 Europe
Europe  Türkiye
Türkiye 



Was ist der Multi Jet Fusion 3D-Druck?
Das MJF – Verfahren funktioniert durch das selektive Auftragen von Fusion Agents (Verschmelzungsmitteln) und Detailing Agents (wärmehemmenden Mitteln) auf eine Pulverschicht (wie Nylon, TPU oder PP) über ein Inkjet-Array (Tintenstrahldruckköpfe). Die Schicht wird danach schnell durch Infrarot-Heizelemente verschmolzen.
Da die Energie gleichzeitig auf die gesamte Bauoberfläche aufgebracht wird, kann MJF deutlich schnellere Produktionsgeschwindigkeiten erreichen als punktbasierte Laserprozesse. Das umgebende unverschmolzene Pulver stützt dabei überhängende Elemente, was es erlaubt, komplexe Geometrien ohne dedizierte Stützstrukturen zu zu drucken.
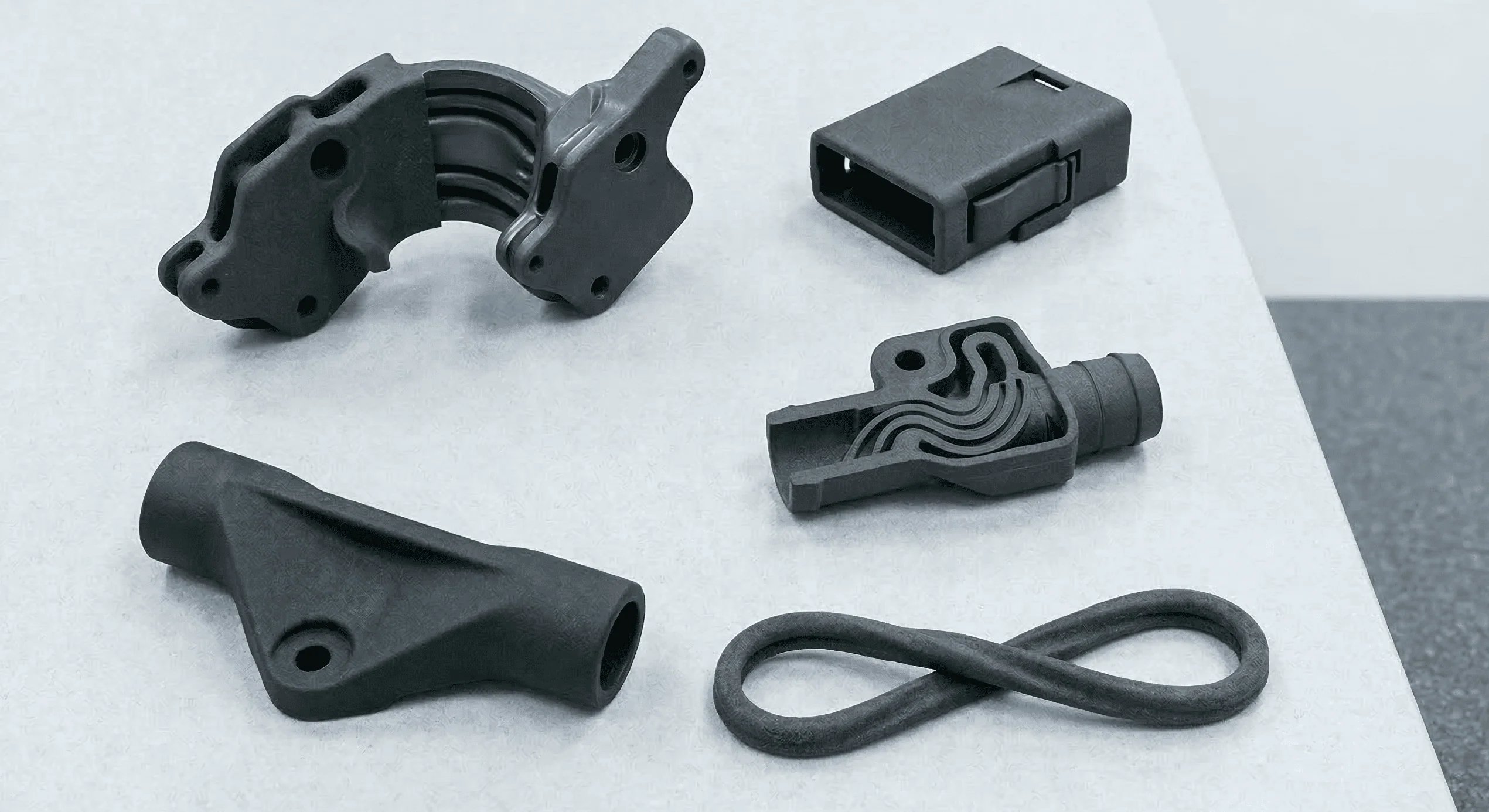
Heutzutage wird die MJF häufig für die Herstellung funktioneller Nylon-Komponenten, technischer Prototypen und von Kleinserienteilen mit komplexen Geometrien eingesetzt.
Wie Funktioniert Der MJF 3D-Druck?
Der MJF-3D-Druckprozess setzt sich aus einem sehr präzisen fünfstufigen Zyklus zusammen:
- Pulverablagerung: Ein System zur Wiederbedeckung verteilt eine sehr homogene Schicht aus thermoplastischem Pulver über die Bauplattform.
- Mittelauftrag: Ein Tintenstrahl-Array deponiert das Verschmelzungsmittel, den Fusing Agent, auf Bereiche, die verfestigt werden sollen. Gleichzeitig wird das wärmehemmende Mittel, der Detailing Agent, entlang der Grenzen des Teils aufgetragen, um die laterale Wärmeausbreitung einzugrenzen und scharfe Kanten zu gewährleisten.
- Verschmelzung: Infrarotstrahlung streicht nun über die gesamte Baufläche. Die mit dem Schmelzmittel gesättigten Bereiche absorbieren diese Energie und schmelzen, während die Bereiche mit dem Detailing Agent unfixiert bleiben. Dies wiederholt sich jetzt Schicht für Schicht.
- Abkühlen: Der Aufbau durchläuft eine kontrollierte Abkühlphase innerhalb des Pulverbetts. Da das umgebende unverschmolzene Pulver die überhängenden Elemente stützt, erfordert MJF keine gedruckten Stützstrukturen.
- Nachbearbeitung: Der gesamte Bau/Druckblock wird in eine Bearbeitungsstation bewegt, wo das nicht verschmolzene Pulver abgesaugt wird. Ein massiver Vorteil des MJF ist es, dass 80 bis 85 % des wiedergewonnenen Pulvers für zukünftige Druckvorgänge recycelt werden können.
Materialien für die Multi Jet Fusion
MJF-Materialien können in zwei Hauptkategorien unterteilt werden:
- Starre Kunststoffe: Nylon PA 11, Nylon PA 12 und PP.
- Flexible Kunststoffe: TPU (Thermoplastische Polyurethane).

Die folgende Tabelle fasst die meisten im MJF-3D-Druck genutzten Materialien zusammen.
| Material | Beschreibung | XY, Z Zugfestigkeit | Shore-Härte | Anwendungsfall |
| PA 12 (Nylon 12) | Häufig anzutreffendes MJF-Material mit ausgezeichneter Festigkeit, Zähigkeit, chemischer Beständigkeit und Formbeständigkeit. | 48, 48 MPa | 80D | Der Industriestandard. Wird für funktionale Prototypen, Gehäuse und Teile für die Endanwendung eingesetzt. |
| PA 11 (Nylon 11) | Biobasiertes Polymer mit höherer Formbarkeit und Schlagfestigkeit als PA 12. | 52, 52 MPa | 80D | Ein biobasiertes Polymer mit überlegener Formbarkeit für Schnappverbinder und lebende Scharniere. |
| PP (Polypropylen) | Leichter, chemisch beständiger Thermoplast mit guter Schlagfestigkeit, Flexibilität, geringer Feuchtigkeitsabsorption und exzellenter Ermüdungsbeständigkeit. | 30, 30 MPa | 70D (gesch.) | Hohe chemische Beständigkeit und geringe Feuchtigkeitsabsorption für Anwendung mit Flüssigkeitskontakt. |
| TPU (Thermoplastisches Polyurethan) | Flexibles, elastisches Material mit guter Abriebs- und Ermüdungsbeständigkeit. | 9, 7 MPa | 88A | Flexibel und wie ein Elastomer; ideal für Dichtungen, Abdichtungen und Stoßdämpfer. |
| PA 12 (Nylon 12) glasperlenverstärkt | Verstärktes Nylon mit erhöhter Steifigkeit, verbesserter Wärmebeständigkeit und verringerter Verformung. | 30, 30 MPa | 82D | Eine Verstärkung mit Glasperlen bietet maximale Steifigkeit und Wärmebeständigkeit. |
Für eine umfassende Anleitung zur Bedeutung der Shore-Härtegrade, schauen Sie sich bitte unseren Artikel Shore-Härte für Kunststoffe und Gummi an.


Nachbearbeitung und Veredelung für MJF
Standard-MJF-Teile verlassen das Pulverbett mit einer matten, leicht körnigen Textur. Für spezifische mechanische oder ästhetische Anforderungen, müssen die Konstrukteure sekundäre Nachbearbeitungsschritte festlegen.
Manche Veredelungsverfahren, wie zum Beispiel das Dampfglätten, können die mechanische Leistungsfähigkeit verbessern und die Oberflächenporosität vermindern.
Die folgende Tabelle fasst die Nachbearbeitungsschritte zusammen, die an einem mit MJF-3D-Druck durchgeführt werden können.
| Verfahren | Zweck | Relative Kosten |
| Pulver entfernen und Perlenstrahlen | Entfernt das unverschmolzene Pulver und reinigt die Oberfläche | $ |
| Färben | Gibt der porösen Nylonoberfläche eine gleichmäßige Farbe | $ |
| Dampfglätten | Versiegelt und veredelt die Oberfläche. | $$$ |
| Trommelpolieren | Reduziert die Rauheit und erzeugt eine samtige Oberflächengüte. | $$ |
| Lackieren oder Beschichten | Verbessert das Erscheinungsbild und die Umweltbeständigkeit | $$$ |
| Metallbeschichtung | Gewährt elektrische Leitfähigkeit und eine dekorative Oberflächenveredlung | $$$ |


Vor- und Nachteile des MJF-3D-Drucks
Bei der Bewertung des MJF im Vergleich mit anderen additiven oder traditionellen Fertigungsverfahren müssen Ingenieure die hohe Durchsatzrate und die isotrope Festigkeit gegen die inhärente Oberflächengüte und die Einschränkung bei der Materialauswahl abwägen.
| Merkmal | Vorteile | Nachteile |
| Mechanisch | Nahezu isotrope Eigenschaften (97-98% Isotropie) | Eingeschränkte Materialbibliothek vs. SLS |
| Produktion | Schnelleres Abkühlen und höherer Durchsatz | Höhere Erstausrüstungskosten |
| Ästhetik | Glatte Oberflächen und scharfe Kanten | Natürliches graues Finish; erfordert das Einfärben für eine Farbgebung |
| Design | Keine Stützstrukturen notwendig | Grenzen bei der minimalen Wandstärke |
| Kosten | Kein Werkzeugbau; 80 – 85% Wiederverwendbarkeit des Pulvers | Outsourcing erforderlich, wenn das Volumen gering ist |
Schlüsselvorteile des MJF
- Schnelle Vorlaufzeiten: MJF erreicht produktionsbereite Ergebnisse bereits in kaum mehr als drei Tagen, womit es Standardverfahren wie SLS oder FDM problemlos übertrifft.
- Nahezu isotrope Festigkeit: Im Gegensatz zum FMD, zeigen Teile aus der MJF nahezu identische Zugfestigkeit in der X-, Y- und Z‑Achse, wodurch es eines der mechanisch am konsistentesten Verfahren für Polymere ist.
- Hohe Produktivität: Da die Infrarotlampen den gesamten Baubereich in einem Durchgang verschmelzen, dauert es fast genauso lang, nur ein Teil zu drucken, wie ein ganzes Pulverbett auf einmal.
- Konstruktive Freiheit: Das umgebende Pulver agiert für ein Teil wie ein natürliches Stützsystem. Das erlaubt es den Konstrukteuren, komplexe innenliegende Kanäle und ineinandergreifende Baugruppen zu drucken, ohne die Stützen danach manuell entfernen zu müssen.
- Materialwiederverwendbarkeit: MJF erreicht eine Wiederverwendungsrate für Pulver von 80 bis 85 % nach jedem Druckvorgang (im Vergleich zu ~50% beim SLS), was den entstehenden Abfall signifikant senkt und damit die Pro-Teil-Kosten verringert.


Hauptnachteile des MJF
- Farbliche Einschränkungen: Da das Schmelzmittel Ruß enthält, sind die standardmäßig gedruckten Teile dunkelgrau. Um also bestimmte Markenfarben zu ermöglichen, ist es notwendig, eine sekundäre Lackierung oder Färbung durchzuführen.
- Begrenztes Polymerportfolio: MJF ist streng auf bestimmte Polymerpulver (PA 11, PA 12, PP und TPU) beschränkt. Benötigen Sie spezielle Filamente wie ULTEM, PETG oder ABS, ist der Einsatz des FDM-Verfahrens notwendig.
- Oberflächentextur: MJF‑Teile direkt aus dem Druck besitzen eine matte, leicht körnige Textur, die rauer als SLA oder PolyJet ist. Um die Glattheit eines Spritzgusses zu erreichen, erfordert es sekundäre Bearbeitungsschritte wie die Dampfglättung.
MJF-Druck- vs. Spritzguss- PA 12
| Werkzeug- kosten | Keine | 3.000 $ bis 100.000 $ + je nach Komplexität der Form |
| Vorlaufzeit (erstes Teil) | 3 bis 7 Tage | 4 bis 12 Wochen inkl. Werkzeugbau |
| Kosten einer Designänderung | Keine. Aktualisierte CAD-Datei muss neu gesliced werden. | Modifikation des Gusswerkzeugs oder kompletter Ersatz erforderlich |
Für Serien unter 1000 Einheiten steht das MJF in sehr starker Konkurrenz zum Spritzguss.
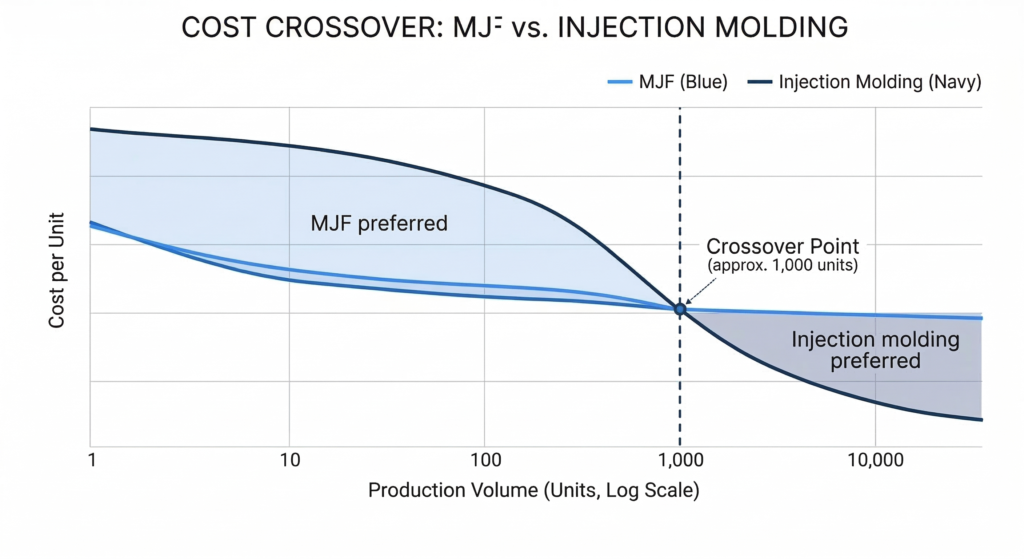
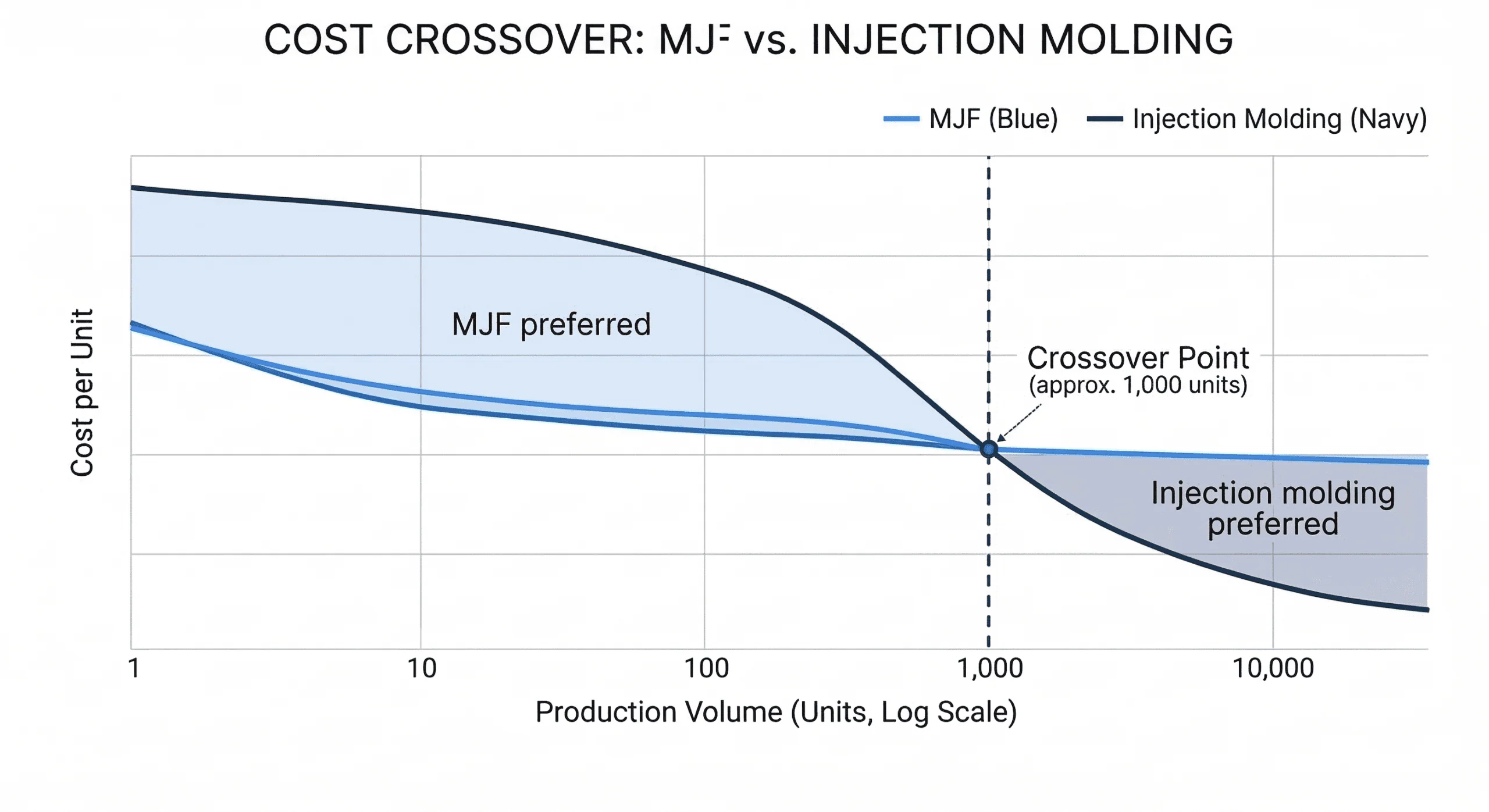
MJF-gedrucktes PA 12 entspricht oder übertrifft die Zugfestigkeit von gegossenem PA 12, und hat dabei den entscheidenden Vorteil von 97 bis 98% Isotropie (gleiche Festigkeit in alle Richtungen). Der Spritzguss hingegen produziert Massivteile mit Oberflächengüten im Submikronbereich, während MJF immer eine feine Mikroporosität behält. MJF eliminiert die Kosten für den Werkzeugbau sowie Vorlaufzeiten vollständig, weshalb es zur ersten Wahl für schnelle Iterationen oder die Brückenproduktion geworden ist.
| Eigenschaft | MJF PA 12 | PA 12 aus dem Spritzguss |
| Zugfestigkeit | 48–52 MPa | ~42 MPa (Streckgr., trocken) |
| Zugmodul | ~1.8 GPa | ~1.45 GPa (trocken) |
| Isotropie | 97–98% | Anisotrop (Hülle-Kern) |
| Oberflächengüte | Matt, leicht körnig | Glatt bis submikron |
| Porosität | Feine Mikroporosität | Massiv |
| Ideale Stückzahl | 1 – 1000 Stück (kein Werkzeugbau) | 1000+ Stück (zur Amortisierung des Werkzeugs) |
Designregeln für den MJF-3D-Druck
Schnellreferenztabelle für die Konstruktion
Um die komplexen geometrischen Fähigkeiten des MJF zu nutzen und dabei ein thermisch verursachtes Verziehen zu vermeiden, müssen CAD‑Dateien optimiert werden, um diesen Toleranzen zu entsprechen:
| Parameter | Minimum | Empfohlen | Anmerkung |
| Merkmalsgröße (X, Y, Z) | 0,5 mm | 1,0 mm+ | Merkmale unter 0,5 mm riskieren Druckfehler oder Verluste bei der Pulverentfernung. |
| Wandstärke | 0,8 mm | 1,5 mm | Gleichförmige Wandstärken im gesamten Teil bevorzugt |
| Maximaler fester Wandabschnitt | — | 7 mm oder weniger | Sektionen mit mehr als 7 mm sollten ausgehöhlt werden um Einfallstellen zu vermeiden. |
| Drainageöffnungs- durchmesser (Hohlteile) | 4 mm | 5 mm | Mindestens zwei Löcher auf gegenüberliegenden Seiten für die Pulverableitung |
| Abstand d. Drainageöffnungen (tiefe Merkmale) | — | Alle 12,7 mm | Vermeidet die Pulveransammlung in Blindlöchern oder in Bossen |
| Höhe von erhabener / versenkter Schrift | 1,5 mm | 2,1 mm+ | Ein flacheres Relief reinigt sich besser und liefert schärfere Ergebnisse nach dem Perlenstrahlen |
| Abstand v. beweglichen Gelenken | 0,4 mm | 0,5 mm | Erforderlich für An-den-Ort-gedruckte Mechanismen, um nach der Pulverentfernung sauber zu sein. |
| Maßtoleranz | ±0,3 mm | — | Fügen Sie 0,1 bis 0,2 Bearbeitungszugabe für kritische Passflächen hinzu. |


Für tiefergehende Design- und Materialrichtlinien für den MJF-3D-Druck laden Sie sich under HP Multi Jet Fusion – Design – eBook herunter.
Multi Jet Fusion im Vergleich mit Anderen 3D-Druckverfahren
Die Auswahl des richtigen 3D-Druckverfahrens beinhaltet immer Kompromisse bezüglich Leistung, Oberflächengüte, Durchsatz, Material und Größe der zu fertigenden Serien.
Die MJF wird oft für kleine bis mittelgroße Serien mit funktionalen Polymerteilen ausgewählt, bei denen eine auf Werkzeugen basierende Fertigung nicht kosteneffektiv wäre.
Die folgende Tabelle vergleicht die am häufigsten auftretenden 3D-Druckverfahren:
| Anforderung | Empfohlenes Verfahren |
| Funktionale Nylonteile mit komplexen Geometrien | MJF / SLS |
| Glatte kosmetische Oberflächen | SLA / PolyJet |
| Große Teile aus Thermoplasten bei geringen Kosten | FDM |
| Kunststoffproduktion in Großserie | Spritzguss |
| Metallteile | DMLS / SLM |
MJF vs. SLS
Sowohl MJF als auch das Selektive Lasersintern (SLS) sind Pulverbettschmelzverfahren, die in der Lage sind, funktionale Nylonkomponenten ohne Stützstrukturen herzustellen.
Dennoch unterscheiden sich die Verfahren darin, wie die Energie eingebracht wird.
| Merkmal | MJF | SLS |
| Energiequelle | Infrarot + Schmelzmittel | Laser |
| Produktionsgeschwindigkeit | Schneller bei dicht gepackten Bauräumen | Langsamer für größere Bauvolumen |
| Mechanische Eigenschaften | Nahezu Isotrop | Leicht Anisotrop |
| Materialumfang | Kleiner | Größer |
FAQs
Worin liegt der Unterschied zwischen MJF und SLS?
Beide sind Pulverbettschmelzverfahren. SLS nutzt jedoch Laser, um den Querschnitt Punkt für Punkt zu sintern, während im MJF ein Tintenstrahlarray und Infrarotlampen die Lampen sofort verschmelzen. MJF erzeugt dadurch einen höheren Durchsatz, eine bessere Isotropie (97 bis 98% statt 85 bis 90%) sowie eine höhere Wiederverwendbarkeit des Pulvers (80 bis 85 % im Gegensatz zu ~50%). SLS bietet hingegen ein breiteres Portfolio an Spezialmaterialien an.
Welche Materialien können mit MJF verwendet werden?
MJF ist kompatibel mit verschiedenen von HP zertifizierten Materialien: PA 12 (Nylon 12) für Festigkeit und Chemikalienbeständigkeit, PA 11 (Nylon 11)für eine bessere Formbarkeit, PA 12 mit Glasperlen für mehr Steifigkeit, PP (Polypropylen) für Chemikalienbeständigkeit und TPU für flexible, stoßabsorbierende Teile. PA 12 ist das am häufigsten verwendete MJF-Material.
Wie genau ist der MJF-3D-Druck?
MJF erreicht routinemäßig Maßtoleranzen von ±0,3% (mit einer Untergrenze von ±0,3 mm). Die Maschine druckt dabei mit 1200 DPI und einer Schichtdicke von 80 Mikron (0,08 mm). Die Toleranzen können je nach Bauteilgröße, Geometrie und Ausrichtung in der Baukammer variieren.
Braucht das MJF Stützstrukturen?
Nein, denn das MJF ist ein Pulverbettschmelzverfahren, was bedeutet, dass unverschmolzenes Pulver die verschmolzenen Teile während des Drucks abstützt. Dies erlaubt es, dass komplexe Geometrien und innenliegende Strukturen ohne dedizierte Stützstrukturen erzeugt werden können.
Kann MJF für Teile für die Endproduktion verwendet werden?
Ja. MJF ist ein Fertigungsverfahren für die Produktion, und nicht nur für das Prototyping. MJF-Teile werden zum Beispiel in Endanwendungen in Automobilinnenräumen, medizinischen Geräten, Unterhaltungselektronik, Industrieausstattung und Bodenunterstützungsanwendungen in der Luft- und Raumfahrt eingesetzt. Die nahezu isotropen Materialeigenschaften, die konsistente Wiederholbarkeit und auch der Produktionsdurchsatz sorgen für die Eignung des MJF für funktionale Produktionsteile in Stückzahlen, die vom Einzelstück bis hin zu ungefähr 1000 Stück reichen können. Oberhalb dieser Schwelle wird der Spritzguss in der Regel kostengünstiger pro Einheit, aber die MJF bleibt die richtige Wahl für geometrisch komplexe Teile oder Programme, bei denen Veränderungen im Entwurf immer noch erwartet werden.






Comment(0)