF son derece uygun maliyetlidir.
MJF baskı ile üretilen PA 12 parçaların çekme mukavemeti, kalıplama ile üretilen PA 12 parçalara eşdeğer veya onlardan daha yüksektir ve %97-98 izotropi (tüm yönlerde eşit mukavemet) gibi belirgin bir avantaja sahiptir. Bununla birlikte, enjeksiyon kalıplama ile mikron altı yüzey kalitesine sahip tamamen gözeneksiz parçalar üretilirken, MJF’de ince mikro gözeneklilik korunur. MJF, kalıp maliyetlerini ve uzun teslim sürelerini tamamen ortadan kaldırarak, hızlı yinelemeler ve deneme üretimleri için üstün bir seçenek haline gelmiştir.
| Özellik | MJF PA 12 | Enjeksiyon Kalıplama PA 12 |
| Çekme mukavemeti | 48–52 MPa | ~42 MPa (akma, kuru) |
| Çekme modülü | ~1,8 GPa | ~1,45 GPa (kuru) |
| İzotropi | %97–98 | Anizotropik (dış katman-iç kısım) |
| Yüzey kalitesi | Mat, hafif pütürlü | Pürüzsüz ila mikron altı |
| Gözeneklilik | İnce mikro gözeneklilik | Tamamen gözeneksiz |
| İdeal üretim hacmi | 1–1.000 adet (kalıp gerekmez) | 1.000’den fazla adet (kalıp maliyeti amorti edilir) |
MJF 3D Baskı için Tasarım Kuralları
Tasarım için Hızlı Referans Tablosu
MJF’nin karmaşık geometrik kabiliyetlerinden yararlanmak ve ısıl çarpılmayı (deformasyonu) önlemek için CAD dosyaları aşağıdaki toleranslara göre optimize edilmelidir:
| Parametre | Minimum | Önerilen | Notlar |
| Yapı boyutu (X, Y, Z) | 0,5 mm | > 1,0 mm | 0,5 mm altındaki yapılarda baskı hatası veya toz giderme sırasında kayıp riski |
| Duvar (et) kalınlığı | 0,8 mm | 1,5 mm | Parçanın tamamında homojen kalınlık tercih edilir |
| Maksimum katı duvar bölümü | — | 7 mm veya daha az | Çöküntüleri önlemek için 7 mm’den daha kalın bölümlerin içi boşaltılmalıdır |
| Tahliye deliği çapı (içi boş parçalar) | 4 mm | 5 mm | Toz tahliyesi için karşılıklı yüzlerde en az iki delik |
| Tahliye deliklerinin aralığı (derin yapılar) | — | Her 12,7 mm’de bir | Derin kör deliklerde veya bağlantı yuvalarında toz birikmesini önler |
| Kabartma/oyma metin yüksekliği | 1,5 mm | >2,1 mm | Daha sığ delikler daha iyi temizlenir ve cam küre kumlama işleminden sonra daha net sonuçlar verir |
| Hareketli bağlantı boşluğu | 0,4 mm | 0,5 mm | Toz giderme işleminden sonra yerinde basılmış mekanizmaların serbest kalması için gereklidir |
| Boyutsal tolerans | ±0,3 mm | — | Kritik birleşme yüzeylerine 0,1 ila 0,2 mm işleme payı eklenmelidir |


MJF 3D baskı için daha detaylı tasarım ve malzeme önerileri için HP Multi Jet Fusion Tasarım Kılavuzu e-kitabımızı indirin.
Multi Jet Fusion ile Diğer 3D Baskı Proseslerinin Karşılaştırılması
3D baskı prosesi seçimi yaparken, performans, yüzey kalitesi, üretim hızı, malzeme ve üretim hacmi üzerinden bir karar vermek gerekir.
MJF, genellikle kalıp tabanlı üretimin maliyet etkin olmadığı, düşük ila orta hacimli işlevsel polimer bileşenlerin üretimi için tercih edilir.
Aşağıdaki tabloda, yaygın kullanılan 3D baskı prosesleri karşılaştırılmaktadır:
| Gereklilik | Önerilen Teknoloji |
| Karmaşık geometriye sahip işlevsel nylon parçalar | MJF / SLS |
| Pürüzsüz estetik görünümlü yüzeyler | SLA / PolyJet |
| Düşük maliyetle büyük termoplastik parçalar | FDM |
| Yüksek hacimli plastik üretimi | Enjeksiyon kalıplama |
| Metal parçalar | DMLS / SLM |
MJF ve SLS Karşılaştırması
Hem MJF hem de Selective Laser Sintering (SLS), destek yapıları olmadan işlevsel nylon bileşenlerin üretilebildiği toz yataklı füzyon teknolojileridir.
Ancak, bu teknolojiler enerji uygulama şekli bakımından farklılık gösterir.
| Özellik | MJF | SLS |
| Enerji kaynağı | Kızılötesi + kaynaştırma (fusing) maddesi | Lazer |
| Üretim hızı | Sıkışık baskılar için daha hızlı | Büyük baskılar için daha yavaş |
| Mekanik özellikleri | Neredeyse izotropik | Hafif anizotropik |
| Malzeme seçenekleri | Dar | Geniş |
Sıkça Sorulan Sorular
MJF ve SLS arasındaki fark nedir?
Her ikisi de toz yataklı füzyon prosesidir. Ancak SLS’de bir lazer kullanılarak kesitler nokta nokta sinterlenir (katılaştırılır), MJF’de ise bir inkjet dizisi ve kızılötesi lambalar kullanılarak tüm katmanlar anında kaynaştırılır. MJF daha yüksek üretim hızı, daha iyi izotropi (%97-98’e karşı ~%85-90) ve daha yüksek toz tekrar kullanılabilirliği (%80-85’e karşı ~%50) sağlar. SLS genellikle daha geniş bir özel malzeme portföyü sunar.
MJF ile hangi malzemeler kullanılabilir?
MJF, HP sertifikalı polimer tozlarıyla uyumludur. Bunlar: Mukavemet ve kimyasallara direnç için PA 12 (Nylon 12), daha yüksek süneklik için PA 11 (Nylon 11), artırılmış sertlik (bükülmezlik) için PA 12 Cam Boncuk Dolgulu, kimyasallara direnç için PP (Polipropilen) ve esnek, şok emici parçalar için TPU malzemeleridir. PA 12, en yaygın kullanılan MJF malzemesidir.
MJF 3D baskıda doğruluk ne düzeydedir?
MJF ile rutin olarak ±%0,3 (alt sınır ±0,3 mm) boyutsal toleranslarına ulaşılabilir. Makineler, 80 mikron (0,08 mm) katman kalınlığıyla 1200 DPI’da baskı yapar. Toleranslar, parça boyutuna, geometrisine ve baskı odasındaki yönüne bağlı olarak değişebilir.
MJF destek yapıları gerektirir mi?
Hayır. MJF, toz yataklı bir füzyon prosesidir; yani, kaynaşmamış toz, baskı sırasında parçayı destekler. Bu durum, özel destek yapılarına ihtiyaç duymadan karmaşık geometrilerin ve iç yapıların üretilmesine olanak tanır.
MJF ile üretilen parçalar nihai kullanıma yönelik parçalar olarak kullanılabilir mi?
Evet. MJF, sadece bir prototipleme teknolojisi değil, bir üretim imalat prosesidir. MJF ile üretilen parçalar, otomotiv iç mekanlarında, medikal cihazlarda, tüketici elektroniğinde, endüstriyel ekipmanlarda ve havacılık-uzay yer destek uygulamalarında nihai kullanım bileşenleri olarak kullanılır. Neredeyse izotropik mekanik özellikleri, tutarlı tekrarlanabilirliği ve üretim hızı sayesinde MJF, işlem başına tek birimden yaklaşık 1.000 birime kadar olan hacimlerde işlevsel parçaların üretimi için uygundur. Bu eşiğin üzerinde, genellikle enjeksiyon kalıplama birim başına daha uygun maliyetli hale gelir ancak MJF, geometrik olarak karmaşık parçalar veya hala tasarım değişiklikleri olması beklenen programlar için doğru seçim olmaya devam eder.




Comment(0)