 Europe
Europe  Türkiye
Türkiye 


Die CNC-Bearbeitung ist ein vielseitiges und präzises Herstellungsverfahren, das in der Lage ist, Komponenten in unterschiedlichster Komplexität und Größe aus den verschiedensten Materialien herzustellen. Dennoch geht das Verfahren mit gewissen Größeneinschränkungen einher, die durch verschiedene Faktoren diktiert werden. Das Bewusstsein bezüglich dieser Einschränkungen, ist entscheidend dafür, dass Sie sicherstellen können, dass Ihre Entwürfe auch herstellbar sind
Grundlegende Größenbeschränkungen in der CNC-Bearbeitung
Dieser Abschnitt betrachtet verschiedene Design-Tipps und Überlegungen, die Ihnen dabei helfen können, die Herstellbarkeit Ihrer Teile zu verbessern, während Sie gleichzeitig die Kosten und Vorlaufzeiten optimieren. Es werden zudem die Komplexität der Teile und die Einschränkungen seitens der CNC-Fertigung bezüglich Kehlen, Bohrungen, Taschen, Gewinden und Hinterschneidungen betrachtet.
Rohlingsgröße
Dies bezieht sich auf die Größe des Rohmaterials, das für die Herstellung der fertigen Komponente verwendet wird. Rohlinge sind in der Regel etwas größer als das fertige Teil, damit sowohl Schwankungen in der Rohlingsgröße kompensiert als auch die eher rauen Oberflächen des Rohmaterials glatt geschnitten werden können.
So wäre zum Beispiel ein passender Rohling für ein Teil mit den Maßen 50 x 50 x 50 mm ungefähr 53 x 53 x 53 mm groß. In der Entwurfsphase sollten Sie also bedenken, dass Sie sowohl in X, Y als auch Z-Richtung Material zu Ihrem Teil hinzugeben müssen, und es inklusive dieser Zugaben in die folgenden Größenbeschränkungen passt.
Beschränkungen für Fräs-, Dreh- und Bohrteile
| Teil / Merkmal | CNC – Fräsen | CNC – Drehen | CNC – Bohren |
| Maximalgröße | Die größten Fräsmaschinen wie die SNK HF-7VM Vertikalportalfräse haben eine Palettengröße von 3500 x 10000 mm, mit einem Verfahrweg der X-Achse von 11000 mm, einem Verfahrweg der Y – Achse von 4700 mm und einem Verfahrweg auf der Z – Achse von 2450 mm. | Die größten CNC-Drehzentralen wie die SL 603 können Teile mit einem Durchmesser von bis zu 930 mm und einer Länge von 4000 mm drehen. | Die größten CNC-Bohrmaschinen wie die Voortman V200 können Platten mit einer Größe von 2400 mm in der Länge, 1000 mm in der Breite und einer Dicke von 60 mm (bei einem Maximalgewicht von 600 kg) handhaben. |
| Mindestgröße | In der Regel liegt die kleinste realisierbare Größe eines Merkmals bei 0,5 mm. Für praktische Zwecke werden Merkmale unter 2,5 mm im Durchmesser als Mikrobearbeitungen betrachtet, und in der Regel vermieden, insofern sie nicht erforderlich sind. | Die kleinste praktisch realisierbare Durchmesser bei gedrehten Teilen liegt bei ungefähr 0,5 mm, wobei in der Praxis üblicherweise erst bei 1 mm Durchmesser mit dem Drehen angefangen wird. | In der Praxis gilt der Standard, dass die meisten Bohranwendungen für eine einfachere Herstellung bei angemessener Genauigkeit erst bei einem Durchmesser von 2,5 mm beginnen. Obwohl der kleinste verwendbare Bohrerdurchmesser bei ungefähr 1 mm liegt. Für sehr kleine Merkmale können sogar Löcher von 0,05 mm (50 Mikrometer) Durchmesser gebohrt werden. Dies fällt jedoch ebenfalls in den Bereich der Mikrobearbeitung bzw. des Mikrobohrens, was besonders spezialisierte Ausstattung und Verfahren erfordert. |
| Bessere Alternative für größere Teile (als das Maximum) | • Spritzguss (Kunststoffe)
• Druckguss, Metallextrusion (Metalle) |
• Spritzguss (Kunststoffe)
• Schmieden, Gießen (Metalle) |
– |
| Bessere Alternativen für kleinere Teile (als das Minimum) | • Spritzguss, Mikro-Spritzguss, 3D-Druck, Mikrobearbeitung (Kunststoffe)
• Mikrobearbeitung, Elektroformung, Laserschneiden, Mikro-EDM (Erodierung), metallischer Spritzguss (Metalle) |
• Spritzguss, Mikro-Spritzguss, 3D-Druck, Mikrobearbeitung (Kunststoffe)
• Mikrobearbeitung, Elektroformung, Laserschneiden, Mikro-EDM (Erodierung), metallischer Spritzguss (Metalle) |
– |
Größenbeschränkungen an Merkmalen: Referenztabelle
Die folgende Tabelle fasst die Konstruktionsrichtlinien zusammen, die mit verschiedenen Merkmalen verbunden sind, die im CNC erzeugt werden können. Ihr Zweck soll es sein, Konstrukteuren dabei zu helfen, die Komponenten hinsichtlich ihrer Herstellbarkeit zu optimieren.


Größenbeschränkungen für die Nachbearbeitung
Die unterschiedlichen Nachbearbeitungsschritte, die an einem Teil durchgeführt werden können, hängen auch von der Größe des Teils ab. So passen größere Teile oft nicht in die Kabinen für das Bestrahlen mit Medien (z.B. Perlen), weshalb diese Teile nicht gestrahlt werden können. Ein weiteres Beispiel ist es, wenn für Teile beim Eloxieren, Galvanisieren oder Pulverbeschichten, die größer als 3m sind, speziell gefertigte Ständer erforderlich sind.
| Verfahren | Maximale Teilgröße | Notizen/Anmerkungen |
| CNC – Drehen | Durchmesser bis 500 mm und Längen bis 4500 mm | Xometry verwendet spezielle Werkzeuge, inklusive Standard-2-Achsen-Drehbänke, angetriebene Werkzeugsysteme, Mehrspindelmaschinen und Hochpräzisionsdrehbänke (sog. Swiss Lathes), um Teile mit präzise gefrästen oder anderweitig feingliedrigen Merkmalen zu produzieren. |
| CNC – Fräsen | Das Partnernetzwerk von Xometry kann in der Regel Teile mit den Größen X-2000, Y-750 und Z-600 fräsen. | Falls Ihr Teil die 600 mm in der bearbeitbaren Höhe überschreitet, ist ein spezielles Werkzeug und eine vorhergehende Überprüfung der Herstellbarkeit erforderlich. |
| CNC – Bohren | Die Ausstattung beinhaltet sowohl Stand-, Tisch- als auch Radialbohrmaschinen, mit denen Xometry Löcher mit einem Durchmesser von bis zu 7 cm in einfachen und auch komplexen Mustern bohren kann. | Die Komplexität des Bohrmusters und das zu bohrende Material beeinflusst dabei direkt die Vorlaufzeit und die Kosten. |
Allgemeine Fertigungsstandards
Soweit nicht ander benannt, fertigt Xometry in der CNC-Bearbeitung die Komponenten nach den folgenden Standards an:
- Oberflächengüte: Die wie-bearbeitete Oberflächengüte entspricht Ra 3,2 oder besser, wobei die CNC-Werkzeugmaschinen ggf. ein wirbelartiges Muster hinterlassen.
- Kantenbearbeitung: Scharfe Kanten werden standardmäßig gebrochen und entgratet. Falls kritische Kanten scharf bleiben müssen, sollte dies in der CAD-Zeichnung angemerkt und genauer spezifiziert werden.
- Kunststoffkomponenten: Klare oder transparente Kunststoffe haben ein mattes Finish oder durchscheinende Wirbelspuren auf jeder maschinell bearbeiteten Fläche. Perlenstrahlen hinterlässt eine trübe und matte Oberfläche auf klaren bzw. transparenten Kunststoffen.
- Toleranzen: Toleranzen können bei schaumartigen oder anderweitig komprimierbaren Materialien nicht garantiert werden.
Allgemeine Toleranzen
Soweit es nicht anders durch den Konstrukteur spezifiziert wird, wird Xometry die Industriestandards ISO 2768 und ISO 286 für die folgenden Toleranzen verwenden:

Allgemeine Toleranzen für die CNC-Bearbeitung beginnen bei ±0,1 mm. Engere Toleranzen, also jene, die geringer als der allgemeine Standard definiert sind, können in der CNC-Bearbeitung erreicht werden, und reichen bis hin zu ±0,01 mm.
Spezielle Einrichtungen und zusätzliche Vorgänge wie das Reiben oder Schleifen können, in Abhängigkeit von Material und Geometrie der Komponente, sogar für noch engere Toleranzen eingesetzt werden. Geometrische Toleranzen (GD&T) können auf der Zeichnung angegeben werden, können aber die Prüfzeiten aufgrund der erforderlichen Prüfwerkzeuge und Prüfschritte verlängern.
Während engere Toleranzen die Form, seine Passung und Funktion verbessern können, haben sie auch ihre Nachteile. Sie können zu deutlich höheren Ausschussraten führen, benötigen ggf. zusätzliche Vorrichtungen (oder gänzlich andere Einrichtungen), brauchen spezielle Mess- und Prüfgeräte und gehen aufgrund der niedrigeren Schnittgeschwindigkeit mit einer längeren Zykluszeit einher. Diese Faktoren können sowohl Kosten als auch Vorlaufzeiten erhöhen. In Abhängigkeit von Toleranzen und Geometrien können die Kosten für ein einzelnes produziertes Teil mehr als doppelt so hoch sein als für ein Teil mit den Standardtoleranzen.
Allgemeine Größenbeschränkungen für CNC-Maschinen
Die physischen Dimensionen des Arbeitsraums einer CNC-Maschine sind der bestimmende Faktor bei der Einschränkung der Kompatibilität mit zu produzierenden Teilen. Diese Einschränkung betrifft alle CNC-Maschinen inklusive Drehbänke, Fräsen und Bohrmaschinen. Andere einschränkende Faktoren sind der maximale Fahrweg auf den Achsen der Maschine und Anzahl der verfügbaren Achsen.
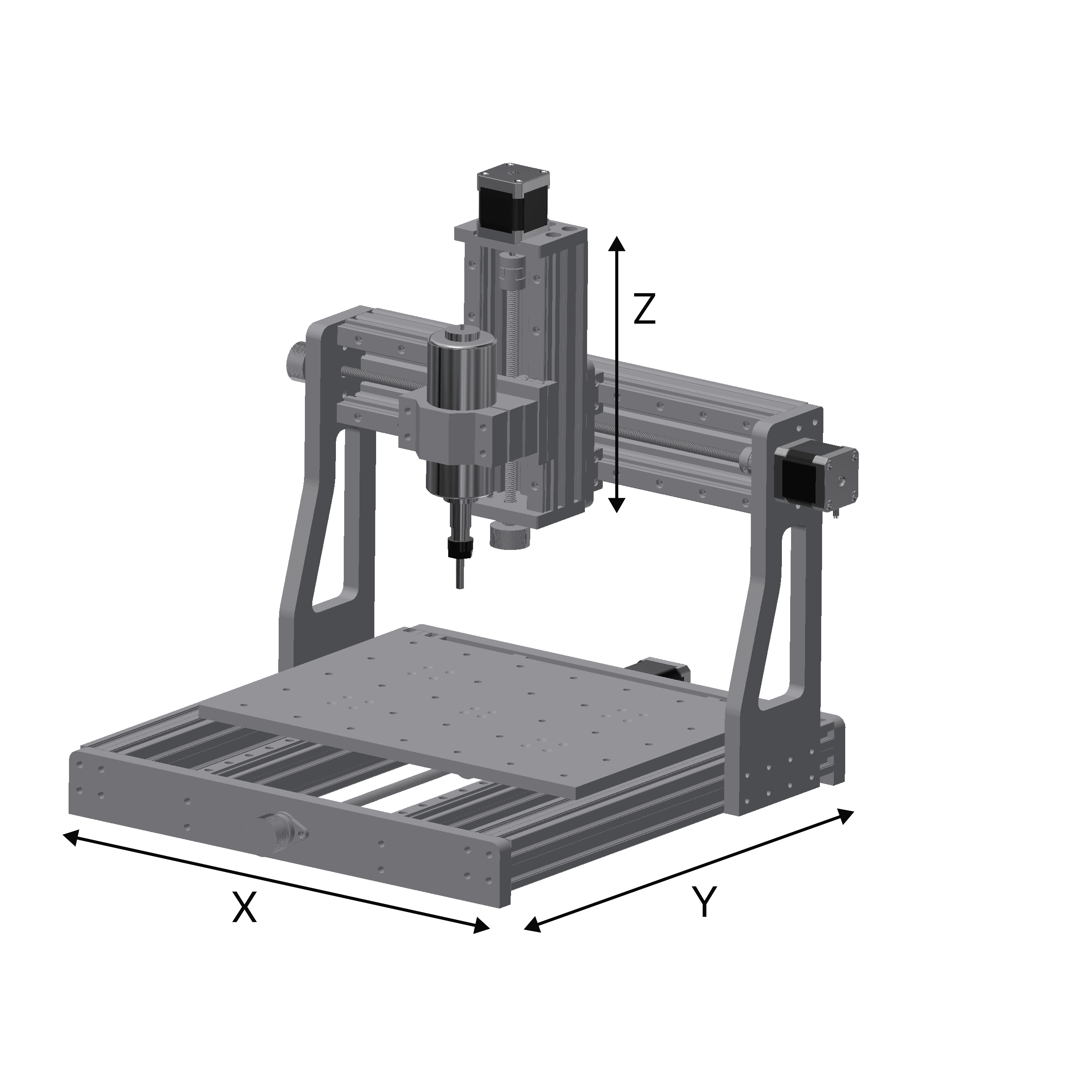
Arbeitsbereich der CNC-Fräsmaschine
Der Arbeitsbereich der CNC-Bearbeitung beschreibt einen dreidimensionalen Bereich, in dem die Maschine mit ihren Werkzeugen arbeiten bzw. das Werkstück bewegen kann. Unterschiedliche Maschinen haben ihre ganz eigenen Arbeitsbereiche, die die Größe der Teile, die in ihnen bearbeitet werden können, begrenzen.
Dabei diktiert insbesondere die physische Größe und insbesondere der umbaute Raum in der X-, Y- und Z-Achse in dem die Maschine ihre Werkzeuge und ggf. das Werkstück bewegen kann, den Arbeitsbereich.


Somit ist es bereits bei der Konstruktion wichtig zu bedenken, dass der Arbeitsbereich durch die Werkzeuggröße eingeschränkt werden kann. So ist es im oben gezeigten Beispiel so, dass, sollte der Schneideinsatz länger sein, der Arbeitsbereich in der Z-Richtung kleiner werden würde.
CNC-Achsen-Verfahrwege
Die CNC-Achsen-Verfahrwege bzw. der Achsenweg ist die Distanz über die sich das Schneidwerkzeug, ein anderes Werkzeug oder das Werkstück an sich, entlang der X-, Y- und Z-Achsen bewegen kann. Dies hat einen direkten Einfluss darauf, in welcher Größe Werkstücke maschinell bearbeitet werden können. Es folgt ein Beispiel einer 3-Achsen-CNC-Fräsmaschine In diesem Fall bestimmt die Länge der Schiene die Abstände in die sich der Fräskopf in jede Richtung bewegen kann.

CNC-Achsentypen
CNC-Maschinen arbeiten in der Regel mit 3 bis 5 Achsen. 3-Achsen-CNC-Maschinen bewegen das Schneidwerkzeug entlang der X-, Y- und Z-Achsen. Vier-Achsen-CNC-Maschinen fügen eine zusätzliche Rotationsachse hinzu, die die Komplexität des gefertigten Teils erhöht.
Schlussendlich verfügen Fünf-Achsen-CNC-Maschinen über zwei Rotationsachsen sowie die Bewegungsachsen in die X-, Y- und Z-Richtung. Die Anzahl der Achsen beeinflusst dabei signifikant die Größe, aber auch die Komplexität der herstellbaren Teile.

Größenbeschränkungen beim CNC-Drehen
Beim CNC-Drehen wird ein Werkstück entlang einer Rotationsachse gedreht, während ein Einpunkt-Schneidwerkzeug das Material abträgt. Die physische Form der Drehbank bestimmt dabei die Größenbeschränkungen. CNC-Drehmaschinen darüber hinaus durch den Achsabstand, die Schwenkabstände und die Montage des Werkstückes eingeschränkt.
Abstand zwischen den Zentren
Bei einer CNC-Drehbank bestimmt sich der Abstand zwischen den Lagern durch den Abstand der Spitzen im (Dreh-)Spindelstock und dem Reitstock. Dies begrenzt die maximale bearbeitbare Länge eines Werkstücks.

Umlaufdurchmesser über Bett, Querschlitten und Lücke
Die Begriffe „Umlaufdurchmesser (oder Drehdurchmesser) über Bett“, „Drehdurchmesser über Kreuzschlitten“ und „Drehdurchmesser über Spalt“ definieren bestimmte Abstandsmessungen an einer Drehmaschine. Der Umlaufdurchmesser über Bett gibt an, welchen Durchmesser das Werkstück maximal entlang der gesamten Längsführung über dem Bett haben darf.
Der „Umlaufdurchmesser über Kreuzschlitten“ ist der erlaubte Durchmesser oberhalb des Kreuzschlittens, der immer kleiner ist als der Umlaufdurchmesser über Bett. Der „Umlaufdurchmesser über Spalt“ zeigt eine kleine Lücke an, die einen Abschnitt des Werkstücks mit einem größeren Durchmesser erlaubt, wie er zum Beispiel für die maschinelle Erzeugung von Flanschen notwendig ist.

Diese verschiedenen Umlaufdurchmesser beeinflussen die Grenzen der Durchmesser für das CNC-Drehen und auch die Länge der Werkstücke und gefertigten Bauteile. Es folgt eine detailliertere Beschreibung:
- Umlaufdurchmesser über Bett: Dieser Parameter stellt den absoluten maximalen Durchmesser dar, den ein zu montierendes Werkstück entlang seiner gesamten Länge haben darf. Dabei ist natürlich anzumerken, dass das Werkstück ein klein wenig kleiner als der Umlaufdurchmesser über Bett sein sollte.
- Umlaufdurchmesser über Kreuzschlitten: Dieser Parameter beschreibt den maximalen Durchmesser eines Werkstücks, das unter Berücksichtigung des Kreuzschlittens (also jenes Teils der Drehbank, der den Werkzeughalter hält) bearbeitet werden kann. Der Umlaufdurchmesser über dem Kreuzschlitten ist beschränkender Faktor, der bestimmt, welche Maximaldurchmesser eines Teils bearbeitet werden können, wenn der Kreuzschlitten vollständig ausgefahren ist. Möchten Sie zum Beispiel eine 200 mm Stahlwelle bearbeiten, und dabei die Mitte der Welle auf 100 mm reduzieren, muss der Umlaufdurchmesser über dem Kreuzschlitten groß genug sein, damit die 200 mm durchmessende Welle hineinpasst. Sollte der Umlaufdurchmesser über Kreuzschlitten kleiner als diese 200 mm sein, so wird der Kreuzschlitten sehr wahrscheinlich mit der Welle kollidieren. Wenn also der Umlaufdurchmesser über Bett eine 200 mm – Welle erlaubt, der Umlaufdurchmesser über dem Kreuzschlitten jedoch keine 200 mm – Welle aufnehmen kann, so kann die Welle aus diesem Beispiel so nicht gefertigt werden.
- Umlaufdurchmesser über Bett: Dieser Parameter stellt den absoluten maximalen Durchmesser dar, den ein zu montierendes Werkstück entlang seiner gesamten Länge haben darf. Dabei ist natürlich anzumerken, dass das Werkstück ein klein wenig kleiner als der Umlaufdurchmesser über Bett sein sollte.
- Umlaufdurchmesser über Kreuzschlitten: Dieser Parameter beschreibt den maximalen Durchmesser eines Werkstücks, das unter Berücksichtigung des Kreuzschlittens (also jenes Teils der Drehbank, der den Werkzeughalter hält) bearbeitet werden kann. Der Umlaufdurchmesser über dem Kreuzschlitten ist beschränkender Faktor, der bestimmt, welche Maximaldurchmesser eines Teils bearbeitet werden können, wenn der Kreuzschlitten vollständig ausgefahren ist. Möchten Sie zum Beispiel eine 200 mm Stahlwelle bearbeiten, und dabei die Mitte der Welle auf 100 mm reduzieren, muss der Umlaufdurchmesser über dem Kreuzschlitten groß genug sein, damit die 200 mm durchmessende Welle hineinpasst. Sollte der Umlaufdurchmesser über Kreuzschlitten kleiner als diese 200 mm sein, so wird der Kreuzschlitten sehr wahrscheinlich mit der Welle kollidieren. Wenn also der Umlaufdurchmesser über Bett eine 200 mm – Welle erlaubt, der Umlaufdurchmesser über dem Kreuzschlitten jedoch keine 200 mm – Welle aufnehmen kann, so kann die Welle aus diesem Beispiel so nicht gefertigt werden.
- Umlaufdurchmesser über Spalt: Dieser Parameter erlaubt es Werkstücke mit einem größeren Durchmesser zu bearbeiten, schränkt jedoch die maximal bearbeitbare Länge und die bearbeitbaren Winkel deutlich ein. Dies kann bei einigen CNC-Maschinen dadurch erreicht werden, dass ein sogenannter Spaltblock aus einer Lücke im Bett der Drehbank entfernt wird. Man sollte allerdings dabei beachten, dass dies von Maschine zu Maschine unterschiedlich ist, und dass längst nicht alle CNC-Maschinen diesen Vorteil haben. Der Umlaufdurchmesser über Spalt erlaubt es Werkstücke mit einem größeren Durchmesser zu bearbeiten, schränkt jedoch die Länge der Komponenten sowie die bearbeitbaren Winkel signifikant ein. Dies kann bei einigen CNC-Maschinen dadurch erreicht werden, dass ein sogenannter Spaltblock aus einer Lücke im Bett der Drehbank entfernt wird. Man sollte allerdings dabei beachten, dass dies von Maschine zu Maschine unterschiedlich ist, und dass längst nicht alle CNC-Maschinen diesen Vorteil haben.
Befestigungsmethoden der Werkstücke
Im Regelbetrieb einer CNC-Werkbank wird das Werkstück im Spindelstock befestigt und vom Reitstock getragen. Es kann jedoch für einige Aufgaben notwendig sein, dass das Werkstück nur im Spindelstock montiert wird. In diesen Fällen bestimmen die Art des Materials und seine Dicke, wie lang ein Werkstück maximal sein darf, da eine übermäßige Länge zum Biegen und weiteren Problemen führen kann.

Größenbeschränkungen beim CNC-Fräsen
Das CNC-Fräsen nutzt ein sich drehendes Schneidewerkzeug um Material vom Werkstück zu entfernen. Die Größenbeschränkungen ergeben sich hier durch den Arbeitsbereich der CNC-Fräsmaschine und der Reichweite der Werkzeuge.
Arbeitsbereich der CNC-Fräsmaschine
Die physische Größe der Fräsmaschinentische (X und Y) sowie der maximale Verfahrweg der Achse (Z) begrenzen die Größe des bearbeitbaren Werkstücks. Dabei ist anzumerken, dass der Arbeitsbereich nicht nur durch die Maximalgröße des Werkstücks eingeschränkt wird, sondern auch durch die Werkzeuge weiter eingeschränkt werden kann.
Werkzeugreichweite
Die Länge des Schneidwerkzeuges sowie seine Fähigkeit verschiedene Bereiche störungsfrei zu erreichen, begrenzen die Größe des maximal bearbeitbaren Werkstücks. So werden zum Beispiel tiefe Merkmale eines Teils in der Regel eher durch die Länge des Werkzeuges als seinen potentiellen Verfahrwegs begrenzt.
Um dies noch besser zu veranschaulichen: Sollten Sie ein Teil mit sehr engen bzw. schmalen Rillen haben, so wäre die Länge des Werkzeuges in diesem Fall ein einschränkender Faktor. Der Werkzeughalter wäre nicht in der Lage, sich an der Oberkante der Rille im Bauteil vorbeizubewegen, sobald die Tiefe der Rillen die Länge des Werkzeugs überschreitet.
Im Hinblick auf die Genauigkeit können Maschinen, die von Kern Microtechnik produziert werden, zum Beispiel eine Toleranz von ±2 Mikron erreichen.

Größenbeschränkungen beim CNC-Bohren
Das CNC-Bohren wird dazu verwendet, um Löcher in Werkstücken zu erzeugen. Die Größeneinschränkungen ergeben sich dabei aus dem maximalen Verfahrweg der Maschine entlang der Z-Achse sowie der Länge der Bohrer. Es ist dementsprechend wichtig sicherzustellen, dass die Bohrerlänge und der Verfahrweg die erforderliche Höhe bzw. Dicke des zu bohrenden Werkstücks überschreiten. Eine weitere Größenbeschränkung ergibt sich aus der Bettgröße der CNC-Bohrmaschine, die die maximale Länge und Breite des zu bohrenden Werkstücks vorgibt.
Lassen Sie Ihre Teile Noch Heute CNC-Bearbeiten
Das Verständnis der Größenbeschränkungen der CNC-Bearbeitungsverfahren ist entscheidend für die Optimierung Ihrer Entwürfe und die Sicherstellung einer erfolgreichen Fertigung. Mit dem Wissen über die Arbeitsbereiche, die Verfahrwege entlang der Achsen, die Überlegungen hinsichtlich der Materialien sowie der Optionen bezüglich der Nachbearbeitung können Sie Teile erstellen, die für die CNC-Bearbeitung gut geeignet sind. Sie sind jetzt also bereit dafür, Ihre Entwürfe so zu optimieren, dass sie für die Maschinengrößen in unserem Partnernetzwerk geeignet sind. Erhalten Sie ein Sofortangebot für die CNC-Bearbeitung!






Comment(0)