 Europe
Europe  Türkiye
Türkiye 


Eğiklik (angularity), Geometrik Boyutlandırma ve Toleranslandırma (GD&T) sisteminde bir yapının (özelliğin) diğer bir yapıya göre yönelimini (orientation) kontrol eden geometrik bir toleranstır. ASME Y14.5 standardında tanımlanan 14 standart GD&T toleransından biridir.
GD&T toleransları genel olarak beş farklı gruba ayrılır: şekil (form), yönelim (orientation), konumlandırma (location), profil ve kaçıklık (runout). Eğiklik toleransı; paralellik (parallelism) ve diklik (perpendicularity) ile birlikte yönelim grubu altında yer alır.
Bu makalede; eğiklik toleransının önemi, uygulama alanları, ölçüm yöntemleri ve konuyla ilgili diğer kritik başlıklara odaklanacağız.
Eğiklik (Angularity) Nedir?
Eğiklik; bir yapının (yüzey, eksen veya merkez düzlemi) bir datuma (referansa) göre belirli bir açıda olması gereken yönelimini kontrol eden geometrik bir toleranstır. Açılı bir yönelim tek başına var olamayacağından, eğiklik toleransı her zaman bir referans yapıya (datuma) göre tanımlanmalıdır.
Paralellik ve diklik, yapılar birbirine tam olarak 0° veya 90° açıyla durduğunda kullanılırken; eğiklik, bu açılar dışındaki tüm dar ve geniş açılar için kullanılır.
Eğiklik toleransını standart bir açısal boyut toleransıyla (ör. ±2°) karıştırmak sık yapılan bir tasarım hatasıdır. Eğiklik tolerans bölgesi, yapısı gereği “açısal” bir bölge değildir. Aksine, hedef açı bir temel boyut (teorik olarak tam ve kesin bir açı) haline gelir ve eğiklik tanımı, bu temel açının etrafında homojen bir tolerans bölgesi oluşturur. Bu bölge, yapının datuma göre nerede yer alabileceğini sınırlandırarak yönelimini dolaylı yoldan kontrol eder.
Toleransın uygulandığı yapıya bağlı olarak eğiklik; iki paralel düzlemden oluşan 3 boyutlu bir tolerans bölgesi veya silindirik bir bölge oluşturur. Genellikle bir yüzeyi, bir referans yüzeye veya eksene göre kontrol etmek için kullanılır ancak bir ekseni veya merkez düzlemini kontrol etmek için de uygulanabilir. Bu farklı türler yüzey eğikliği, eksen eğikliği ve merkez düzlemi eğikliği olarak adlandırılır.
Belirli senaryolarda, yönelimin pozisyon toleransının tek başına sağladığından daha sıkı bir şekilde kontrol edilmesi gerekiyorsa eğiklik toleransı pozisyon toleransı ile birlikte uygulanır. Bununla birlikte, (delikler gibi) boyutlu yapıların çoğu için pozisyon toleransı, doğası gereği datum referans sistemine göre hem konumlandırmayı hem de yönelimi zaten kontrol altında tutar.
Eğiklik Toleransının Uygulama Alanları
Eğiklik toleransı; her biri farklı işlevsel amaçlara ve muayene yaklaşımlarına sahip üç farklı yapı (özellik) kategorisine uygulanır.
| Eğiklik Tipi | Tolerans Uygulanan/ Kontrol Edilen Yapı | Tipik İşlevsel Gereklilik | Yaygın Endüstriyel Örnekler |
| Yüzey Eğikliği | Datuma (referansa) göre 0°/90° dışındaki bir açı yapan düzlemsel yüzey | Eğimli bir yüzey boyunca kararlı bir geçme (birleşme) teması, sızdırmazlık veya yük transferi sağlamak | Kırlangıç geçme kızak eğimleri, vana yuvası yüzeyleri, kamalı sıkıştırma yüzeyleri, pahlı birleşme flanşları |
| Eksen Eğikliği | Boyutlu, silindirik bir yapının (delik, pim, mil) türetilmiş merkez çizgisi | Bir montajda karşılık gelen yapıyla doğru geçmeyi sağlamak için, bir deliğin veya pimin eksenel hizalaması | Motor bloklarındaki açılı yağ kanalları, eğimli silindirik pim delikleri, hidrolik manifold portları, medikal implant vida kanalları |
| Merkez Düzlemi Eğikliği | Dikdörtgen bir boyutlu yapının (kanal, çıkıntı, kama) türetilmiş merkez düzlemi | Yük altında sıkışmayı veya eksen kaçıklığını (hatalı hizalamayı) önlemek için bir kanalın veya çıkıntının merkez düzleminin açısal kontrolü | Açılı kama kanalları, eğimli montaj flanşları, eğimli braket kanalları, konik fikstür pedleri |
Eğiklik Tolerans Bölgesi
Eğiklik tolerans bölgesi, kontrol edilen unsurun tolerans gerekliliklerini karşılaması için gereken sınırları tanımlar. Eğiklik toleransında iki tip bölge şekli mevcuttur: Varsayılan olan iki paralel düzlem arası bölge ve silindirik tolerans bölgesi.
Paralel Düzlemler Bölgesi: Yüzey ve Merkez Düzlemi Eğikliği
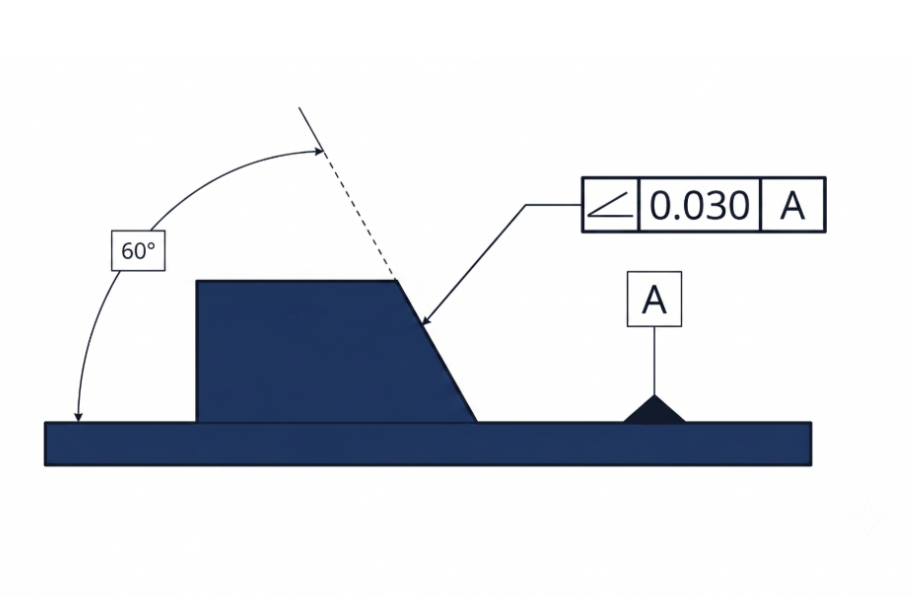
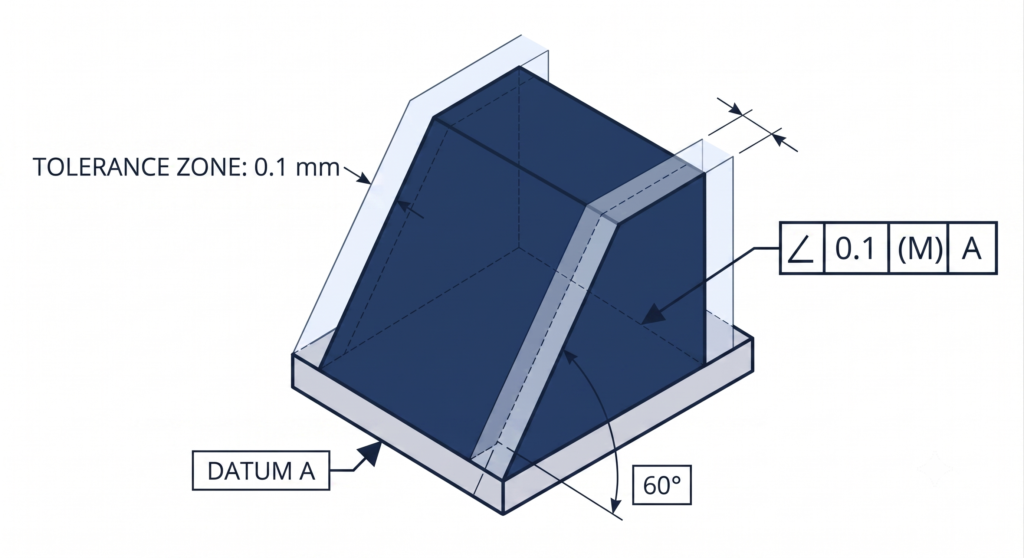
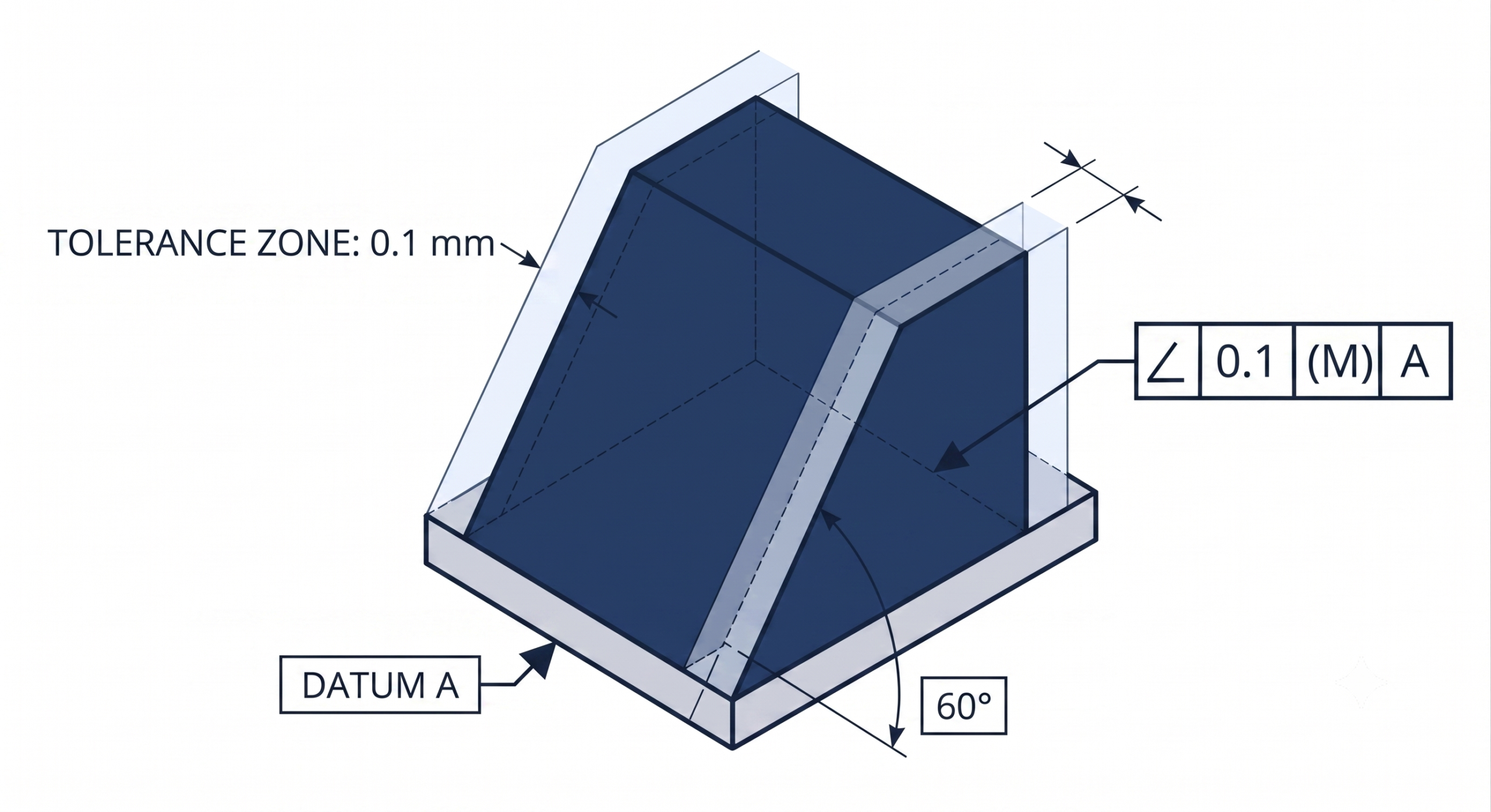
Yüzey eğikliğinde tolerans bölgesi, belirtilen datuma (referansa) göre teorik tam açıda yönlendirilmiş iki paralel düzlemden oluşur. Kontrol edilen yüzeyin tüm noktaları bu iki düzlem arasında kalmalıdır. Merkez düzlemi eğikliğinde ise bu bölge, yapının türetilmiş merkez düzleminde (karşı karşıya duran yüzey çiftlerinin orta noktalarını birleştiren hayali düzlem) konumlandırılır. Bu iki düzlem arasındaki mesafe, teknik resimde belirtilen tolerans değeridir. Örneğin 0.1 mm’lik bir tolerans, kontrol edilen yüzeydeki veya türetilmiş merkez düzlemindeki tüm noktaların, datuma teorik tam açıyla yerleştirilmiş 0.1 mm genişliğindeki bir bant içinde kalması gerektiği anlamına gelir.
Silindirik Bölge: Eksen Eğikliği
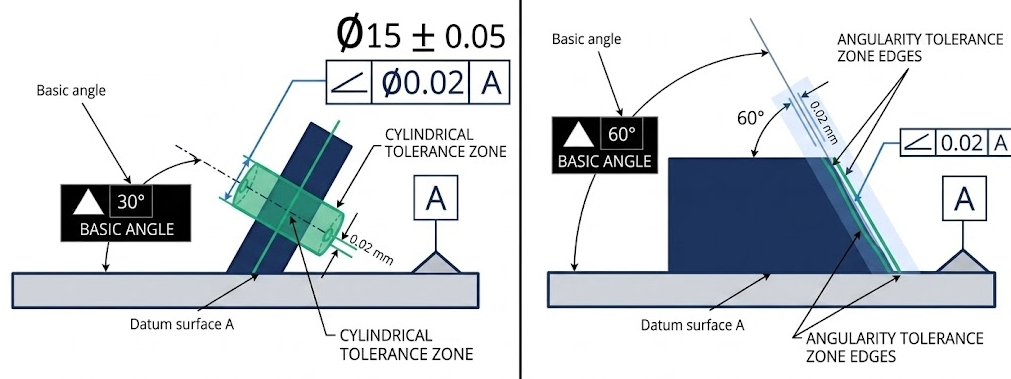
Eksen eğikliğinde tolerans bölgesi, ekseni datuma göre teorik tam açıda konumlandırılmış bir silindire dönüşür. Tolerans uygulanan yapının türetilmiş merkez çizgisi (yapının uzunluğu boyunca tüm kesitlerin merkez noktalarını birleştiren çizgi), tamamen bu silindirik bölgenin içinde kalmalıdır. Silindirin çapı tolerans değerine eşittir ve silindirik bölgeyi açıkça belirtmek için özellik (yapı) kontrol çerçevesinde çap sembolü (∅) kullanılır. Bu bölge, tüm radyal yönlerdeki açısal sapmaları aynı anda kontrol eder; bu nedenle birleşen bir parçadaki yapılarla tam olarak eşleşmesi gereken pimler, saplamalar ve delikler için en doğru seçimdir.
Dişli ve Basılarak Takılan Yapılar İçin Uzatılmış (Projected) Tolerans Bölgesi
Dişli delikler ve basılarak takılan geçme (sıkı geçme/pres geçme) delikleri için önemli olan açısal sapma, deliğin kendi yöneliminden çok, montaj sonrasında deliğe takılan bağlantı elemanının veya pimin yapacağı eğimdir. Bir delik standart eğiklik muayenesinden başarıyla geçse de bağlantı elemanı parça yüzeyinden dışarı uzandığından dolayı montaj sırasında çakışmaya (parçaların birbirine girmemesine) neden olabilir. Uzatılmış tolerans bölgesi değiştiricisi (Ⓟ), silindirik bölgeyi parça yüzeyinin dışına, belirlenen bir yükseklik kadar uzatarak bu sorunu çözer. ∠ 0.1 Ⓟ 25 şeklindeki bir tanımlama, eksenin delik derinliği içinde değil, delik çıkışından itibaren parça dışına doğru 25 mm uzanan 0.1 mm’lik silindirik bir bölge içinde kalmasını gerektirir. Uzatma yüksekliği, genellikle montaj yapılacak karşılık parçanın bağlanma (geçme) boyuna eşit ya da ondan büyük seçilir.
Eğiklik Özellik Kontrol Çerçevesi
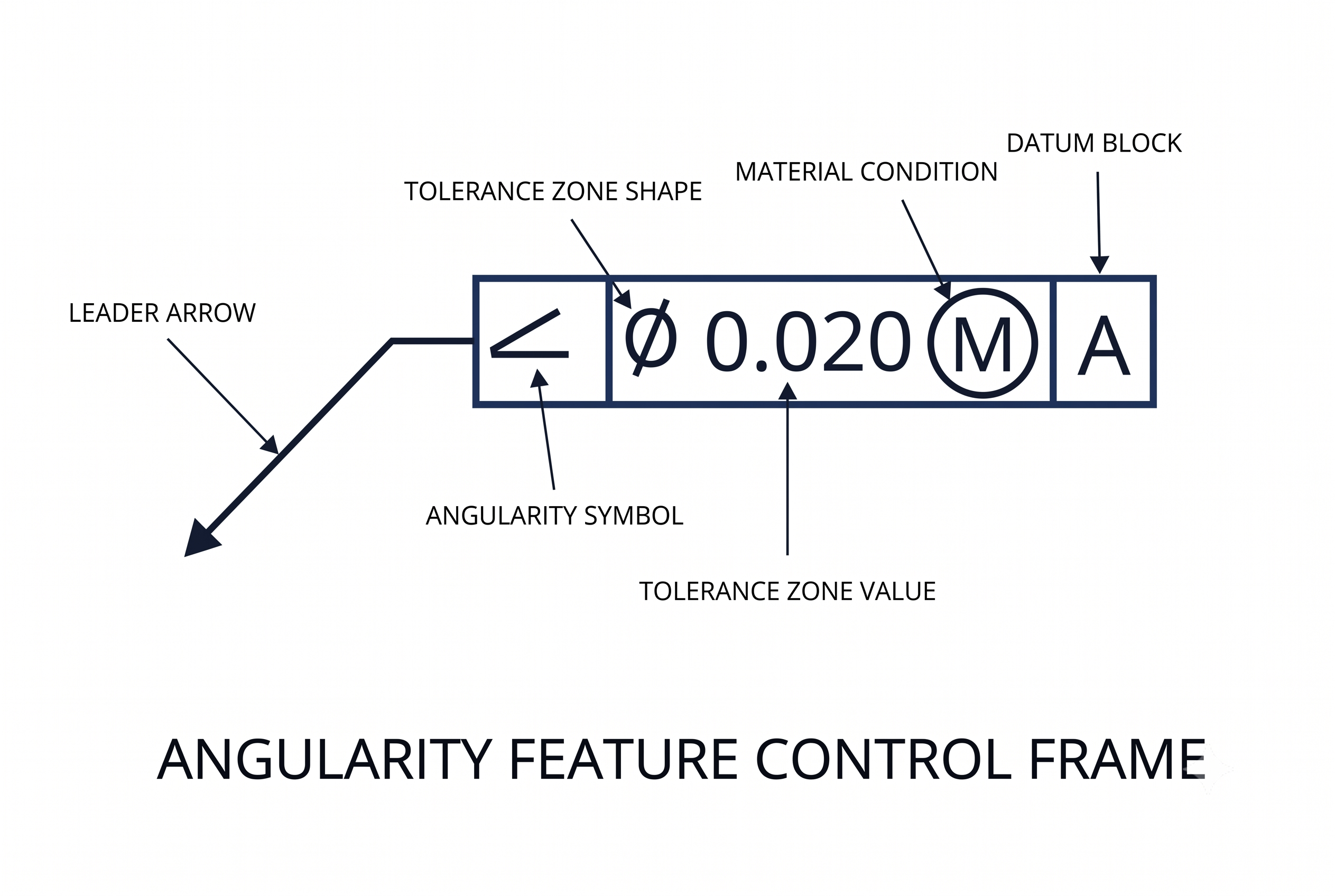
Eğiklik toleransı, bir özelliğe (yapıya) özellik kontrol çerçevesi (tolerans çerçevesi) kullanılarak uygulanır. Bu çerçeve, toleransı net bir şekilde tanımlamak için gereken tüm bilgileri içerir; geometrik özellik sembollerini, tolerans bölgesi şeklini, tolerans değerini, değiştiricileri ve varsa datum özellik referans harflerini kapsar.
Yüzey eğikliğinde, eğiklik tanımlaması bir yönlendirici ok vasıtasıyla doğrudan ilgili özelliği gösterir. Alternatif olarak, düzlemsel yüzeylerde ok, yapıdan uzatılan bir uzatma çizgisi üzerinden çerçeve ve özelliği de bağlayabilir.
Eksen ve merkez düzlemi eğikliğinde boyutlu özelliklerle çalışıldığı için, özellik kontrol çerçevesi boyut çizgisinin uzatılmasıyla özelliğe bağlanır veya doğrudan boyut ölçüsünün yanına/altına yerleştirilebilir.
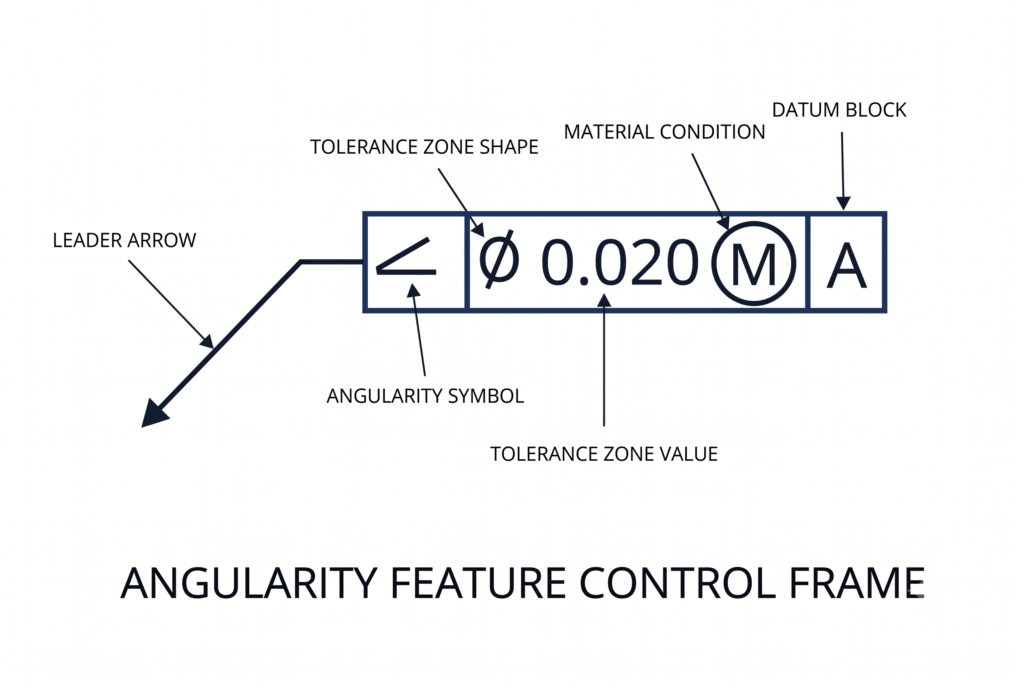
Genelde bir özellik kontrol çerçevesi üç belirgin bloğa ayrılabilir: GD&T sembol bloğu, tolerans bloğu ve datum (referans) bloğu.
GD&T Sembolü
İlk kutu, ASME Y14.5 tarafından tanımlandığı şekliyle, sağa bakan bir dar açı işareti olan (∠) eğiklik geometrik özellik sembolünü içerir. Bu sembol, toleransın (datum referansı ve teorik tam açı gerektiren) bir yönelim kontrolü olduğunu anında belirtir.
Tolerans Değeri ve Değiştiriciler
İkinci kutu, tolerans bölgesinin şeklini ve değerini belirtir. Eksen eğikliği için, silindirik bir bölgeyi belirtmek üzere sayısal değerden önce çap sembolü (∅) gelir. Yüzey ve merkez düzlemi eğikliği için bölge şekli sembolü kullanılmaz çünkü varsayılan bölge iki paralel düzlem arasıdır. Ardından gelen sayısal değer, milimetre cinsinden paralel düzlemler arasındaki genişliği veya silindirik bölgenin çapını temsil eder.
Tolerans boyutlu bir yapıya uygulandığında, tolerans değerinin arkasından malzeme koşulu değiştiricileri gelebilir. Daire içinde M harfi ile gösterilen Maksimum Malzeme Koşulu (MMC) ve daire içinde L harfi ile gösterilen En Az Malzeme Koşulu (LMC) iki seçenektir. Özellik Boyutundan Bağımsız (RFS) ise varsayılan durumdur ve herhangi bir sembol gerektirmez. Çerçevede hiçbir değiştirici görünmediğinde RFS geçerlidir; yani belirtilen tolerans, yapının üretilen gerçek boyutundan bağımsız olarak sabittir.
Datum Referanslar
Üçüncü kutu, önem sırasına göre datum referans harflerini içerir: birincil, ikincil ve üçüncül. Eğiklik toleransı en az bir datum gerektirir. Tek bir datum verildiğinde, parçanın bir referans düzlemine veya eksenine göre yönelimi sınırlanır ancak parçanın o datuma dik eksen etrafında dönmesine (rotasyonuna) izin verilir. İkincil bir datum bu dönmeyi de kilitler. Üçüncül bir datum ise kalan son eksen üzerindeki doğrusal hareketi (ötelemeyi) sabitler. Çoğu açılı yüzey ve delik için, tamamen sınırlandırılmış ve net bir muayene kurulumu adına iki datum gerekir.
Datum yapıları; kararlılıkları, erişilebilirlikleri ve işlevsel önemlerine göre seçilir. Birincil datum genellikle en büyük, en kararlı yüzeydir ve maksimum sayıda serbestlik derecesini kısıtlar. Simetrik parçalar için yalnızca tek bir datum gerekebilir ancak yönlü yük yollarına (kuvvet aktarım hattı) sahip yapılar için neredeyse her zaman en az iki datum gerekir.
Eğiklik Toleransında Ekstra Tolerans
Bonus tolerans, bir boyutlu özellik, özellik kontrol çerçevesinde (tolerans çerçevesinde) belirtilen malzeme koşulundan uzaklaştığında ortaya çıkan, izin verilen geometrik toleranstaki artıştır. Yalnızca tolerans bloğunda bir malzeme değiştirici (MMC veya LMC) belirtildiğinde geçerli olur.
Eğiklik toleransı MMC’de tanımlandığında, belirtilen tolerans kesinlikle özelliğin maksimum malzeme boyutunda olduğu durum için (en küçük iç özellik veya en büyük dış özellik) geçerlidir. MMC boyutu ile belirtilen eğiklik toleransının birleşimiyle teorik bir sanal koşul sınırı oluşturulur. Özellik bu sınırı hiçbir şekilde ihlal etmemelidir. Parçanın üretilen gerçek boyutu MMC’den LMC’ye doğru gittikçe, geometrik tolerans değeri, sanal koşul sınırını veya montaj uyumunu bozmadan bu boyut değişimi miktarı kadar artabilir.
Formül oldukça basittir:
Toplam Eğiklik Toleransı = Belirtilen Tolerans + Gerçek Boyutun MMC’den Sapma Miktarı
| Özellik Koşulu | Gerçek Delik Çapı (mm) | MMC’den Sapma (mm) | Belirtilen Tolerans (mm) | Bonus Tolerans (mm) | Toplam Eğiklik Toleransı (mm) |
| MMC (En küçük delik) | 20,000 | 0,000 | 0,1 | 0,000 | 0,100 |
| Ara Değer | 20,050 | 0,050 | 0,1 | 0,050 | 0,150 |
| Ara Değer | 20,100 | 0,100 | 0,1 | 0,100 | 0,200 |
| Ara Değer | 20,150 | 0,150 | 0,1 | 0,150 | 0,250 |
| LMC (En büyük delik) | 20,200 | 0,200 | 0,1 | 0,200 | 0,300 |
Örnek parametreler: Nominal Delik 20 mm, tolerans ±0,100 mm (MMC = 20,000 mm, LMC = 20,200 mm), MMC’de belirtilen eğiklik toleransı: 0,1 mm
Bonus tolerans, montaj grubunun işlevinden ödün vermeden hurda oranlarını azaltır ve üretim prosesinin kontrolünü kolaylaştırır. Sanal koşul sınırı sabit kalır; genişleyen şey, parçanın gerçek boyutu en kötü durum malzeme koşulundan uzaklaştıkça, tolerans bölgesinin kendisidir.
Eğiklik Toleransı ile Diğer Tanımlamaların Karşılaştırılması
Eğiklik toleransı, kapsam açısından diğer bazı GD&T kontrolleriyle örtüşür. Doğru gösterimi (tanımlamayı) seçmek için her bir kontrolün neyi yönettiğini ve neyi göz ardı ettiğini tam olarak anlamak gerekir.
| Kontrol | Grup | Datum Gerekli mi? | Bölge Geometrisi | Temel İşlevsel Kapsam | Bunun Yerine Ne Zaman Eğiklik Kullanılmalı |
| Eğiklik | Yönelim | Evet (min. 1) | Teorik tam açıda paralel düzlemler veya silindir | 0°/90° dışındaki herhangi bir açıdaki yönelimi kontrol eder; konumlandırma veya şekil kontrolü yapmaz. | Özellik datuma ne paralel ne de dik olduğunda doğrudan bu tolerans kullanılır. |
| Parallellik | Yönelim | Evet | Datuma 0° açıda paralel düzlemler veya silindir | Yalnızca 0° yönelimi kontrol eder; konum veya şekil kontrolü yapmaz. | Özellik ile datum arasındaki açının sıfırdan farklı olması gerektiğinde eğiklik kullanılır. |
| Diklik | Yönelim | Evet | Datuma 90° açıda paralel düzlemler veya silindir | Yalnızca 90° yönelimi kontrol eder; konum veya şekil kontrolü yapmaz. | Özellik ile datum arasındaki açının 90°’den farklı olması gerektiğinde eğiklik kullanılır. |
| Düzlemsellik | Şekil | Hayır | Serbest hareket eden (açısal kısıtlama yok) paralel düzlemler | Yönelim veya konumdan bağımsız olarak yüzeyin düzlemselliğini kontrol eder. | Yüzeyin aynı zamanda bir datuma göre belirli bir açısal ilişkiyi koruması gerektiğinde eğiklik eklenmelidir. |
| Pozisyon | Konum (Location) | Evet | Teorik tam açıda ve konumda silindir veya paralel düzlemler | Hem konumu hem de yönelimi kontrol eder; delikler için açısal sapmaları dolaylı olarak kapsar. | Yönelim kontrolünün pozisyon toleransının izin verdiğinden daha sıkı olması gerektiğinde veya özellik silindirik olmayan bir yüzey olduğunda eğiklik eklenir. |
| Yüzeyin Profili | Profil | İsteğe bağlı | Gerçek profil etrafında tekdüze (homojen) çift veya tek taraflı bant | Karmaşık bir yüzey boyunca şekil, yönelim ve konumu aynı anda kontrol eder. | Boyut veya konum kısıtlaması olmaksızın, yalnızca yönelim kontrolüne ihtiyaç duyulduğunda eğiklik tercih edilir. |
Eğiklik ile Paralellik ve Dikliğin Karşılaştırılması
Paralellik ve diklik, sırasıyla tam olarak 0° ve 90° ile sınırlandırılmış özel durum eğiklik gösterimleridir. Tolerans bölgesinin mekaniği tamamen aynıdır: Datuma teorik bir tam açıyla yönlendirilmiş iki paralel düzlem veya bir silindir. Gösterim seçimi tamamen teorik tam açıya göre belirlenir. 0° veya 90° için eğiklik sembolü kullanmak teknik olarak yanlış olmasa da standart dışı bir uygulama olarak kabul edilir; bu iki yönelim için paralellik ve diklik sembolleri (tanımlamaları) tercih edilir.
Eğiklik ve Düzlemsellik Karşılaştırması
Hem eğiklik hem de düzlemsellik, iki paralel düzlemden oluşan bir tolerans bölgesi kullanır ve her ikisi de yüzeydeki dalgalanmaları kısıtlar. Ancak aralarındaki fark temeldir: Düzlemsellik (flatness), bir datumu, yönelim kısıtlaması ve teorik tam açısı olmayan bir şekil kontrolüdür. Bir yüzey, herhangi bir yönelimdeki iki paralel düzlem arasında kalıyorsa düzlemsellik kontrolünden geçer. Eğiklik ise bu aynı iki paralel düzlemin datuma göre belirli bir teorik tam açıda yönlendirilmesini zorunlu kılar. Bir yüzey 0,05 mm’lik bir düzlemsellik kontrolünden geçebilir ancak yüzey, açısal tolerans bölgesinin dışına çıkacak şekilde eğime sahipse eğiklik kontrolünden kalabilir. Sıkı bir eğiklik toleransı, yüzeydeki varyasyonu dolaylı olarak sınırlar ancak şekil kontrolünün birincil gereklilik olduğu durumlarda düzlemsellik gösteriminin (tanımlamasının) yerini alamaz.
Eğiklik ve Pozisyon Karşılaştırması
Pozisyon (position) toleransı, bir özelliğin datum referans çerçevesine göre hem konumunu hem de yönelimini kontrol eder. Delikler ve pimler gibi boyutlu silindirik özellikler için, pozisyon toleransı doğası gereği açısal sapmayı da sınırlar çünkü tolerans silindirinin ötesine eğilen veya kayan bir eksen, pozisyon sınırlarını ihlal eder. Yönelim gerekliliği pozisyon toleransının izin verdiğinden daha sıkı olmadığı sürece bu durumlarda eğiklik kullanılması gereksizdir. İkisinin aynı anda uygulandığı tipik senaryo, delik gibi özelliklerin eğimli bir yüzey üzerinde yer almasıdır: Eğiklik toleransı eğik yüzeyin kendi yönelimini kontrol eder, pozisyon toleransı ise deliklerin o yüzey üzerindeki yerleşimini (konumunu) kontrol eder. Eksiksiz bir tanımlama için her iki gösterim (ifade) de gereklidir.
Eğiklik Toleransı Nasıl Ölçülür?
Eğiklik ölçümü temel olarak bir yüzeyin, eksenin veya merkez düzleminin, bir datuma belirli bir açıyla yönlendirilmiş bir tolerans bölgesi içinde kalıp kalmadığını kontrol etmekten ibarettir. Tüm eğiklik ölçüm yöntemleri bu ilkenin birer varyasyonudur. Uygun yöntemin seçiminde, gereken hassasiyet ve üretim hacmi dikkate alınmalıdır.
Ölçüm Yöntemi Seçim Tablosu
| Yöntem | Uygulanabilir Özellik Tipleri | Tipik Ölçüm Belirsizliği | Üretim Ortamı Uyumu | Temel Sınırlama |
| Sinüs barı ve Kadranlı gösterge | Yalnızca Yüzey | 0,002 mm – 0,010 mm | Atölye ortamı; düşük ila orta hacimli üretim | Eksen veya merkez düzlemi ölçülemez; 45°’nin üzerindeki açılarda hassasiyet düşer. |
| CMM (Temaslı Prob) | Yüzey, eksen, merkez düzlemi | 0,001 mm – 0,005 mm | Muayene laboratuvarı; orta ve yüksek değerli parçalar | Uzun döngü süreleri; derin veya küçük özelliklerde (yapılarda) prob ucu esnemesi. |
| İşlevsel mastar (ölçü aleti) | Eksen ve merkez düzlemi (MMC’de) | Yalnızca iki tür sonuç (Geçti/Kaldı) | Yüksek hacimli üretim hatları | Sayısal veri sağlamaz; her özellik konfigürasyonu için tek amaçlı mastar gerekir. |
| Otokolimatör | Yüzey (düzlemsel ve yansıtıcı) | 0,0001° – 0,001° açısal | Hassas laboratuvar; optik bileşenler, takım tezgahı yatakları |
Sinüs Barı ve Komparatör Saati (Kadranlı Gösterge)
Sinüs barı (sine bar), yüzey eğikliğinin doğrulanması için standart atölye aracıdır. Bar, aralarında tam ve kesin bir merkezden merkeze mesafe (L) bulunan (genellikle bu mesafe 100 mm veya 200 mm’dir) iki adet hassas silindirden oluşur. Silindirlerden biri plaka yüzeyine oturur. Diğeri ise kalibre edilmiş mastar blokları yardımıyla, barı teorik tam açıya ayarlamak için gereken yüksekliğe (H) yükseltilir. Bu ilişkide aşağıdaki formül geçerlidir:
sin(θ) = H / L
Örneğin: 200 mm’lik bir sinüs barı ile 30°’lik bir teorik tam açı ayarlamak için:
H = 200 x sin(30°) = 100,000 mm
İş parçasının datum yüzeyi, sinüs barının üst yüzeyine oturtulur; böylece parça tam olarak teorik tam açıdayken kontrol edilen yüzey, yüzey plakasına paralel hale gelir. Bir yükseklik mastarı standına monte edilmiş komparatör saati (kadranlı gösterge), kontrol edilen yüzeydeki bir noktada sıfırlanır ve yüzey üzerinde boydan boya hareket ettirilir. Komparatörde okunan toplam sapma değeri (TIR – Total Indicator Reading), yüzeyin ideal açısal yönelimden sapmasını temsil eder. TIR değeri belirtilen eğiklik toleransını aşmıyorsa yüzey testten geçer. Bu yöntem yalnızca yüzey eğikliği için geçerlidir ve düzlemsel ve erişilebilir yüzeylerle sınırlıdır.
Ölçüm belirsizliği, mastar blok seti doğruluğuna ve yüzey plakasının düzlemsellik sınıfına bağlı olarak genelde 0,002 mm ila 0,010 mm aralığındadır.
Aşağıdaki tablo temel kurulum parametrelerini listelemektedir. Kombine mastar blokları (Johansson mastarları), Avrupa’da ve çoğu uluslararası pazarda kullanımda olan standart DIN EN ISO 3650 (K, 0, 1, 2 sınıfları) kapsamında derecelendirilir; yüzey plakaları ise Avrupa standartlarında DIN 876 kapsamında derecelendirilir. Her iki derece seti de referans olması için karşılık gelen ASME/ABD tasarımlarıyla birlikte gösterilmiştir.
| Sinüs Barı Parametresi | Standart Değerler | AB/Uluslararası Standart ve Sınıf | ABD/ASME Karşılığı | Ölçüm Doğruluğuna Etkisi |
| Silindir merkez mesafesi (L) | 100 mm, 200 mm, 300 mm | — | — | Bar boyu uzadıkça, blok mastar setindeki yükseklik hatası başına düşen açısal hata azalır; 30° üzerindeki açılar için 200 mm tercih edilir. |
| Blok mastar seti doğruluğu (sıkı toleranslı işler) | Mastar başına ±0,0002 mm | DIN EN ISO 3650 Sınıf 1 | ASME B89.1.9 Sınıf 0 | Doğrudan açısal kurulum hatasına dönüşür; 0,05 mm’den daha sıkı eğiklik toleransları için Sınıf 1 (ISO 3650) gereklidir. |
| Blok mastar seti doğruluğu (standart işler) | Mastar başına ±0,0005 mm | DIN EN ISO 3650 Sınıf 2 | ASME B89.1.9 Sınıf 1 | 0,05 mm ila 0,2 mm arasındaki eğiklik toleransları için yeterlidir. |
| Yüzey plakası düzlemselliği (hassas muayene) | 300 mm başına 0,003 mm | DIN 876 Sınıf 0 | ASME B89.3.7 Sınıf A | Ölçüm referans değerini oluşturur; 0,1 mm’nin altındaki toleranslar için Sınıf 0 (DIN 876) zorunludur. |
| Yüzey plakası düzlemselliği (standart atölye kullanımı) | 300 mm başına 0,006 mm | DIN 876 Sınıf 1 | ASME B89.3.7 Sınıf B | 0,1 mm ve üzerindeki toleranslar için kabul edilebilirdir. |
| Uygulanabilir açı aralığı | 0° – 45° pratik sınırı | — | — | 45°’nin üzerinde doğruluk düşer çünkü küçük yükseklik hataları büyük açısal hatalara yol açar; daha yüksek açılar için bileşik sinüs tabloları kullanılır. |
Koordinat Ölçüm Cihazı (CMM)
Bir koordinat ölçüm cihazı (CMM) ile her tür eğiklik (yüzey, eksen ve merkez düzlemi) ölçülebilir. Bu cihaz, iş parçasının yüzeylerindeki noktaları toplamak için bir prob kullanır ve ölçülen noktalardan datum özelliğinin ve kontrol altındaki özelliğin 3 boyutlu bir modelini oluşturur. Ardından, eğiklik değerini hesaplamak için ilgili tolerans bölgesini bu modele matematiksel olarak yerleştirir.
İşlevsel Mastarlar (Geçti/Kaldı Mastarları)
İşlevsel bir mastar, iki seçenekli (geçti/kaldı) bir sonuç sağlamak için parçanın birleşme (geçme) durumunu simüle eder. MMC’de uygulanan eksen eğikliği için mastar, sanal koşul sınırına göre işlenmiş açılı bir fikstür veya yuvadır. Parça zorlanmadan mastara oturuyorsa kabul edilir. İşlevsel mastarlar sayısal bir eğiklik sapması vermez; yalnızca boyut ve yönelimin birleşik etkisinin montaj sınırını ihlal etmediğini doğrular.
Eğiklik ve ISO 2768 Genel Toleransları
Teknik resimde eğiklik toleransı açıkça belirtilmediğinde, açılı özellikler varsayılan olarak başlık bloğunda (antette) belirtilen genel açısal tolerans sınıfına (genellikle ISO 2768’e göre) tabi olur. ISO 2768 açısal tolerans sınıfları, açının kısa kenarının uzunluğuna bağlı olarak çift taraflı simetrik sapmaları tanımlar.
| ISO 2768 Açısal Tolerans Sınıfı | Kısa Kenar Uzunluğu:10 mm’ye kadar | Kısa Kenar Uzunluğu:10 mm – 50 mm | Kısa Kenar Uzunluğu: 50 mm – 120 mm | Kısa Kenar Uzunluğu:120 mm – 400 mm | Kısa Kenar Uzunluğu:400 mm üzeri |
| f (Hassas) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| m (Orta) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| c (Kaba) | ±1°30′ | ±1° | ±0°30′ | ±0°15′ | ±0°10′ |
| v (Çok Kaba) | ±3° | ±2° | ±1° | ±0°30′ | ±0°20′ |
ISO 2768 açısal toleransları, kama şeklinde (açısal genişleyen) bir sapma bölgesi tanımlar. Açık bir GD&T eğiklik gösterimi (tanımlaması) ise bunun yerine tekdüze (homojen) bir paralel düzlem veya silindirik bölge getirir. Kararlı bir işlevsel temasın, sızdırmazlığın veya montaj boşluğunun, yüzeyin tamamı boyunca yönelimin homojenliğine bağlı olduğu herhangi bir özellik için, ISO 2768 sınıfı sayısal olarak yeterli görünse bile, teknik resimde eğiklik toleransının açıkça belirtilmesi gerekir.
Eğiklik Toleransı İçin Tasarım ve Üretilebilirlik için Tasarım (DfM) İlkeleri
Eğiklik toleranslarının doğrudan maliyet ve proses üzerinde etkileri vardır. Aşağıdaki ilkeler, eğikliğin en sık belirtildiği CNC işleme, taşlama ve hassas delik işleme (boring) operasyonları için geçerlidir.
| Tolerans Aralığı | Toleransı Sağlayan Proses | Gereken Tipik İş Düzeni | Karşılaştırmalı Maliyet Etkisi | Muayene / Ölçüm Yöntemi |
| ±0,5 mm ila ±0,2 mm (paralel düzlemler) | Standart 3 eksenli CNC dik işleme; geleneksel yüzey taşlama | Standart mengene veya fikstür; açılı plaka gerekmez | Temel maliyet (Referans değer) | Sinüs barı ve komparatör saati; CMM |
| ±0,1 mm ila ±0,05 mm (paralel düzlemler) | Açılı plaka ile hassas CNC dik işleme; eğimli aynayla silindirik taşlama | Hassas açılı plaka veya sinüs aynası; doğrulanmış datum teması | Temel maliyetin 1,5 ila 2,5 katı | CMM zorunlu; sinüs barı ve Sınıf 1 blok mastarlar |
| ±0,025 mm ve daha sıkı (paralel düzlemler) | Koordinat delik işleme (Jig boring); hassas yüzey taşlama; laplama (lapping) | Isıl olarak dengelenmiş ortam; titreşimi izole edilmiş tezgah; sıcaklık kompanzasyonlu CMM | Temel maliyetin 5 ila 10 katı | Termal kompanzasyonlu CMM; yüzeyler için otokolimatör |
| ∅0,2 mm silindirik bölge (eksen) | Standart CNC delik delme ve delik işleme | Açılı delme jigi (aparatı) veya 5 eksenli CNC programı | Temel maliyetin 1,2 ila 1,8 katı | CMM; MMC’de işlevsel mastar |
| ∅0,05 mm silindirik bölge (eksen) | Hassas delik işleme; açılı kılavuz delikten sonra raybalama | Açısal konumlandırma doğrulamalı 5 eksenli CNC; prob ile doğrulanmış kurulum | Temel maliyetin 3 ila 6 katı | CMM zorunlu; 0,005 mm’ye kadar mastar kalibrasyonu |
Eğiklik kontrollü özelliklerde maliyetleri azaltmak ve ilk seferde doğru üretim (first-pass yield) oranını artırmak için aşağıdaki tasarım ilkelerine dikkat edilmelidir:
İşlevsel Gerekliliğe göre Uygulama
Eğiklik toleransını yalnızca işlevsel olarak gerekli olan yerlerde uygulayın. Temas etmeyen yüzeylerdeki, iç boşaltma ceplerindeki ve dekoratif pahlardaki yönelim hataları montaj performansını etkilemez. Eğiklik gösterimlerini (tanımlama); birleşen yüzeyler, sızdırmazlık yüzeyleri, yük taşıyan temaslar ve pim veya cıvataların geçeceği deliklerle sınırlayın.
Tolerans Optimizasyonu
Toleransı, işlevin izin verdiği ölçüde geniş tutun. Eğimli yüzeylerdeki kaydırmalı geçmeler için, montajda gerekli temas uzunluğunun ve boşluğunun korunduğu maksimum açısal sapmayı belirleyin. Keyfi olarak daha sıkı bir değer uygulamak yerine, bu değeri eğiklik toleransı olarak kullanın.
Malzeme Koşulu Yapılandırması
Deliklerdeki eksen eğikliği için MMC (Maksimum Malzeme Koşulu) kullanın. MMC değiştiricisinin uygulanması ekstra toleransa imkan verir ve seri üretimde CMM muayenesinden daha hızlı ve daha ucuz olan işlevsel mastar kullanımına olanak sağlar. MMC’de belirlenen sanal koşul sınırı, en kötü durum senaryosunda montaj uyumunu garanti ederken, MMC sınırından uzakta üretilen parçalarda hurdaya çıkma oranını azaltır.
Datum Kararlılığı Planlaması
Datum (referans) yüzeyinin erişilebilir olduğundan emin olun. Birincil datum yüzeyi, muayene/ ölçüm kurulumuna doğru şekilde oturması için yeterince büyük, düzlemsel ve erişilebilir olmalıdır. Önemli ölçüde şekil hatası olan bir birincil datum kullanılarak alınan her eğiklik ölçümünde hatalı değerler ortaya çıkar. Datum şekil hatasının eğiklik toleransına göre büyük olması beklendiğinde, eğiklik toleransı tanımlaması ile birlikte datum özelliğinde bir düzlemsellik toleransı kullanın.
Dönme (Rotasyonel) Kısıtlama Mühendisliği
Dönmenin kısıtlanması gerektiğinde ikincil bir datum ekleyin. Tek bir datum düzlemi, parçayı ona dik eksen etrafında dönmekte serbest bırakır. Dönme eksenindeki kaçıklıkların (hizasızlıkların) etkin açısal yönelimi değiştirdiği özellikler/yapılar için, bu serbestlik derecesini ortadan kaldırmak ve tekrarlanabilir muayene sonuçları elde etmek için ikincil bir datum gerekir.
Temel Terimler Sözlüğü
| Terim | Tanımı | Eğiklik Toleransındaki Bağlamı |
| Teorik Tam Boyut (Basic Dimension) | Bir özelliğin gerçek profilini, konumunu, yönelimini veya boyutunu tanımlamak için kullanılan, teorik olarak kesin sayısal değer. Bu değere ait bir tolerans yoktur. | Eğiklik toleransında belirtilen açı (ör. 30°) her zaman bir teorik tam boyuttur. Bu açıya ait tüm tolerans sınırları, eğiklik özellik kontrol çerçevesi içinde yer alır. |
| Datum (Referans) | Fiziksel parça üzerindeki bir veya daha fazla datum özelliğinden türetilen teorik olarak kesin bir nokta, eksen, çizgi, düzlem veya bunların kombinasyonu. | Eğiklik toleransı her zaman en az bir datum gerektirir. Tolerans bölgesi, bu datuma göre teorik tam açıda yönelime sahiptir. |
| Datum Özellik | Parça üzerinde datumun kendisinden türetildiği gerçek fiziksel yüzey, delik veya özellik. | Datum özellik; ölçüm için datum referans sistemini oluşturmak amacıyla fikstür elemanları, CMM prob noktaları veya mastar yüzeyleri ile temas ettirilir. |
| Türetilmiş Merkez Çizgi | Silindirik bir özelliğin uzunluğu boyunca tüm dairesel kesitlerin merkez noktalarını birleştirerek oluşturulan hayali çizgi. | Türetilmiş merkez çizgisi, eksen eğikliği tarafından kontrol edilen unsurdur. Teorik tam açıda yönlendirilmiş olan silindirik tolerans bölgesi içinde kalmalıdır. |
| Türetilmiş Merkez Düzlemi | İki paralel yüzeye sahip, boyutlu bir özelliğin üzerindeki karşılıklı yüzey çiftlerinin tüm orta noktaları birleştirilerek oluşturulan hayali düzlem. | Türetilmiş merkez düzlemi, merkez düzlemi eğikliği tarafından kontrol edilen unsurdur. Tolerans bölgesinin iki paralel düzlemi arasında kalmalıdır. |
| Sanal Koşul | Bir özelliğin MMC’deki boyutunun ve geometrik toleransının birleşik etkisiyle üretilen sabit, en kötü durum sınırı. | Eğiklik toleransı MMC’de tanımlandığında, sanal koşul sınırı işlevsel montaj sınırını tanımlar. Karşılık gelen (birleşen) parçalar bu sınıra çarpmayacak şekilde tasarlanır. |
| Ekstra Tolerans | Bir özelliğin gerçek boyutu, belirtilen malzeme koşulu değiştiricisinden (MMC veya LMC) uzaklaştığında elde edilen ek geometrik tolerans. | Eğiklik için ekstra tolerans, gerçek özellik boyutunun MMC sınırından sapma miktarına eşittir. En kötü durum boyutundan uzakta üretilen parçaların muayenede reddedilme oranını azaltır. |
| Uzatılmış (Projected) Tolerans Bölgesi | Montajdan sonra karşılık gelen yapının (cıvata veya pim) yönelimini kontrol etmek için parça yüzeyinin dışına uzatılan tolerans bölgesi. | Bağlantı elemanı eğilmesinden kaynaklanan montaj çakışmalarını önlemek için dişli ve basılarak takılan geçme deliklerinde kullanılır. Özellik kontrol çerçevesinde Ⓟ sembolü ve bir uzatma yüksekliği değeri ile belirtilir. |
Yönelim Kontrollerinde Uzmanlaşma
Eğiklik (angularity), bir datuma (referansa) göre 0° veya 90° dışında belirli bir açıyı koruması gereken her özellik için en doğru yönelim kontrol yöntemidir. Onu standart bir açısal boyut toleransından ayıran en belirleyici özelliği olan tekdüze (homojen) tolerans bölgesi, özellik uzunluğundan bağımsız olarak bir yüzeyin, eksenin veya merkez düzleminin tüm genişliği boyunca işlevsel performansta kararlılık sağlar.
Üretimde uygun yerlerde malzeme değiştiricilerini (MMC) kullanmak hurdayı azaltır ve işlevsel mastarlarla daha hızlı kontrol yapılmasını sağlar. Datum seçimi ve ikincil datum eklenmesi, teknik resimden alınan her eğiklik ölçümünün anlamını ve tekrarlanabilirliğini belirler.
Eğiklik toleransını anlayıp bununla ilgili diğer yönelim ve şekil kontrollerine geçiş yapmak isteyen mühendisler Xometry Pro’daki GD&T teknik kütüphanesinde; paralellik, dairesellik, düzlemsellik, silindiriklik ve daha fazlası hakkında detaylı bilgi edinebilirler.






Comment(0)