 Europe
Europe  Türkiye
Türkiye 


Le haut niveau de contrôle permis par l’automatisation est ce qui distingue la CNC des autres technologies de fabrication. Cette automatisation la rend très compétitive sur le plan des coûts, aussi bien pour les prototypes unitaires que pour les séries de petite et moyenne envergure.
Qu’est-ce que l’usinage CNC ?
L’usinage CNC — ou usinage à commande numérique par calculateur (CNC) — est un procédé de fabrication soustractive dans lequel des machines-outils à commande informatique enlèvent de la matière dans un bloc solide, appelé pièce brute ou ébauche, pour obtenir une pièce finie.
Les trajectoires d’outil, les vitesses et les changements d’outil sont entièrement pilotés par un programme, ce qui assure une haute répétabilité. Les systèmes CNC modernes peuvent fonctionner en grande partie sans surveillance, le rôle de l’opérateur se limitant à la mise en place, à la programmation et aux contrôles qualité.

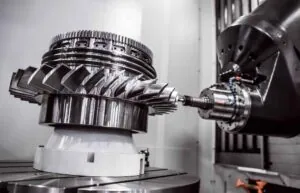
Les machines multi-axes permettent de réaliser des géométries complexes — rotors de turbines, roues de pompes, surfaces gauches — en un seul montage, là où plusieurs machines et repositionnements manuels étaient auparavant nécessaires.
Qu’est-ce que la CNC (commande numérique par calculateur) ?
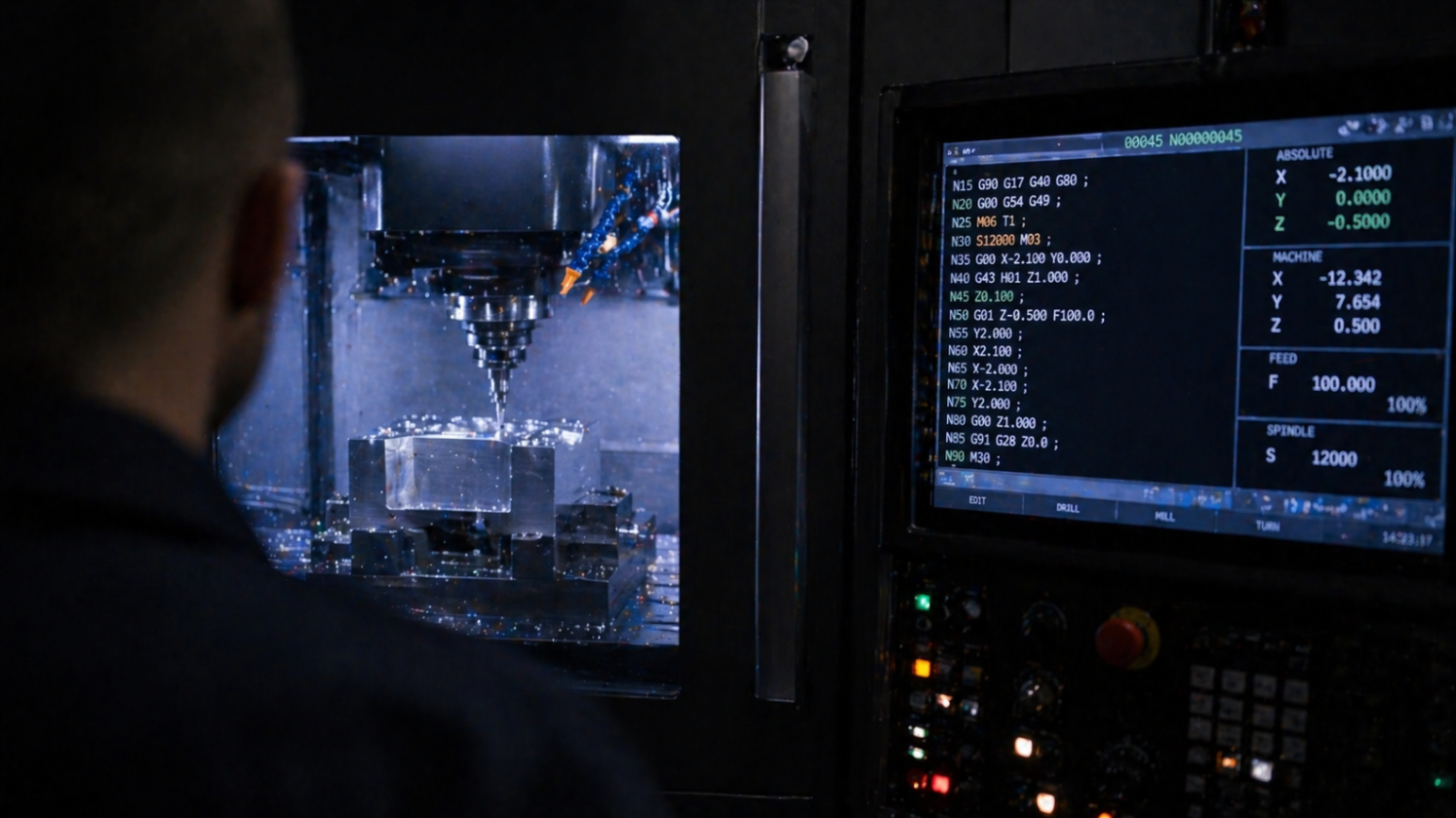
CNC signifie Computer Numerical Control, soit commande numérique par calculateur. Il s’agit d’un système automatisé qui pilote l’outil et la pièce brute à l’aide du G-code, le langage de base utilisé pour guider et commander la machine. Le G-code spécifie toutes les opérations, notamment la vitesse de broche, la vitesse d’avance et les fonctions auxiliaires.


Comment fonctionne une machine CNC ?
Dans son principe, une machine CNC se compose d’un outil ou d’une plateforme déplaçable qui suit des commandes préprogrammées. Les machines modernes utilisent une commande en boucle fermée pour garantir précision, vitesse, sécurité et régularité.


Le flux de travail suit un cycle strict en cinq étapes :
- CAO (Conception Assistée par Ordinateur) :La pièce se présente d’abord sous forme d’un modèle 3D de CAO accompagné d’un plan technique reprenant toutes les spécifications et tolérances.
- FAO (Fabrication Assistée par Ordinateur / CAM) : Le modèle 3D est converti en trajectoires d’outil.
- Génération du G-code : Le logiciel de FAO génère le G-code alphanumérique exact nécessaire à l’usinage de la pièce.
- UCN (Unité de Commande Numérique / MCU) : Le code est transmis à l’unité de commande numérique de la machine.
- Exécution : Les instructions sont exécutées à l’aide de moteurs pas à pas ou de servomoteurs à entraînement direct.
Pendant l’exécution, des fluides de coupe (liquide de refroidissement haute pression) sont dirigés dans la zone de coupe. Cette évacuation efficace des copeaux réduit l’accumulation de chaleur, évite les engorgements, augmente la durée de vie de l’outil et permet d’augmenter les vitesses d’avance.
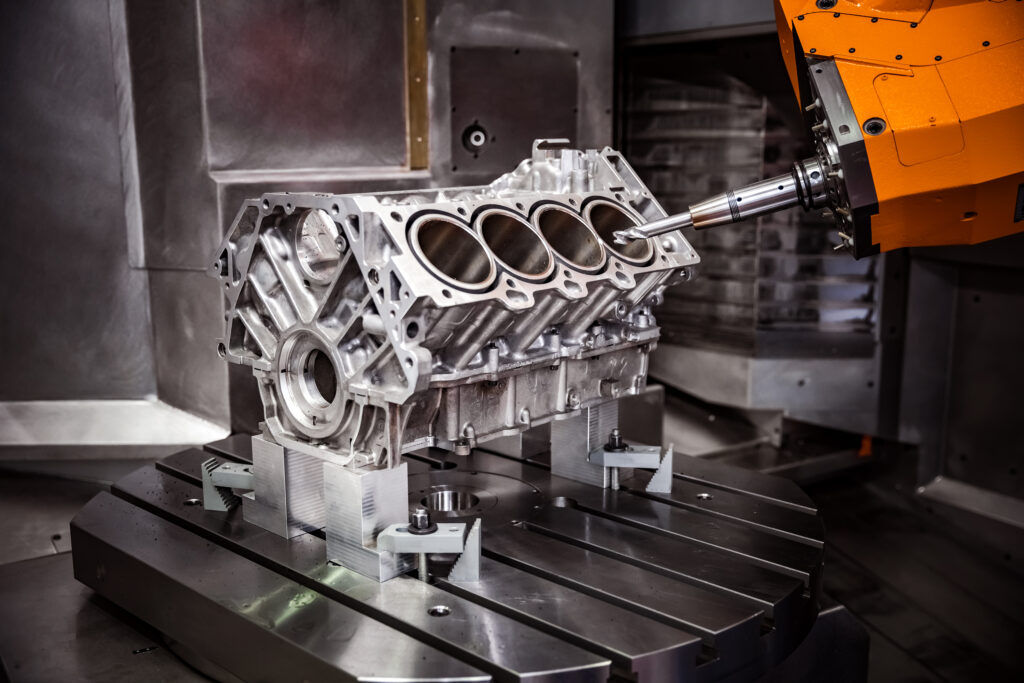
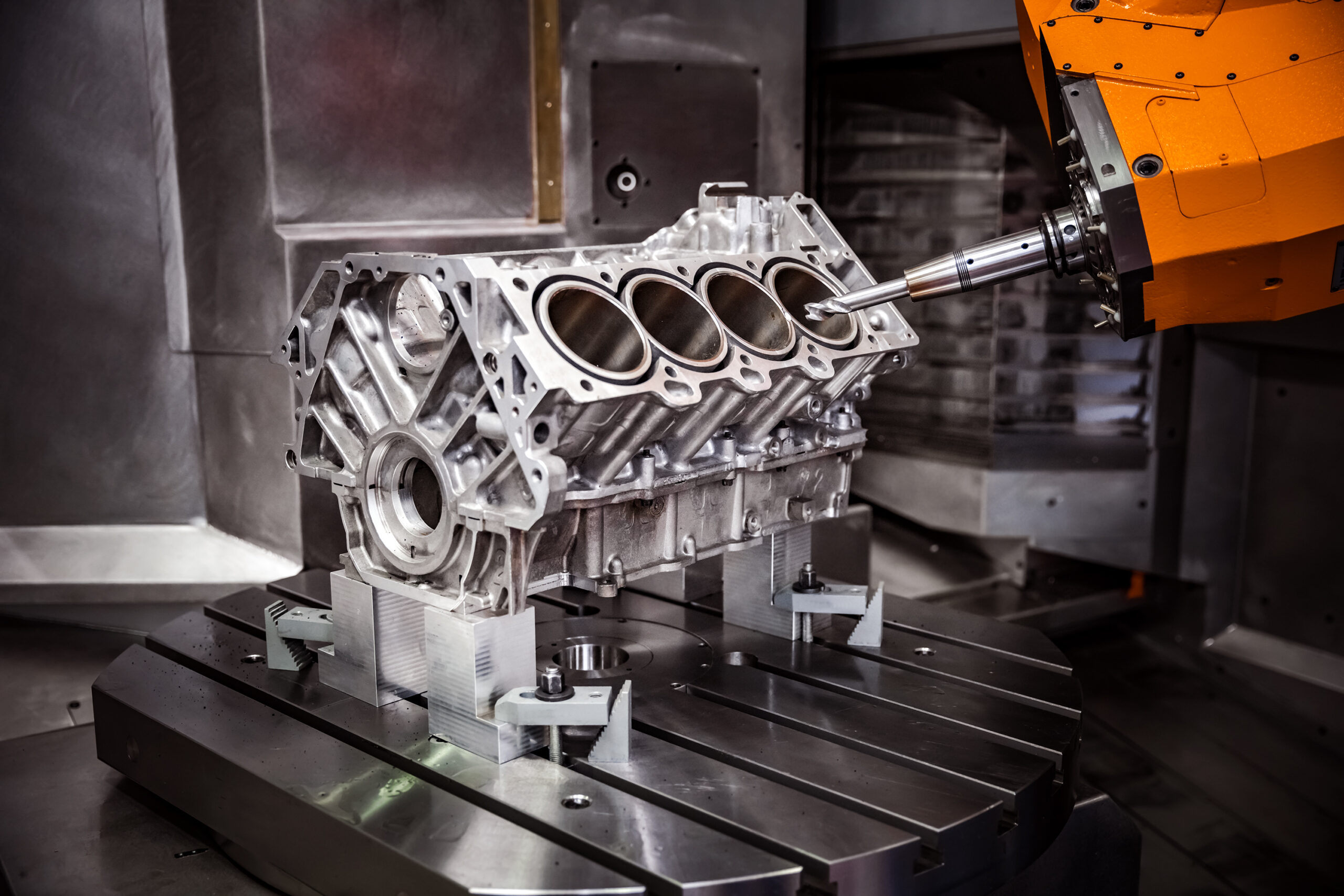
Fraisage CNC
Le fraisage CNC est un sous-ensemble des services d’usinage CNC.
Le fraisage CNC est un procédé soustractif haute précision, polyvalent et fiable, capable d’usiner une grande variété de matériaux, notamment les métaux, le bois, les plastiques, la pierre et les céramiques.wide range of materials, including metals, wood, plastics, stone, and ceramics.
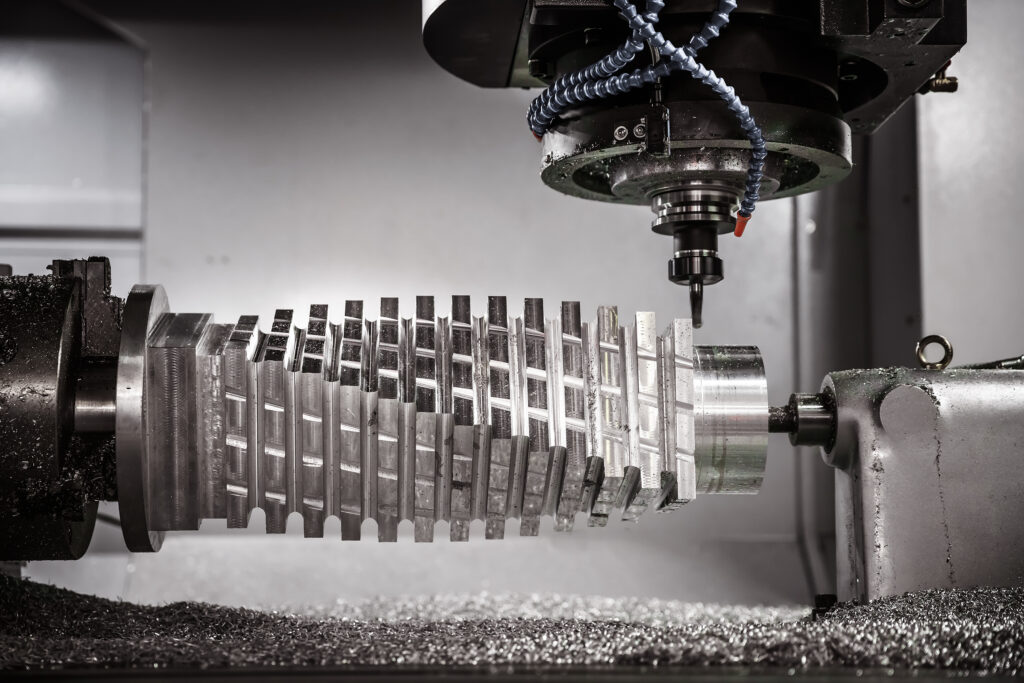
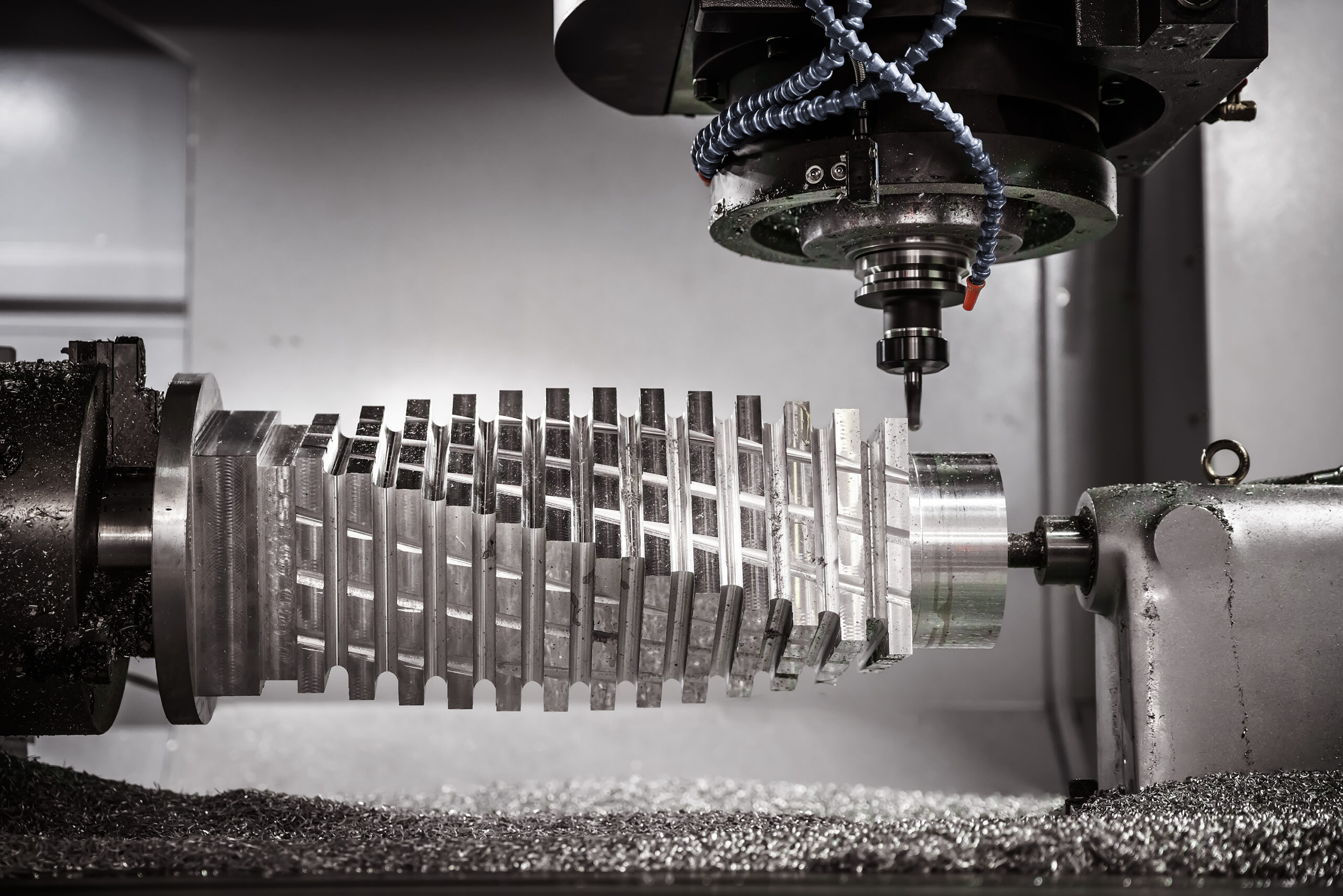
Le poste de travail se compose principalement d’une table de travail sur laquelle est fixée la pièce brute, et d’une tête de broche entraînant une fraise rotative à grande vitesse et à denture multiple. Il est particulièrement adapté à l’usinage de métaux difficiles à couper comme le titane et l’Inconel® (superalliage à base de nickel), ce qui en fait une technologie largement utilisée dans les secteurs aéronautique, automobile, médical et énergétique.
En combinant différentes stratégies de coupe, les ingénieurs peuvent réaliser des pièces très complexes. Les opérations courantes comprennent :
- Fraisage de poches
- Chanfreinage
- Alésage
- Rainurage
- Dressage
Classification par nombre d’axes
La capacité d’une fraiseuse est en grande partie déterminée par son nombre d’axes. Passer d’un système 3 axes standard à un système multi-axes avancé modifie radicalement les géométries réalisables.
| Capacité machine | Mouvements d’outil et degrés de liberté | Meilleures applications de fabrication |
| Fraisage 3 axes | L’outil se déplace selon les axes X, Y et Z. | Méthode la plus courante pour les pièces 2D/2,5D, les panneaux et les enceintes. Coût le plus bas et mise en place la plus simple. Limitation :Accès outil restreint. |
| Fraisage 4 axes | Ajoute un axe de rotation supplémentaire (généralement l’axe A). | Idéal pour le perçage de trous inclinés et la réalisation d’éléments hélicoïdaux (engrenages, implants médicaux) sans repositionnement manuel. |
| Fraisage 5 axes | Ajoute deux axes de rotation aux mouvements XYZ standard. | Nécessaire pour suivre des courbes continues et complexes (roues de pompe, rotors aéronautiques). Souvent utilisé en configuration 3+2 pour usiner 5 faces d’une pièce en un seul montage. |
| Fraisage 6 axes | Ajoute trois axes de rotation aux axes XYZ. | Extrêmement rare. Garantit une cohérence parfaite sur des courbes composées très prononcées, mais le 5 axes suffit généralement pour la plupart des travaux complexes. |
Types de fraiseuses CNC
Selon l’orientation de la broche, les fraiseuses CNC sont divisées en centres d’usinage vertical (CUV / VMC) et en centres d’usinage horizontal (CUH / HMC). Chacun répond à un usage de fabrication distinct.
Référence rapide CUV (VMC) / CUH (HMC)
| Fonctionnalité | Centre d’usinage vertical (CUV / VMC) | Centre d’usinage horizontal (CUH / HMC) |
| Orientation de la broche | Vertical (de haut en bas) | Horizontal (latéral) |
| Application principale | Opérations d’atelier polyvalentes et tous usages. | Production en série spécialisée de matériaux difficiles à usiner. |
| Coût et encombrement | Coût initial plus bas ; encombrement réduit. | Coût jusqu’à 3 fois plus élevé ; emprise au sol importante. |
| Mise en place et montage | Plus facile à programmer ; montage moins complexe requis. | Temps de mise en place plus longs ; coûts d’outillage élevés. |
| Cadence et automatisation | Nécessite l’intervention manuelle de l’opérateur pour repositionner les pièces. | Usine plusieurs faces sans repositionnement ; intégration fluide dans les lignes automatisées. |
| Évacuation des copeaux | Dépend du liquide de refroidissement sous pression pour évacuer les copeaux. | Excellent flux naturel des copeaux par gravité. |
(Note : les CUH sont disponibles en systèmes 3, 4 et 5 axes, bien que le 4 axes soit considéré comme la norme industrielle.)
Référence rapide des opérations de fraisage courantes
Le fraisage permet d’effectuer un ensemble complet d’opérations pour amener une pièce d’un bloc de matière brute à sa forme finale. Parmi les principales opérations de fraisage CNC, on peut citer :
| Opération de fraisage | Description technique | Meilleure application |
| Surfaçage | Crée des surfaces planes perpendiculaires à l’axe de l’outil. Nécessite un grand diamètre d’outil. | Idéal pour créer des surfaces planes et lisses à partir de matière brute en opération initiale, ou en opération finale pour obtenir un état de surface lisse et une rugosité de surface optimisée. |
| Fraisage en bout | Coupe en profondeur soit en périphérie, soit dans la masse de la pièce brute, à l’aide des arêtes latérales et de la pointe de l’outil. | Idéal pour les parois verticales, les éléments profonds et étroits, ainsi que les formes 3D telles que les poches, les rainures et divers profils. |
| Fraisage en roulant (fraisage périphérique) | L’orientation de l’outil de coupe est horizontale, avec l’arête coupante le long de sa circonférence. | Destiné à enlever rapidement une grande quantité de matière et à réaliser efficacement de grandes surfaces planes et parallèles. |
| Fraisage angulaire | L’arête de coupe aborde la pièce sous un angle (45°, 60°, 90° par exemple) ou utilise des fraises à double tranchant. | Crée des surfaces planes angulaires telles que des rainures en V en une seule passe. |
| Fraisage de forme | Désigne l’utilisation de fraises à profil spécial pour usiner des profils complexes en une seule passe, sans changements d’outils multiples. | Utilisé pour les surfaces convexes/concaves, les empreintes de moules, les engrenages complexes, les formes ergonomiques et les filetages, ce qui réduit les temps de cycle tout en maintenant une haute précision et répétabilité. |
(Outre ces opérations, le fraisage CNC peut également réaliser le perçage, l’alésage, le réalésage, le fraisage de filets, le fraisage d’engrenages, etc.)
Tournage CNC
Le tournage CNC est un procédé dans lequel la pièce brute est montée sur un mandrin rotatif (mandrin motorisé) et tournée contre un outil à point unique fixe pour être usinée. Les tours CNC produisant des pièces à symétrie radiale, ils sont idéaux pour les composants cylindriques et coniques.
Les systèmes modernes de tournage CNC, également appelés centres de tournage CNC, peuvent disposer d’un outillage motorisé. Ces centres intègrent des outils supplémentaires pour exécuter des opérations limitées de fraisage, perçage, rainurage et taraudage sans transfert vers une seconde machine. L’ajout de contre-broches permet de réduire encore, voire d’éliminer, le recours aux opérations secondaires ou au repositionnement de la pièce brute en cours d’usinage.


CNC turning also uses G-code and can make fast, precise cuts considerably Le tournage CNC utilise également le G-code et permet des coupes rapides et précises, réduisant considérablement le temps nécessaire par rapport à un tour manuel. La configuration la plus courante pour le tournage CNC comporte deux axes (X et Z). Les machines de tournage CNC plus récentes disposent souvent de trois, voire cinq axes.
Types de machines de tournage CNC
Les tours CNC se présentent dans de nombreuses configurations différentes. Certains comportent deux tourelles porte-outil, d’autres deux broches, et certains intègrent même le fraisage et la rectification dans le même montage. Des machines apparemment similaires peuvent différer par leur puissance, la taille des barres et les mécanismes de porte-outil. Il existe ainsi plusieurs façons de classifier les machines de tournage CNC.
Des aspects tels que l’orientation de la tourelle (verticale et horizontale), la précision (type suisse) et les configurations multi-axes (2, 3, 4, 5 axes ou plus) sont fréquemment utilisés pour catégoriser les configurations de tour :
| Configuration de tour | Caractéristiques clés et applications |
| Tour à tourelle horizontale (TTH) | Représente la majorité des machines de tournage CNC. Se caractérise par une haute précision et répétabilité, maintenant des tolérances d’usinage CNC serrées au niveau du micron sur de grandes séries de production. Les configurations biaxes les plus simples permettent d’usiner rapidement et de manière fiable des pièces simples. |
| Tour à tourelle verticale (TTV) | Comporte une tourelle verticale. Particulièrement adapté aux pièces lourdes, la gravité contribuant à stabiliser la pièce plutôt qu’à s’y opposer. |
| Tour CNC multi-axes | Classé selon les axes indépendants et contrôlables (systèmes à 2, 3, 4, 5 et 6 axes). Le mouvement simultané offre plus de liberté pour réaliser des pièces complexes en un seul montage. |
| Tours à poupée mobile CNC | Spécifique à la fabrication de petits composants avec un très haut niveau de précision. Excellent pour la production en série de pièces complexes avec des délais de livraison courts. |
Opérations de tournage courantes
Le tournage CNC, bien que limité aux pièces à symétrie de révolution, permet néanmoins d’effectuer une multitude d’opérations pour amener les pièces de la matière brute au produit fini en une seule session. On peut citer parmi ces opérations courantes :
| Opération de tournage | Exécution et mouvement d’outil | Objectif et application |
| Tournage (droit et conique) | En tournage droit, l’outil se déplace parallèlement à l’axe de la pièce. En tournage conique, l’outil se déplace sous un angle par rapport à l’axe de la pièce. | Crée des formes cylindriques droites ou des surfaces extérieures coniques sur des pièces circulaires. |
| Dressage | Le mouvement de l’outil est perpendiculaire à l’axe de rotation. | Crée une surface plane à l’extrémité de la pièce. Utile pour amener la longueur de la pièce aux dimensions requises avant de donner à l’extrémité un état de surface lisse. |
| Perçage et alésage | Crée un trou axial centré et précis sur la face d’extrémité de la pièce. Les trous sont concentriques et perpendiculaires à la face de la pièce. | Les trous percés peuvent être agrandis ultérieurement pour atteindre le diamètre requis lors d’une opération ultérieure appelée alésage. |
| Taraudage et filetage | Les outils taillent des gorges hélicoïdales spécifiques dans le matériau. | Ces deux opérations créent des filets sur une pièce mais diffèrent par leur emplacement : le taraudage crée des filets intérieurs, tandis que le filetage est utilisé pour les filets extérieurs. |
| Moletage | Opération de formage à froid qui presse des galets trempés contre une surface métallique à faible vitesse et forte avance. | Crée une texture sur une surface métallique pour améliorer la prise en main (par ex. haltères de salle de sport) et/ou pour l’esthétique. Nécessite une lubrification suffisante pour maîtriser l’échauffement. |
Fraisage-tournage CNC
Les machines CNC dotées de capacités de fraisage et de tournage sont appelées centres d’usinage de fraisage-tournage CNC. Ces centres d’usinage sont plus polyvalents que le tournage CNC ou le fraisage CNC pris séparément, car ils combinent les deux procédés en un seul. Il convient de noter qu’ils ne sont pas identiques aux centres de tournage CNC équipés d’outillage motorisé.
Les centres de fraisage-tournage CNC sont de véritables machines multifonctions conçues aussi bien pour le tournage que pour le fraisage. Ils disposent d’un axe Y complet, de deux broches, d’une commande avancée de l’axe C et de plusieurs tourelles. Ils existent également en versions 4 axes et 5 axes. Ils présentent ainsi des avantages tels qu’une meilleure rigidité, de meilleures performances de fraisage et un meilleur contrôle des axes, les rendant plus adaptés aux profils complexes.
Opérations de fraisage-tournage CNC
Les opérations courantes en fraisage-tournage CNC sont identiques à celles des fraiseuses et des tours CNC. Cependant, la configuration unique des centres de fraisage-tournage CNC permet aux ingénieurs de réaliser des opérations complexes en un seul montage. Ils peuvent également exécuter des opérations avancées impossibles sur une fraiseuse ou un tour CNC standard :
| Opération de fraisage-tournage | Exécution technique | Avantage technique et application |
| Usinage synchronisé en pince | Deux outils attaquent la pièce simultanément de part et d’autre. | Annule les efforts de coupe. Empêche les arbres longs et élancés de fléchir ou de casser sous la pression. |
| Usinage hors axe par l’axe Y | Utilise l’axe Y pour fraiser des éléments parallèles à l’axe central mais décalés par rapport à celui-ci. | Positionnement très précis pour les rainures de clavette, les méplats et les trous hors axe sur la circonférence d’un cylindre. |
| Fraisage angulaire sur axe B | La broche de fraisage pivote pour couper sous n’importe quel angle pendant que la pièce tourne. | Usine des trous coniques ou des poches inclinées sans recourir à des montages complexes et spéciaux. |
| Usinage de la face arrière | La pièce est automatiquement transférée de la broche principale à la contre-broche. | Permet d’usiner la face avant et la face arrière d’une pièce sans retournement manuel par l’opérateur. |
| Tournage polygonal | Synchronisation à rapport exact entre la rotation de la pièce et celle de la fraise. | Réalise des arbres hexagonaux, des têtes de boulons carrées et des méplats de clé sans recourir à des opérations secondaires de brochage. |
Rectification CNC
Les machines de rectification CNC existent également en tant que machines autonomes. Elles utilisent des meules abrasives pour enlever de la matière avec une précision extrême et créer des états de surface ultra-lisses avec une précision de quelques microns. Les états de surface plus lisses favorisent également une usure uniforme et une friction réduite, prolongeant la durée de vie des pièces et leur efficacité en utilisation.
Ces rectifieuses spécialisées réduisent les erreurs humaines et offrent des résultats hautement répétables requis dans les industries de précision telles que l’aéronautique, l’automobile et le médical, afin de respecter des tolérances d’usinage CNC serrées. Les machines de rectification CNC offrent une productivité accrue grâce à la commande multiaxes, aux ajustements en temps réel et aux opérations automatisées.
Types de machines de rectification CNC et opérations
Bien que toutes les machines de rectification remplissent la même fonction d’enlèvement précis de matière, il existe une variété de machines de rectification CNC selon des facteurs tels que le type de surface rectifiée (intérieure ou extérieure), le mode de maintien de pièce (entre pointes ou sans centre) et le profil de surface (plan ou cylindrique).
| Méthode de rectification | Géométrie cible | Exécution technique et meilleure application |
| Rectification plane | Surfaces planes | Lisse et aplanit les profils plans. Peut atteindre des précisions extrêmes jusqu’à ±0,002 mm (0,00008 in). |
| Rectification cylindrique | Cylindres extérieurs et intérieurs | Maintient la pièce entre mandrins et fait tourner la pièce et la meule en sens opposés pour un enlèvement de matière rapide. |
| Rectification sans centre | Broches, tiges et longs arbres | Rectifie des pièces cylindriques sans les bloquer dans un mandrin. Idéal pour la production en série continue. |
| Affûtage d’outils | Goujures et arêtes des outils de coupe | Procédé spécialisé utilisé exclusivement pour la fabrication et le réaffûtage des outils de coupe CNC. |
Perçage CNC
Si une opération de perçage peut être intégrée dans les systèmes de fraisage et de tournage CNC, elle peut également exister sous la forme d’une machine de perçage CNC autonome. Ceci est particulièrement utile pour les produits nécessitant des opérations telles que le perçage, le taraudage, l’alésage et le fraisage de chanfrein dans des environnements de production en masse.
Les pièces en tôle dans les secteurs automobile et connexes font souvent appel à des machines de perçage CNC autonomes, car elles sont plus rapides et plus efficaces lorsqu’un grand nombre de trous avec une complexité minimale est requis.
Outillage
L’outillage désigne les outils de coupe, les porte-outils et les accessoires de maintien de pièce utilisés dans les systèmes CNC pour maintenir et couper les matières premières jusqu’à l’obtention de pièces finies. Ils se déclinent en de nombreux types selon la machine CNC utilisée et sont adaptés à des besoins spécifiques pour créer différentes fonctions sur les pièces.


Outils de fraisage CNC
- Fraise en bout : La fraise en bout est le type d’outillage le plus courant et peut généralement couper dans 3 directions. Elles se déclinent en différentes variantes : à plat, à rayon d’angle, de dégrossissage, à bout sphérique et coniques, pour n’en citer que quelques-unes. Elles se caractérisent par le nombre de goujures, les angles d’hélice, le matériau de base et le matériau de revêtement.
- Fraise à surfacer : La fraise à surfacer est conçue pour couper sur une grande surface, c’est-à-dire le surfaçage. Ses arêtes de coupe se trouvent généralement sur le bord de l’outil et les dents sont généralement des plaquettes en carbure.
- Fraise à fileter :La fraise à fileter est conçue pour réaliser des filetages. Elle fonctionne par rotation hélicoïdale autour de la queue pour couper la forme du filet.
- Fraise à rainurer : Ces fraises sont utilisées pour créer des rainures en T sur la longueur d’une pièce. L’outil doit entrer et sortir par un côté ouvert du matériau en raison de sa géométrie.


Outils de tour
- Plaquettes/outils de tournage : Utilisés pour usiner le diamètre extérieur de la pièce. Disponibles en outillage massif affûté à la forme, ou plus couramment sous forme de plaquettes en carbure remplaçables montées dans un porte-outil.
- Barres d’alésage : Outils longs et élancés qui pénètrent dans un trou percé pour l’agrandir à un diamètre précis avec la finition souhaitée. Également utilisées pour le rainurage intérieur et le filetage intérieur.
- Outils à tronçonner :Outils étroits en forme de lame utilisés pour séparer la pièce finie de la barre en dernière opération.
- Forets : Utilisés pour créer des trous axiaux sur la face d’extrémité de la pièce. Les trous sont généralement agrandis ensuite par alésage ou réalésage pour atteindre les tolérances finales.
Matériaux d’outillage
Les différents types d’outils peuvent être subdivisés selon leurs matériaux de base. Les matériaux généralement utilisés pour l’outillage sont énumérés ci-dessous :
| Matériaux d’outillage | Caractéristiques et performances |
| Acier à haute teneur en carbone | Il s’agit du type d’outil de machine le moins cher, mais leur durée de vie est limitée. Ils perdent également leur dureté aux alentours de 200 °C. |
| Acier rapide (HSS) | Ils sont plus courants que les outils en acier au carbone car leur durée de vie est plus longue et ils ne perdent leur dureté qu’à 600 °C, ce qui leur permet de couper à des vitesses plus élevées. |
| Plaquettes en carbure | Les outils en carbure cémenté sont plus durs que l’HSS, mais moins résistants aux chocs et susceptibles de se fracturer si on ne les manipule pas correctement. Le carbure non revêtu peut supporter des températures allant jusqu’à 900 °C, tandis que les nuances revêtues (TiAlN, etc.) peuvent tolérer des températures encore plus élevées. |
| Céramiques | Ces outils de coupe sont extrêmement durs et généralement réservés à la coupe de matériaux durs tels que les aciers trempés ou la fonte à très haute température. Il existe deux variantes courantes : l’alumine et le nitrure de silicium. |
| Nitrure de bore cubique (CBN) | Ces outils sont idéaux pour les aciers trempés et les superalliages et présentent une excellente résistance à l’abrasion et à la chaleur. |


Capacités de fabrication
L’usinage CNC est un procédé polyvalent qui peut répondre efficacement à différentes configurations de fabrication. Il est excellent pour le prototypage et la production de petite à moyenne série. Si certaines conditions sont remplies, l’usinage CNC peut également être performant pour la production en grande série.
Prototypage
L’usinage CNC est largement utilisé pour le prototypage car le prototype est fabriqué à partir du matériau de production réel, avec de vraies propriétés mécaniques, des dimensions précises et un bon état de surface. Cela le rend adapté aux essais fonctionnels, et pas seulement aux vérifications d’ajustement.
De plus, l’usinage est très flexible, ce qui permet de produire une large gamme de géométries. L’impression 3D peut être une option meilleure et moins coûteuse lorsque la géométrie implique des canaux internes ou des profils complexes qu’il serait peu pratique d’usiner, ou lorsque les propriétés mécaniques sont moins critiques.
Production de petite série
Les aspects les plus importants à prendre en compte lors du choix d’une technologie de fabrication pour la production de petite série (10 à 1 000 unités) sont les coûts d’outillage initiaux réduits, la flexibilité de conception élevée et les délais de livraison rapides. L’usinage CNC ne nécessite pas de matrices sur mesure, ce qui réduit les coûts d’outillage initiaux. Elle offre également des délais de livraison rapides et une plus grande flexibilité de conception grâce à l’automatisation programmable.
Cependant, l’usinage CNC n’est pas toujours la meilleure option si la géométrie est très complexe, si les coûts de mise en place sont élevés ou s’il y a un gaspillage excessif de matière (le volume englobant de la pièce — tout ce qui n’est pas la forme finale constitue un déchet). Dans ces cas, il est plus prudent d’envisager des alternatives telles que la fabrication additive et le moulage.
Production en grande série
Lors du passage à la production en grande série (> 1 000 unités), la priorité se déplace vers un équilibre subtil entre régularité de la qualité, coût unitaire et vitesse de production. L’usinage CNC n’est généralement pas un bon candidat pour ces exigences en raison de durées de procédé plus longues et d’un coût unitaire plus élevé. D’autres aspects comme les fonctions internes complexes, le gaspillage excessif de matière et les très grands volumes réduisent encore la compétitivité de l’usinage CNC.
Les conceptions extrêmement simples sont également mieux servies par des procédés de fabrication plus simples et plus rapides tels que le moulage, l’emboutissage et le moulage par injection, surtout si les matières premières sont également bon marché. Les seuls scénarios dans lesquels l’usinage CNC offre un meilleur rapport coût-bénéfice en grande série sont : les tolérances serrées, les matières premières dures, les modifications de conception fréquentes et une gamme de produits variés (différentes tailles).
Avantages et inconvénients de l’usinage CNC
Les scénarios ci-dessus mettent en évidence l’adéquation de l’usinage CNC à différents volumes de production. Cette adéquation se résume aux avantages et inconvénients de l’usinage CNC. Une bonne compréhension de ces éléments permet de prendre de meilleures décisions quant au choix de la méthode de fabrication et à l’opportunité de recourir ou non à l’usinage CNC.
Avantages de l’usinage CNC
Le rôle central de l’usinage CNC dans la fabrication est la conséquence directe des avantages suivants :
- Précision extrême et tolérances serrées : L’usinage CNC standard peut couramment atteindre des tolérances jusqu’à ±0,127 mm (±0,005 in), tandis que les applications de précision peuvent atteindre ±0,0127 mm (±0,0005 in) en utilisant les tolérances de l’usinage CNC. Les procédés d’usinage ultraprécis spécialisés peuvent atteindre des tolérances de l’ordre du micron dans des conditions strictement contrôlées.
- Géométries complexes : Les systèmes avancés à 4 et 5 axes sont capables de produire des géométries très complexes telles que des aubes de turbines, des roues de compresseur et des profils organiques avec une précision remarquable.
- Large choix de matériaux : L’usinage CNC est compatible avec de nombreux métaux, plastiques et matériaux composites. Il est particulièrement utile pour l’usinage de métaux difficiles à couper comme le titane et l’Inconel®, difficiles à usiner par des méthodes conventionnelles. Parmi les matériaux les plus courants pour l’usinage CNC, on trouve l’aluminium, le laiton, l’acier inoxydable, le PEEK et l’ABS.
- Haute répétabilité : L’usinage automatisé élimine les erreurs humaines et la variabilité associée dans les produits finis. Une fois le programme défini, les pièces produites sont dimensionnellement cohérentes.
- Haute productivité : Un système d’usinage CNC entièrement automatisé peut fonctionner en continu avec une intervention minimale de l’opérateur. Les systèmes CNC fonctionnent en mode autonome (production sans opérateur) pour produire de manière fiable un grand nombre de pièces en peu de temps.
- Excellente qualité de surface finale : L’usinage CNC peut obtenir un excellent état de surface en une seule passe, réduisant le besoin d’opérations de post-traitement.
Inconvénients de l’usinage CNC
Il existe également certaines limitations à prendre en compte pour décider si la CNC est véritablement la meilleure option de production :
- Investissement initial élevé :Une machine CNC est un équipement coûteux. Le coût d’achat d’une machine CNC 5 axes standard pour matériaux difficiles peut souvent atteindre plusieurs centaines de milliers d’euros. À cela s’ajoutent les coûts de maintenance liés aux logiciels, à l’outillage, à l’entretien et au personnel qualifié.
- Nécessité d’opérateurs qualifiés :Les machines CNC modernes nécessitent des opérateurs hautement qualifiés pour écrire, exécuter et surveiller les programmes CNC. Un opérateur CNC incompétent peut commettre des erreurs coûteuses comme casser des outils, endommager la machine ou générer des pièces à rebuter.
- Limitation de la taille des pièces : Les limitations dimensionnelles de l’usinage CNC sont déterminées par l’enveloppe de travail du système CNC. Les pièces très grandes ne peuvent pas être produites sur des machines standard et nécessiteraient des machines CNC spécialisées « grand format ».
- Gaspillage de matière : L’usinage CNC étant un procédé de fabrication soustractive, un certain gaspillage de matière est inévitable. Cependant, pour les pièces nécessitant un enlèvement important de matière, des alternatives comme le moulage et la fabrication additive généreraient moins de gaspillage.
- Restrictions géométriques de conception : Certaines fonctions telles que les canaux et cavités internes fermés peuvent être difficiles ou peu pratiques à réaliser par usinage CNC conventionnel, car l’outil de coupe doit avoir un accès physique à la zone d’usinage. Les angles intérieurs vifs sont également impossibles à réaliser en raison de la section circulaire de l’outil. Il y aura toujours un rayon intérieur, même s’il peut être réduit.
- Non adapté aux grandes séries :La CNC perd en efficacité pour la production en grande série. Des alternatives comme le moulage par injection et le moulage offrent une production plus rapide et moins de gaspillage de matière pour les grandes séries.
Matériaux pour l’usinage CNC
L’usinage CNC prend en charge une très grande variété de matériaux : métaux, non-métaux et composites. Chaque catégorie comprend des matériaux aux propriétés très variées. Dans cette section, nous allons passer en revue certains des matériaux les plus courants dans différentes catégories applicables à l’usinage CNC.


Métaux
Si de nombreux métaux se prêtent bien à l’usinage CNC, ceux qui présentent une meilleure usinabilité, d’excellentes propriétés mécaniques, une bonne résistance à la corrosion, une disponibilité facile et un coût de matière première réduit offrent une valeur ajoutée supérieure. Pour ces raisons, les métaux suivants sont souvent les plus adaptés à l’usinage CNC :
| Type de métal | Caractéristiques d’usinage et applications |
| Aluminium | L’usinage CNC est la méthode privilégiée pour les pièces en aluminium en raison de sa haute usinabilité, de son coût réduit et d’un meilleur rapport résistance/poids. L’aluminium et ses alliages sont souvent les matériaux par défaut pour l’usinage CNC dans les applications polyvalentes ainsi que pour le prototypage rapide. |
| Acier / Acier inoxydable | L’acier doux et l’acier inoxydable (304, 316) sont souvent utilisés pour fabriquer des pièces structurelles par usinage CNC. Les principales raisons en sont leur haute résistance, leur longue durée de vie, leur résistance à l’usure et leur fiabilité. |
| Titane | Le titane a tendance à s’écrouir et à provoquer une usure rapide des outils. L’usinage CNC atténue ce phénomène en optimisant les paramètres de coupe, en améliorant la dissipation thermique et en maintenant des outils affûtés. Ces mesures garantissent que le titane est coupé nettement plutôt que d’être écrasé. |
| Laiton | L’usinage CNC convient parfaitement au laiton, qui est facile à usiner. Il est idéal pour les applications à faible friction et les composants électriques. |
| Cuivre / Argent | Le cuivre et l’argent sont également des matériaux adaptés à l’usinage CNC lorsqu’une bonne conductivité électrique et thermique est requise. |
(Parmi les autres métaux fréquemment usinés par CNC, on trouve le bronze et les superalliages.)


Non-métaux
La CNC excelle dans l’usinage des non-métaux car ceux-ci sont plus tendres que les métaux. Les machines peuvent utiliser des vitesses plus élevées, des avances plus importantes et obtenir un meilleur état de surface. Les outils durent également plus longtemps grâce à une usure réduite.
Bois
Des bois tels que le bois dur, le bois tendre et le contreplaqué sont usinés à l’aide de systèmes CNC pour créer des composants de mobilier, des boiseries architecturales, des éléments de menuiserie complexes et des objets sculptés en 3D.
Plastiques
L’usinage CNC est couramment utilisé pour créer des pièces de haute précision à partir de matières plastiques.


Ce procédé est très efficace et abordable et est généralement utilisé pour le prototypage, les essais fonctionnels et la production de petite à moyenne série.
| Matière plastique | Caractéristiques d’usinage et propriétés du matériau | Applications CNC typiques |
| ABS | Abordable, résistant aux chocs et très usinable. | Boîtiers électroniques, prototypage rapide et composants structurels. |
| Acrylique / PMMA | Rigide, fragile et optiquement transparent ; nécessite des outils tranchants pour éviter l’écaillage. | Guides de lumière, lentilles d’affichage transparentes et dispositifs fluidiques. |
| Nylon 6 / PA 6 | Solide et très résistant à l’usure ; absorbe l’humidité, ce qui peut affecter les tolérances serrées. | Engrenages, roulements, patins d’usure et rouleaux renforcés. |
| PC (Polycarbonate) | Extrêmement résistant avec une haute résistance aux chocs ; peut être poli à la vapeur pour une clarté quasi optique. | Collecteurs fluidiques, couvercles de protection transparents et boîtiers résistants aux chocs. |
| PEEK | Thermoplastique haute performance ; stabilité thermique, chimique et mécanique exceptionnelle. | Composants aéronautiques, implants médicaux et vannes haute température. |
| PEEK chargé de verre | Très rigide et abrasif pour les outils de coupe ; offre une résistance structurelle supérieure à haute température. | Isolants électriques haute contrainte et supports structurels aéronautiques. |
| POM / Delrin® (acétal) | La matière plastique la plus usinable ; dimensionnellement stable avec un faible coefficient de frottement naturel. | Engrenages de précision, bagues, mécanismes coulissants et montages sur mesure. |
| Polypropylène (PP) | Excellente résistance chimique et à la fatigue ; mou et susceptible de fondre si les avances/vitesses sont incorrectes. | Réservoirs chimiques, composants de dispositifs médicaux et charnières vivantes. |
| PTFE / Teflon® | Propriétés antifriction ultimes et résistance chimique maximale ; très mou, ce qui rend difficile le maintien de tolérances serrées. | Joints, joints d’étanchéité résistants aux produits chimiques et isolants électriques. |
| UHMW PE | Extrêmement résistant avec une incroyable résistance à l’abrasion ; se déforme facilement sous une pression de serrage élevée. | Guides de convoyeurs, revêtements de goulottes et patins d’usure industriels. |
Mousse
La mousse est également une excellente matière première pour l’usinage CNC. Elle est généralement utilisée pour créer des maquettes détaillées et des pièces de prototypage rapide. Les mousses couramment utilisées en usinage CNC sont le HDU, l’EPS, le PU, l’EVA et le polyéthylène.
Matériaux composites
Les matériaux composites combinent deux ou plusieurs matériaux, généralement des fibres de renforcement et un matériau de matrice, pour créer un matériau à haute résistance destiné à des applications spéciales. Les pièces composites usinées CNC se retrouvent souvent dans des secteurs tels que l’aéronautique et l’automobile dans lesquels un rapport résistance/poids élevé est une condition préalable.
Les matériaux composites sont abrasifs, fragiles et en couches. L’usinage CNC utilise des techniques spécifiques telles que des outils de coupe trempés, un fonctionnement à grande vitesse et un contrôle strict des copeaux pour usiner des composites courants tels que le polymère renforcé de fibres de carbone (PRFC / CFRP), le polymère renforcé de fibres de verre (PRFV / GFRP), le polymère renforcé de fibres d’aramide (PRFA / AFRP) et les composites à matrice métallique ou céramique.
Tolérances en usinage CNC
Les tolérances en usinage CNC jouent un rôle très important. Les machines CNC polyvalentes peuvent généralement atteindre des tolérances de 0,125 mm à 0,25 mm (0,005 à 0,01 in). Cependant, les équipements spécialisés peuvent atteindre une résolution allant jusqu’à 0,002 mm (0,00008 in) grâce à une combinaison de structures à haute rigidité, de contrôle climatique, de codeurs linéaires sous-microniques, d’isolation des vibrations et d’une surveillance avancée des outils. Cette ultra-précision est courante dans les composants aéronautiques et médicaux.bination of high-rigidity structures, climate control, sub-micron linear encoders, vibration isolation, and advanced tool monitoring. Such ultra-precision is common in aerospace and medical components.

Pour tirer parti de ces capacités, la conception pour l’usinage CNC utilise largement des systèmes de tolérancement tels que le tolérancement géométrique (système de cotation GD&T), un langage de conception universel utilisé par les ingénieurs et les usineurs pour exprimer clairement l’intention de conception et éviter les erreurs et les retouches. Le GD&T assure un assemblage précis, notamment pour les pièces complexes, de haute précision et interchangeables. Une utilisation compétente du GD&T permet de définir la variation admissible de la forme, de la localisation et de l’orientation des éléments d’une pièce.
La limite de tolérance correcte pour une pièce dépend des exigences fonctionnelles de la pièce, des propriétés du matériau, du procédé CNC choisi et de l’équilibre entre coût et précision.
On distingue généralement trois niveaux de tolérances en usinage CNC :
| Niveau de tolérance | Plage typique | Application et impact sur les coûts |
| Standard | ±0,125 mm (±0,005 in) | Valeur de référence pour la plupart des pièces non critiques. Répond aux besoins fonctionnels sans alourdir les coûts de fabrication ou d’inspection. |
| Serrée | ±0,025 mm (±0,001 in) | Nécessaire pour les ajustements critiques comme les assemblages rotatifs à grande vitesse, les gorges d’étanchéité et les alésages de roulements. Le coût peut être multiplié par 5. |
| Haute précision | Jusqu’à 0,1 µm (0,000004 in) | Utilisée pour les optiques ultraprécises et les miroirs de satellites. Nécessite un contrôle climatique strict, une rectification et un rodage. Les exemples typiques comprennent les miroirs de télescopes, les optiques laser et les miroirs d’imagerie satellitaire. Ces procédés sont très sensibles aux variations de température et font souvent appel à la rectification ou au rodage pour obtenir de tels résultats précis. |
Finition et post-traitement
La finition de surface désigne l’état de la surface d’une pièce. C’est un terme large qui englobe plusieurs aspects d’une surface, tels que sa rugosité, son apparence, sa texture et son revêtement. La finition de surface peut également désigner un procédé de finition qui modifie la forme, les dimensions et l’aspect d’une surface usinée pour répondre aux spécifications souhaitées.
Les méthodes courantes pour obtenir les différentes finitions des pièces usinées CNC sont la finition mécanique, la finition chimique/électrochimique et le revêtement.
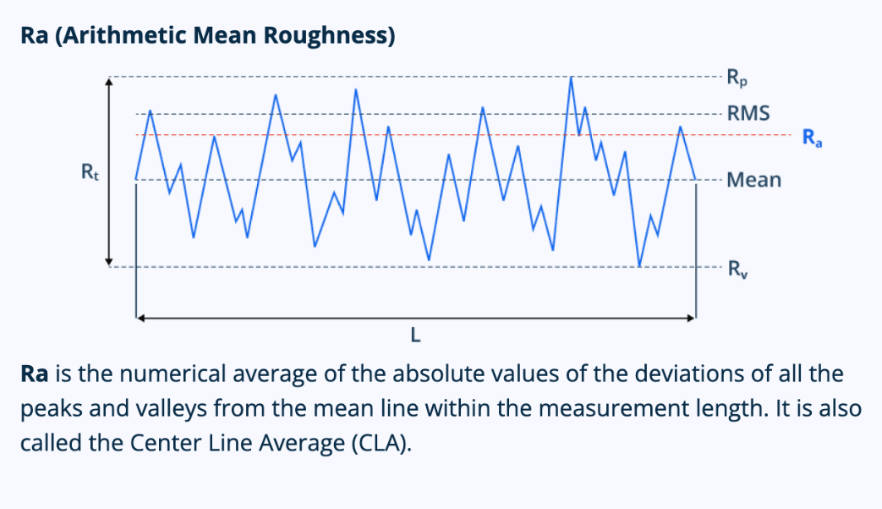
Rugosité de surface
La qualité de la rugosité de surface est mesurée par ce que l’on appelle la « rugosité arithmétique moyenne » (Ra). Elle mesure l’écart moyen du profil de surface par rapport à la ligne centrale. Une valeur plus faible représente une surface plus lisse.
Quatre valeurs courantes de rugosité de surface sont généralement observées dans l’industrie. Ces valeurs sont 3,2 µm (125 µin), 1,6 µm (63 µin), 0,8 µm (31,5 µin) et 0,4 µm (15,75 µin). Plus la valeur de Ra diminue (surface plus lisse), plus les coûts et le temps de production augmentent.
La rugosité brut d’usinage désigne la rugosité normalisée des pièces à leur sortie du procédé d’usinage CNC. La valeur Ra de ces pièces est généralement de 3,2 µm (125 µin), et les pièces présentent encore des traces de coupe dues au contact avec les outils de coupe. Il est possible de réduire la valeur Ra à 1,6 µm, 0,8 µm ou 0,4 µm par des passes de finition supplémentaires.
Les avantages de la finition brut d’usinage sont la régularité des pièces, des tolérances plus serrées et l’absence de coûts supplémentaires. Les inconvénients comprennent des traces d’outil visibles, une résistance à la corrosion et à l’usure réduite. Ces types de pièces sont recommandés pour les pièces structurelles ou à tolérances serrées pour lesquelles l’apparence n’est pas un critère primordial.
Options de traitement thermique
De nombreuses pièces usinées CNC sont traitées thermiquement avant leur mise en service. Parmi les traitements thermiques courants pour ces pièces, on peut citer :
| Procédé | Exécution technique et application |
| Trempe (durcissement) | Chauffe le matériau à haute température, puis refroidissement rapide à l’air, à l’huile ou à l’eau pour améliorer sensiblement la dureté des aciers à outils et des engrenages. |
| Cémentation / Trempe superficielle | Ne durcit que la couche externe d’une pièce pour créer une couche externe résistante à l’usure, tandis que le noyau interne reste ductile et tenace. |
| Revenu | Chauffe le matériau à une température inférieure à la température critique inférieure, maintien pendant quelques heures suivi d’un refroidissement à l’air. Inverse la fragilité, les contraintes internes et récupère la ténacité perdue lors de la trempe. |
| Recuit | Chauffe le matériau à une température spécifique et le refroidit dans le four pour relâcher les contraintes internes et restaurer la ductilité. |
| Normalisation | Chauffe le matériau à une température spécifique mais refroidissement à l’air pour améliorer la résistance finale de la pièce. |
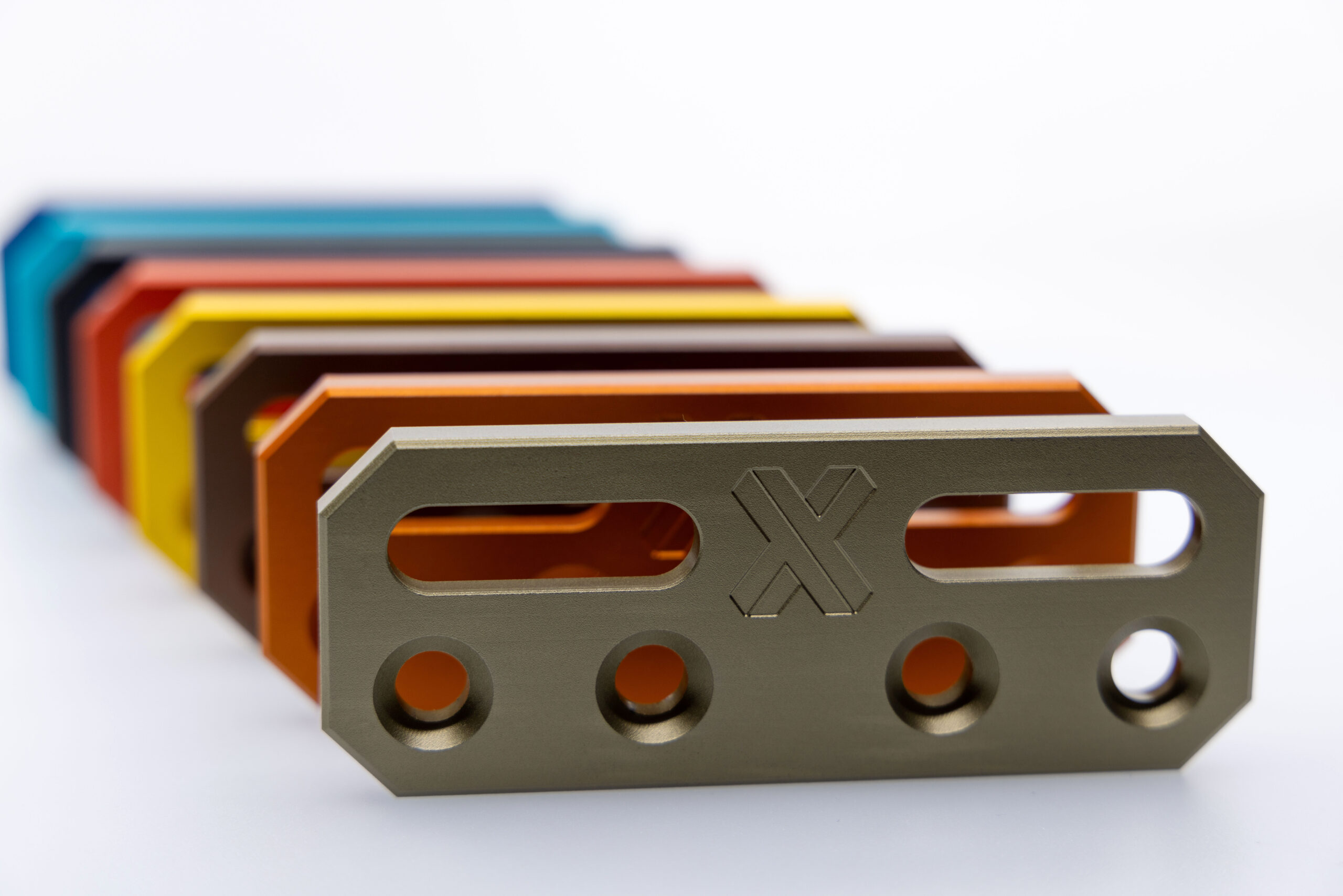
Revêtement
Le revêtement est souvent appliqué sur les pièces usinées CNC pour améliorer des propriétés telles que la résistance à la corrosion, la résistance à l’usure, l’apparence, l’état de surface et augmenter la durabilité.
Les méthodes les plus courantes comprennent :
| Méthode de revêtement | Procédé technique | Avantages clés et applications |
| Anodisation | Réaction électrochimique qui convertit la surface métallique extérieure en un revêtement d’oxyde anodique durable. | Crée une couche mince, dure et protectrice. Principalement utilisée pour les pièces en aluminium et en titane. |
| Galvanoplastie | Utilise un courant électrique pour déposer une fine couche d’un métal différent (par ex. nickel, chrome, or). | Confère des propriétés spécifiques telles qu’une haute résistance à la corrosion, une conductivité électrique ou un aspect cosmétique premium. |
| Revêtement par poudre | Applique une poudre thermodurcissable sèche, fluide et finement broyée, qui est ensuite réticulée sous chaleur. | Crée une couche de protection épaisse et très durable. Disponible en plus d’un millier de teintes de couleurs personnalisées. |




5 règles de conception à retenir
Comme vu précédemment, l’usinage est un procédé extrêmement performant qui peut produire des composants très précis offrant une grande flexibilité de conception. Exploiter toutes ces possibilités peut cependant s’avérer très coûteux. Il est donc préférable de connaître les écueils susceptibles d’augmenter inutilement les coûts.
Concevoir pour une machine CNC
Les principes de conception pour l’usinage CNC doivent tenir compte des capacités et des limitations de ces machines. Par exemple, les angles intérieurs vifs, les parois très minces, les structures internes complexes et les trous courbes sont difficiles ou peu pratiques à réaliser sur des machines CNC normalisées. Les éléments de grande hauteur, les cavités profondes et les éléments extrêmement petits doivent être minimisés, car ils nécessitent des outils longs et fragiles, sujets aux vibrations et à la déflexion. Même les fonctions courantes telles que les congés décoratifs et les chanfreins doivent être évités, sauf nécessité fonctionnelle, pour maîtriser les coûts. Les concepteurs doivent tirer parti de l’usinage CNC pour les pièces nécessitant des géométries 5 axes complexes, des tolérances au niveau du micron, des surfaces d’accouplement précises, une flexibilité de conception, une concentricité précise et des états de surface de haute qualité.
Ne pas sur-tolérer
Tolérer toutes les fonctions critiques, mais ne pas les rendre plus serrées que nécessaire. En l’absence d’instructions, la tolérance normalisée de ±0,125 mm (±0,005 in) sera appliquée.
Minimiser les aspects esthétiques
Se concentrer sur l’esthétique est l’un des moyens les plus rapides d’alourdir les coûts des pièces usinées CNC. Cela inclut la numérotation/le lettrage excessif. N’utiliser la gravure profonde qu’en cas de nécessité. Ces deux aspects peuvent être réalisés plus efficacement en tant que tâches de post-traitement. Utiliser l’état de surface normalisé comme valeur par défaut.
Concevoir pour réduire le nombre de montages
Dans l’idéal, les fonctions de la pièce doivent être conçues de manière à pouvoir être usinées depuis une seule direction d’accès de l’outil. Cela minimise le besoin de montages multiples, de réorientation et de remontage, qui augmentent considérablement le temps d’usinage, la complexité et le risque de désalignement dimensionnel. Si les concepteurs ne peuvent pas limiter l’orientation d’usinage de cette façon, les fabricants pourraient être contraints d’utiliser des machines CNC multi-axes, augmentant inutilement la complexité et le coût de fabrication.
Utiliser des diamètres de trous et des filetages normalisés
Éviter l’outillage sur mesure en utilisant des tailles de forets et de tarauds normalisées. Limiter également la profondeur de filetage.
La valeur et l’avenir de la fabrication CNC
L’usinage CNC demeure une technologie moderne et très efficace, capable de produire des pièces précises et à hautes performances.
Même si la CNC n’est pas toujours l’option la plus économique pour la production en grande série, elle reste un choix de premier plan dans l’industrie manufacturière pour le prototypage, la production de petite à moyenne série et les besoins d’ingénierie haute performance.






Comment(0)