 Europe
Europe  Türkiye
Türkiye 



Qu’est-ce que l’impression 3D Multi Jet Fusion ?
La technologie MJF fonctionne en appliquant sélectivement des agents de fusion et de détaillage sur des couches de poudre (telles que le Nylon, le TPU ou le PP) au moyen d’une tête d’impression à jets d’encre, lesquelles sont ensuite rapidement fusionnées par des éléments chauffants infrarouges.
L’énergie étant appliquée sur l’ensemble de la surface de construction simultanément, le MJF permet d’atteindre des vitesses de production nettement supérieures à celles des procédés laser point par point. La poudre non fusionnée environnante soutient naturellement les éléments en surplomb, permettant la réalisation de géométries complexes sans structures de support dédiées.
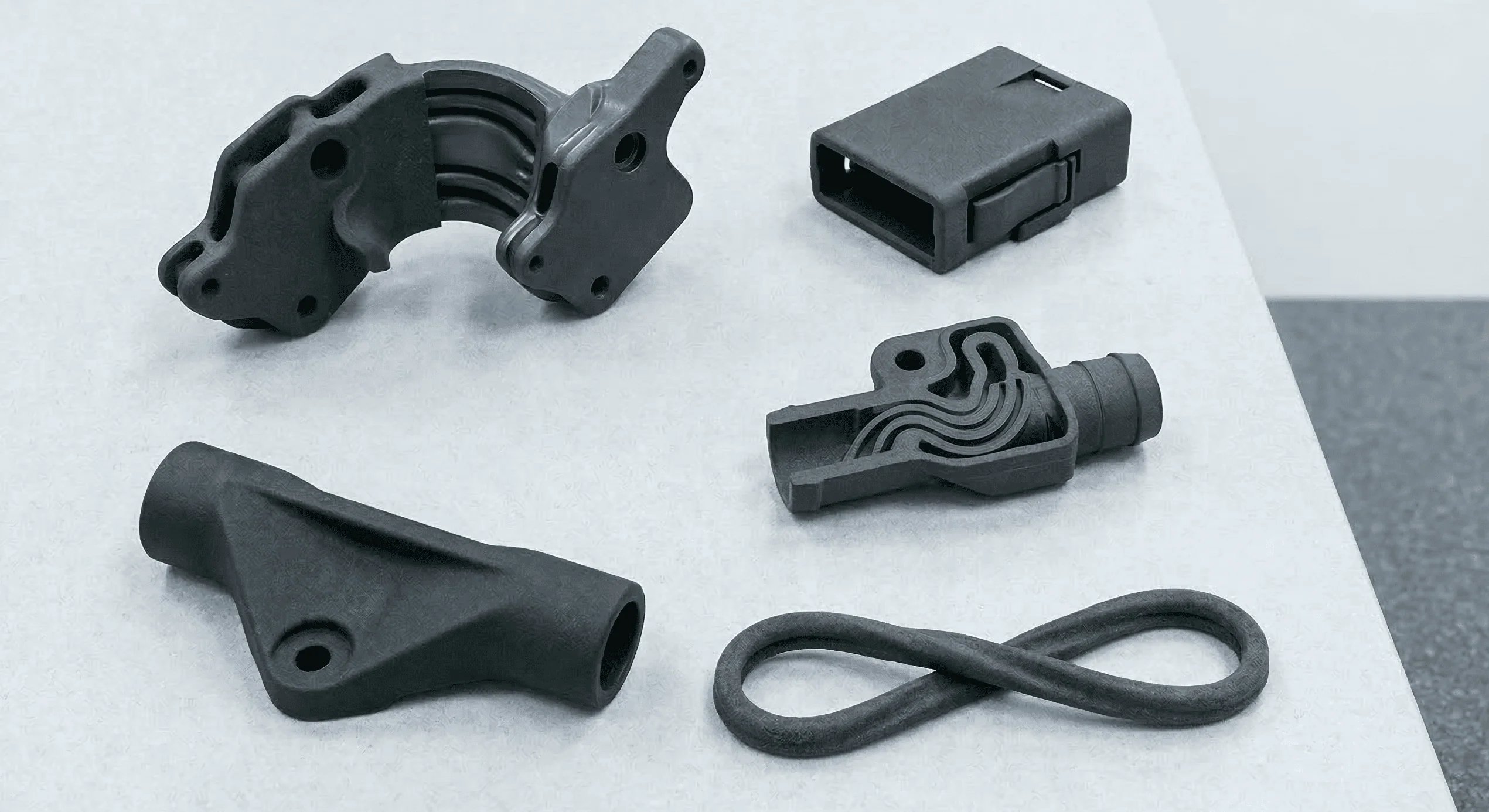
Aujourd’hui, le MJF est largement utilisé pour la fabrication de composants fonctionnels en nylon, de prototypes d’ingénierie et de pièces de petite série présentant des géométries complexes.
Comment fonctionne l’impression 3D Multi Jet Fusion ?
Le procédé d’impression 3D MJF suit un cycle précis en cinq étapes :
- Dépôt de poudre : un système de recouvrement étale une couche hautement uniforme de poudre thermoplastique sur la plateforme de construction.
- Application des agents : une tête d’impression à jets d’encre dépose un agent de fusion sur les zones destinées à se solidifier. Simultanément, un agent de détaillage est appliqué le long des contours de la pièce afin de limiter la diffusion thermique latérale et de garantir des arêtes nettes.
- Fusion : un rayonnement infrarouge balaie l’ensemble de la surface de construction. Les zones saturées en agent de fusion absorbent cette énergie et fondent, tandis que les zones traitées à l’agent de détaillage restent non fusionnées. Ce cycle se répète couche par couche.
- Refroidissement : la construction subit une phase de refroidissement contrôlé au sein du lit de poudre. La poudre non fusionnée environnante soutenant les éléments en surplomb, le MJF ne nécessite aucune structure de support imprimée.
- Post-traitement : le bloc de construction est transféré vers un poste de traitement où la poudre non fusionnée est aspirée. L’un des atouts majeurs du MJF est que 80 à 85 % de la poudre récupérée peut être recyclée pour des constructions ultérieures.
Matériaux pour le Multi Jet Fusion
Les matériaux MJF se répartissent en deux grandes catégories :
- Plastiques rigides : Nylon PA 11, Nylon PA 12 et PP
- Plastiques flexibles : TPU (polyuréthane thermoplastique)

Le tableau ci-dessous récapitule la plupart des matériaux utilisés en impression 3D MJF :
| Matériau | Description | Résistance à la traction XY, Z | Dureté Shore | Cas d’utilisation |
| PA 12 (Nylon 12) | Matériau MJF courant offrant une excellente résistance mécanique, une ténacité élevée, une bonne résistance chimique et une stabilité dimensionnelle optimale. | 48, 48 MPa | 80D | La référence de l’industrie. Utilisé pour les prototypes fonctionnels, les boîtiers et les pièces destinées à l’utilisation finale. |
| PA 11 (Nylon 11) | Polymère biosourcé offrant une ductilité et une résistance aux chocs supérieures à celles du PA 12. | 52, 52 MPa | 80D | Polymère biosourcé à ductilité supérieure, adapté aux composants à encliquetage et aux charnières flexibles. |
| PP (Polypropylène) | Thermoplastique léger et chimiquement résistant, offrant une bonne résistance aux chocs, une flexibilité élevée, une faible absorption d’humidité et une excellente résistance à la fatigue. | 30, 30 MPa | 70D (est.) | Résistance chimique élevée et faible absorption d’humidité pour les applications en contact avec des fluides. |
| TPU (polyuréthane thermoplastique) | Matériau flexible et élastique offrant une bonne résistance à l’abrasion et à la fatigue. | 9, 7 MPa | 88 A | Flexible et élastomère ; idéal pour les joints d’étanchéité, les joints plats et les amortisseurs. |
| PA 12 (Nylon 12) chargé de billes de verre | Nylon renforcé offrant une rigidité accrue, une meilleure résistance thermique et un retrait réduit. | 30, 30 MPa | 82D | Le renforcement par billes de verre confère une rigidité et une résistance thermique maximales. |
Pour un guide complet sur la signification des indices de dureté Shore, veuillez consulter notre article Dureté Shore pour les plastiques et les caoutchoucs.


Post-traitements et finitions pour le MJF
Les pièces MJF standard sortent du lit de poudre avec une texture mate et légèrement granuleuse. Pour répondre à des exigences mécaniques ou esthétiques spécifiques, les ingénieurs spécifient des opérations de post-traitement secondaires.
Certains procédés de finition, tels que le lissage à la vapeur, peuvent également améliorer les performances mécaniques et réduire la porosité de surface.
Le tableau ci-dessous récapitule les opérations de post-traitement applicables à une pièce imprimée en 3D par MJF :
| Procédé | Objectif | Coût relatif |
| Dépoudrage et microbillage | Élimine la poudre non fusionnée et nettoie la surface | $ |
| Teinture | Ajoute une couleur uniforme à des surfaces de nylon poreuses | $ |
| Lissage à la vapeur | Scelle la surface et améliore l’état de surface | $$$ |
| Tribofinition | Réduit la rugosité et confère un aspect satiné | $$ |
| Peinture ou revêtement | Améliore l’aspect visuel et la résistance aux conditions environnementales | $$$ |
| Revêtement métallique | Confère une conductivité électrique ou une finition décorative | $$$ |


Avantages et inconvénients de l’impression 3D MJF
Lors de l’évaluation du MJF par rapport aux autres procédés de fabrication additive ou conventionnels, les ingénieurs doivent mettre en balance son débit élevé et sa résistance isotrope avec ses limitations intrinsèques en termes d’état de surface et de choix de matériaux.
| Élément | Avantages | Inconvénients |
| Mécanique | Propriétés quasi isotropes (97–98 % d’isotropie) | Gamme de matériaux limitée par rapport au SLS |
| Production | Refroidissement rapide et débit élevé | Coût d’investissement initial élevé |
| Esthétique | État de surface lisse et arêtes nettes | Finition grise naturelle ; nécessite une teinture pour l’obtention de couleurs |
| Design | Aucune structure de support nécessaire | Contraintes d’épaisseur de paroi minimale |
| Coût | Sans outillage ; recyclabilité de la poudre à 80–85 % | Externalisation nécessaire pour les faibles volumes |
Principaux avantages du MJF
Délais d’exécution rapides : le MJF permet d’obtenir des résultats prêts à la production en aussi peu que 3 jours, dépassant aisément les flux de travail SLS ou FDM standard.
Résistance quasi isotrope : contrairement au FDM, les pièces MJF présentent une résistance à la traction quasi identique selon les axes X, Y et Z (97 à 98 % d’isotropie), ce qui en fait l’un des procédés polymères les plus homogènes mécaniquement disponibles sur le marché.
Productivité élevée : la lampe infrarouge fusionnant l’ensemble de la zone de construction en un seul passage, l’impression d’un plateau complet de pièces prend sensiblement le même temps que l’impression d’une seule pièce.
Liberté de design : la poudre non fusionnée entourant la pièce joue le rôle d’un système de support naturel. Cela permet aux ingénieurs d’imprimer des canaux internes complexes et des assemblages à encastrement sans retrait manuel des supports.
Recyclabilité des matériaux : le MJF atteint un taux de recyclage de la poudre de 80 à 85 % après chaque cycle de fabrication (contre environ 50 % pour le SLS), réduisant significativement les déchets et diminuant le coût unitaire.


Principaux inconvénients du MJF
- Limitations chromatiques : l’agent de fusion contenant du noir de carbone, les pièces MJF standard en sortie d’impression présentent naturellement une teinte gris anthracite. L’obtention de couleurs spécifiques à une marque nécessite une peinture ou une teinture secondaire.
- Gamme de polymères limitée : le MJF est strictement limité à des poudres polymères spécifiques (PA 11, PA 12, PP et TPU). Si des filaments spéciaux tels que l’ULTEM, le PETG ou l’ABS sont requis, le recours au FDM est nécessaire.
- État de surface : les pièces MJF en sortie d’impression présentent une texture mate et légèrement granuleuse, plus rugueuse que celle obtenue par SLA ou PolyJet. L’obtention d’un état de surface comparable à celui de l’injection plastique nécessite un post-traitement secondaire tel que le lissage à la vapeur.
PA 12 imprimé par MJF vs. PA 12 moulé par injection
| Coût de l’outillage | Aucun | Entre 3000 $ et + de 100 000 $ selon la complexité du moule |
| Délai d’exécution (première pièce) | De 3 à 7 jours | 4 à 12 semaines, outillage inclus |
| Coût de modification de design | Aucun. Recalcul des tranches du fichier CAO mis à jour | Modification ou remplacement du moule nécessaire |
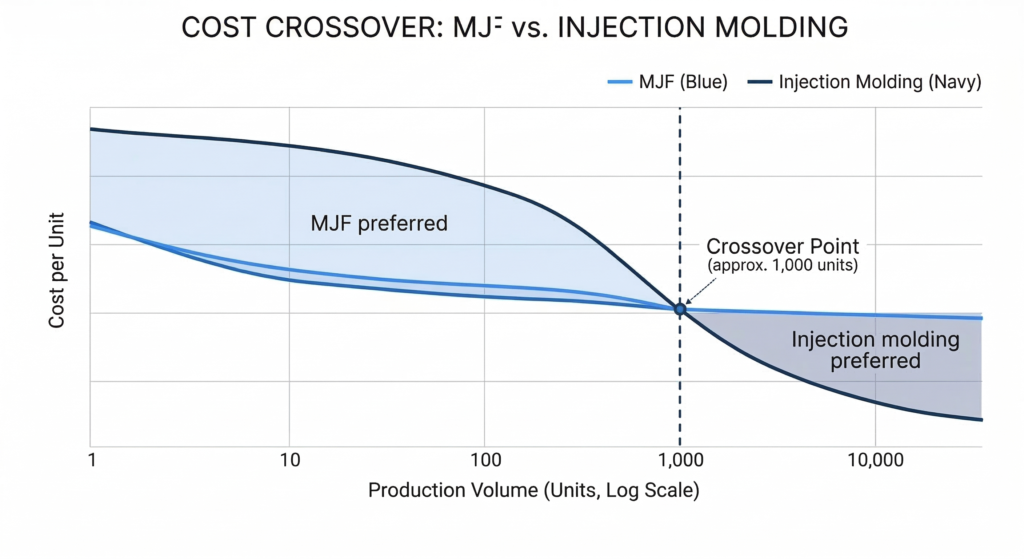
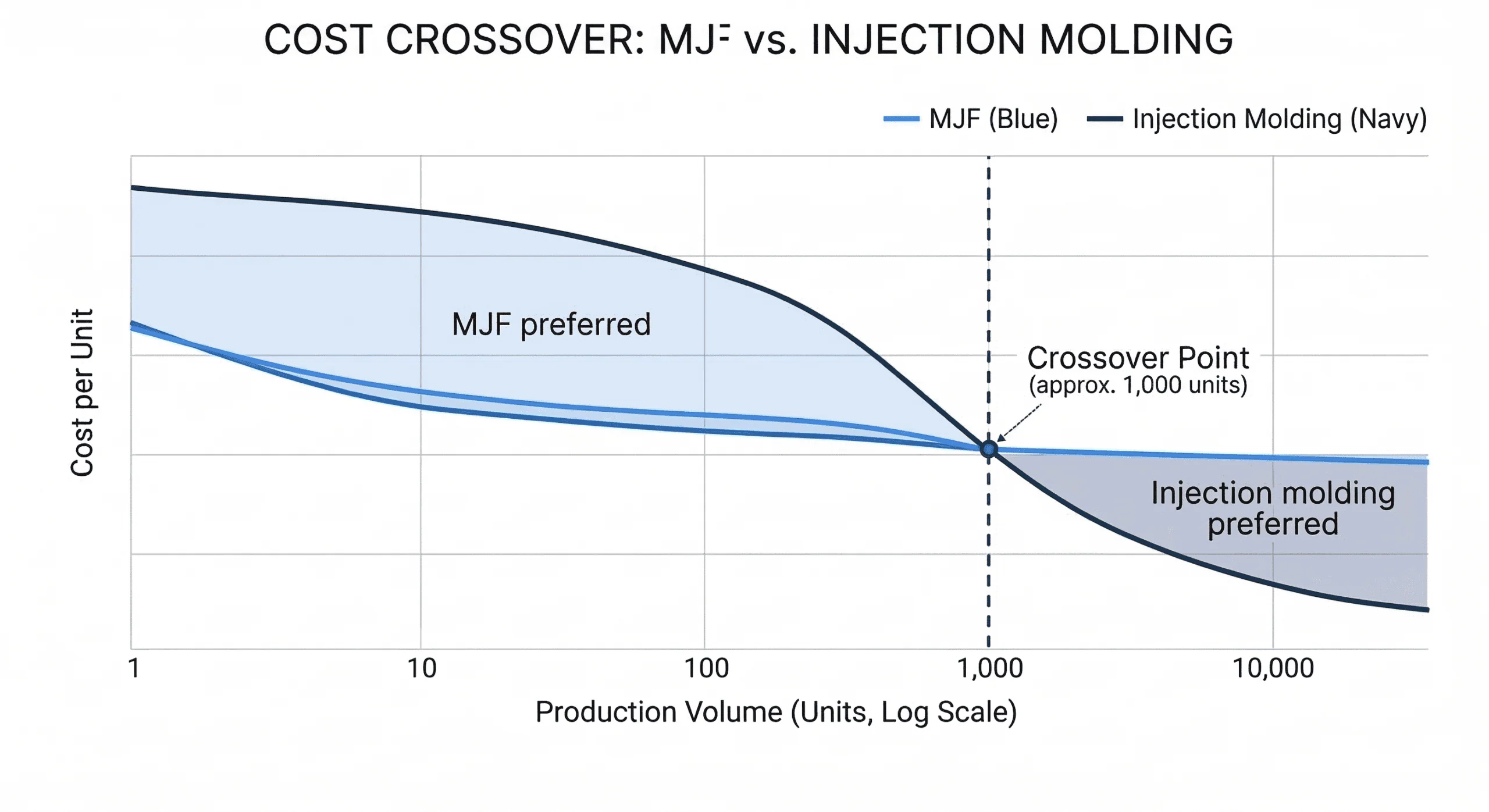
Pour les séries de production inférieures à 1000 unités, le MJF est très compétitif face à l’injection plastique.
Le PA 12 imprimé par MJF égale ou dépasse la résistance à la traction du PA 12 moulé, avec l’avantage distinct d’une isotropie de 97 à 98 % (résistance identique dans toutes les directions). Cependant, le moulage par injection produit des pièces entièrement denses avec des états de surface inférieurs au micron, tandis que le MJF conserve une microporosité fine. Le MJF élimine totalement les coûts d’outillage et les délais associés, ce qui en fait le choix privilégié pour les itérations rapides et la production en pont.
| Propriété | MJF PA 12 | PA 12 moulé par injection |
| Résistance à la traction | 48 à 52 MPa | ~42 MPa (limite d’élasticité, à sec) |
| Module de traction | ~1,8 GPa | ~1,45 GPa (à sec) |
| Isotropie | 97 à 98 % | Anisotrope (peau-cœur) |
| État de surface | Mat, légèrement granuleux | Lisse à inférieur au micron |
| Porosité | Micro-porosité fine | Entièrement dense |
| Volume idéal | 1 à 1000 unités (sans outillage) | 1000 unités et plus (outillage amorti) |
Règles de design pour l’impression 3D MJF
Tableau de référence rapide pour le design
Afin d’exploiter les capacités géométriques complexes du MJF et de prévenir le gauchissement thermique, les fichiers CAO doivent être optimisés conformément à ces tolérances :
| Paramètre | Minimum | Recommandé | Remarques |
| Taille de l’élément (X, Y, Z) | 0,5 mm | + de 1,0 mm | Les éléments inférieurs à 0,5 mm risquent de ne pas être imprimés correctement ou d’être perdus lors du dépoudrage |
| Épaisseur de paroi | 0,8 mm | 1,5 mm | Épaisseur uniforme recommandée sur l’ensemble de la pièce |
| Section de paroi pleine maximale | — | 7 mm ou moins | Les sections d’épaisseur supérieure à 7 mm doivent être évidées pour prévenir les retassures |
| Diamètre des orifices de drainage (pièces creuses) | 4 mm | 5 mm | Deux orifices minimum sur des faces opposées pour l’évacuation de la poudre |
| Espacement des orifices de drainage (éléments profonds) | — | Tous les 2,7 mm | Empêche l’accumulation de poudre dans les trous borgnes profonds ou les bossages |
| Hauteur des textes en relief/en creux | 1,5 mm | + de 2,1 mm | Un relief moins prononcé se nettoie mieux et produit des résultats plus nets après microbillage |
| Jeu des liaisons mobiles | 0,4 mm | 0,5 mm | Nécessaire pour que les mécanismes imprimés en place soient libres après dépoudrage |
| Tolérance dimensionnelle | ±0,3 mm | — | Prévoir une surépaisseur d’usinage de 0,1 à 0,2 mm sur les surfaces d’assemblage critiques |


Pour des recommandations approfondies en matière de design et de choix de matériaux pour l’impression 3D MJF, téléchargez notre guide de design HP Multi Jet Fusion au format eBook.
Le Multi Jet Fusion comparé aux autres procédés d’impression 3D
Le choix d’un procédé d’impression 3D implique des compromis entre performances, état de surface, débit, gamme de matériaux et volume de production.
Le MJF est souvent retenu pour la production de faible à moyenne série de composants polymères fonctionnels, lorsque la fabrication par outillage n’est pas rentable.
Le tableau ci-dessous compare les procédés d’impression 3D courants :
| Contrainte | Technologie recommandée |
| Pièces en nylon fonctionnelles à géométrie complexe | MJF / SLS |
| Surfaces cosmétiques lisses | SLA / PolyJet |
| Pièces thermoplastiques de grande dimension à faible coût | FDM |
| Production plastique en grande série | Moulage par injection |
| Pièces métalliques | DMLS / SLM |
MJF vs SLS
Le MJF et le frittage laser sélectif (SLS) sont tous deux des technologies de fusion sur lit de poudre capables de produire des composants en nylon fonctionnels sans structures de support.
Cependant, ces technologies diffèrent dans leur mode d’application de l’énergie.
| Élément | MJF | SLS |
| Source d’énergie | Infrarouge + agent de fusion | Laser |
| Vitesse de production | Plus rapide pour les constructions densément chargées | Plus lent pour les grandes constructions |
| Propriétés mécaniques | Quasi isotrope | Légèrement anisotrope |
| Gamme de matériaux | Plus petit | Plus large |
FAQ
Quelle est la différence entre le MJF et le SLS ?
Les deux procédés appartiennent à la famille de la fusion sur lit de poudre. Cependant, le SLS utilise un laser pour fritter les sections transversales point par point, tandis que le MJF utilise une tête d’impression à jets d’encre et des lampes infrarouges pour fusionner des couches entières instantanément. Le MJF offre un débit supérieur, une meilleure isotropie (97 à 98 % contre environ 85 à 90 %) et une recyclabilité de la poudre plus élevée (80 à 85 % contre environ 50 %). Le SLS offre généralement une gamme plus étendue de matériaux spéciaux.
Quels matériaux peuvent être utilisés avec le MJF ?
Le MJF est compatible avec les poudres polymères certifiées HP : le PA 12 (Nylon 12) pour la résistance mécanique et la résistance chimique, le PA 11 (Nylon 11) pour une ductilité supérieure, le PA 12 chargé de billes de verre pour une rigidité accrue, le PP (polypropylène) pour la résistance chimique et le TPU pour les pièces flexibles et amortissantes. Le PA 12 est le matériau MJF le plus couramment utilisé.
Quelle est la précision de l’impression 3D MJF ?
Le MJF atteint couramment des tolérances dimensionnelles de ±0,3 % (avec une valeur minimale de ±0,3 mm). Les machines impriment à 1 200 DPI avec une épaisseur de couche de 80 microns (0,08 mm). Les tolérances peuvent varier en fonction de la taille de la pièce, de sa géométrie et de son orientation dans la chambre de fabrication.
Le MJF nécessite-t-il des structures de support ?
Non. Le MJF est un procédé de fusion sur lit de poudre, ce qui signifie que la poudre non fusionnée soutient la pièce pendant l’impression. Cela permet de produire des géométries complexes et des structures internes sans structures de support dédiées.
Les pièces MJF peuvent-elles être utilisées comme pièces de production destinées à l’utilisation finale ?
Oui. Le MJF est un procédé de fabrication en production et pas seulement une technologie de prototypage. Les pièces MJF sont utilisées comme composants destinés à l’utilisation finale dans les intérieurs automobiles, les dispositifs médicaux, l’électronique grand public, les équipements industriels et les applications de support au sol de l’aérospatiale. Les propriétés mécaniques quasi isotropes, la répétabilité constante et le débit de production du MJF en font un procédé adapté aux pièces de production fonctionnelles, pour des volumes allant de l’unité à environ 1000 pièces par série. Au-delà de ce seuil, l’injection plastique devient généralement plus rentable au niveau du coût unitaire, mais le MJF reste le choix approprié pour les pièces géométriquement complexes ou les programmes pour lesquels des modifications de design sont encore attendues., but MJF remains the right choice for geometrically complex parts or programs where design changes are still expected.





Comment(0)