 Europe
Europe  Türkiye
Türkiye 


El Sinterizado Láser Directo de Metal (DMLS), también conocido como Fusión Láser Directa de Metal (DMLM), es un grupo de tecnologías de impresión 3D de metal que utilizan un láser de alta potencia para fusionar polvo metálico en piezas sólidas capa a capa. El DMLS permite crear componentes metálicos complejos y muy detallados con una precisión excepcional, ideales para producir geometrías intrincadas y características finas que son difíciles de conseguir con los métodos de fabricación tradicionales.
Para aprovechar al máximo las capacidades del DMLS, es fundamental evitar los errores más comunes siguiendo las directrices de diseño específicas y las mejores prácticas, como la incorporación de estructuras de soporte adecuadas, la determinación de espesores de pared óptimos y el mantenimiento de las distancias adecuadas entre las características.
Estas consideraciones, entre otras, se tratarán en detalle en esta guía para ayudarle a optimizar sus diseños para una impresión 3D DMLS satisfactoria.
#1 Uso incorrecto o excesivo de las estructuras de apoyo
En el sinterizado directo de metales por láser (DMLS), cada capa impresa se apoya en las capas anteriores. Para geometrías como voladizos, arcos y superficies con ángulos superiores a 30°, se necesitan estructuras de soporte adicionales para evitar el alabeo, fijar las piezas a la plataforma de construcción y mantener la precisión durante la impresión. Estos soportes, aunque cruciales, aumentan el uso de material, el tiempo de construcción y los costes, y deben eliminarse en el postprocesado.
Regla de oro:
- Diseñar elementos autoportantes con ángulos de 45° o más para reducir la necesidad de estructuras de soporte.
- Minimizar la necesidad de soportes utilizando ángulos de 30° o menos y añadiendo filetes o chaflanes en las esquinas.
- Proporcionar un soporte adecuado para las superficies horizontales, los agujeros grandes y los voladizos para evitar el movimiento de la pieza durante la impresión, lo que puede causar imprecisiones o fallos de la máquina.

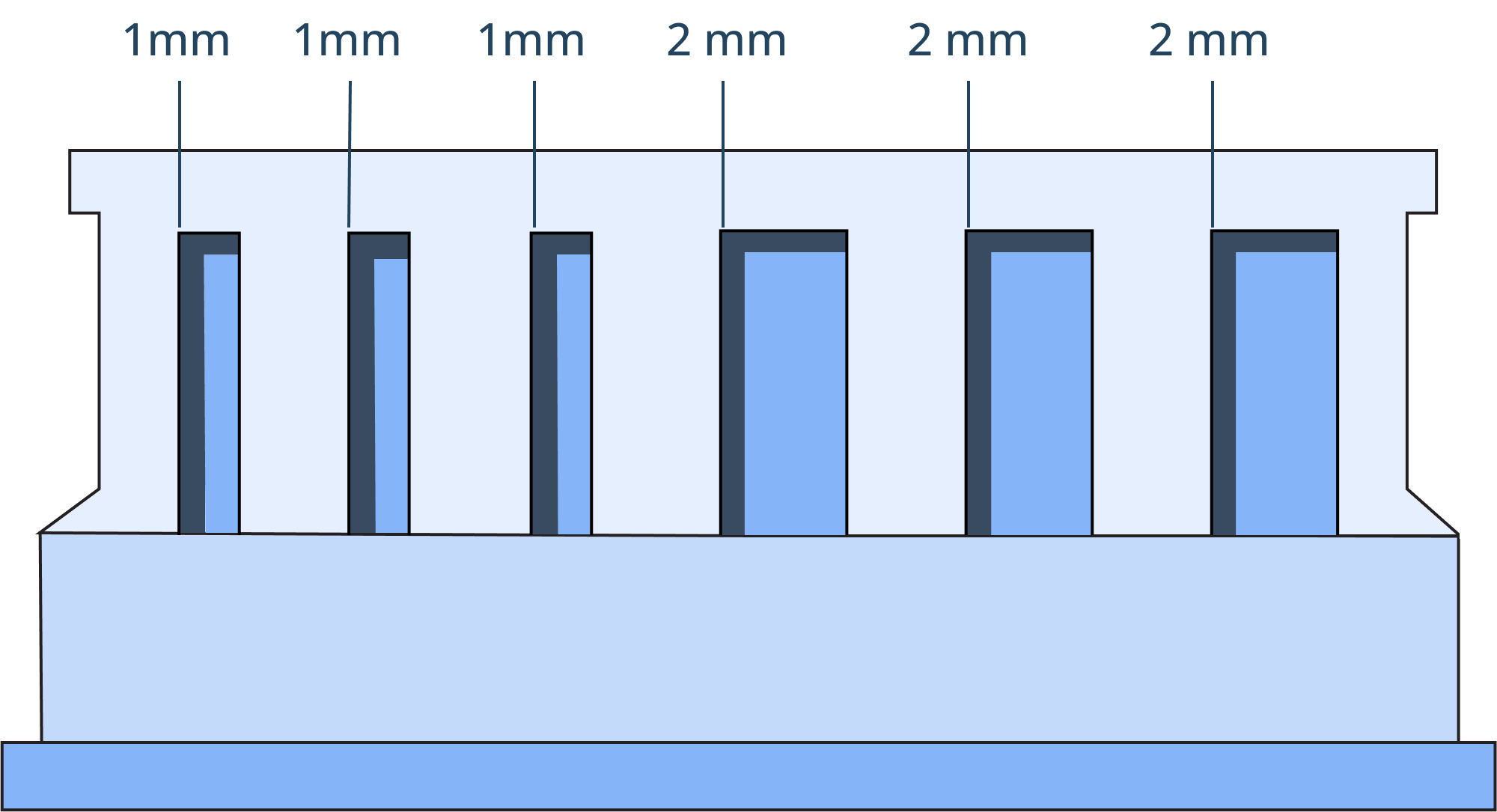
#2 Aplicar espesores de pared inconsistentes o insuficientes
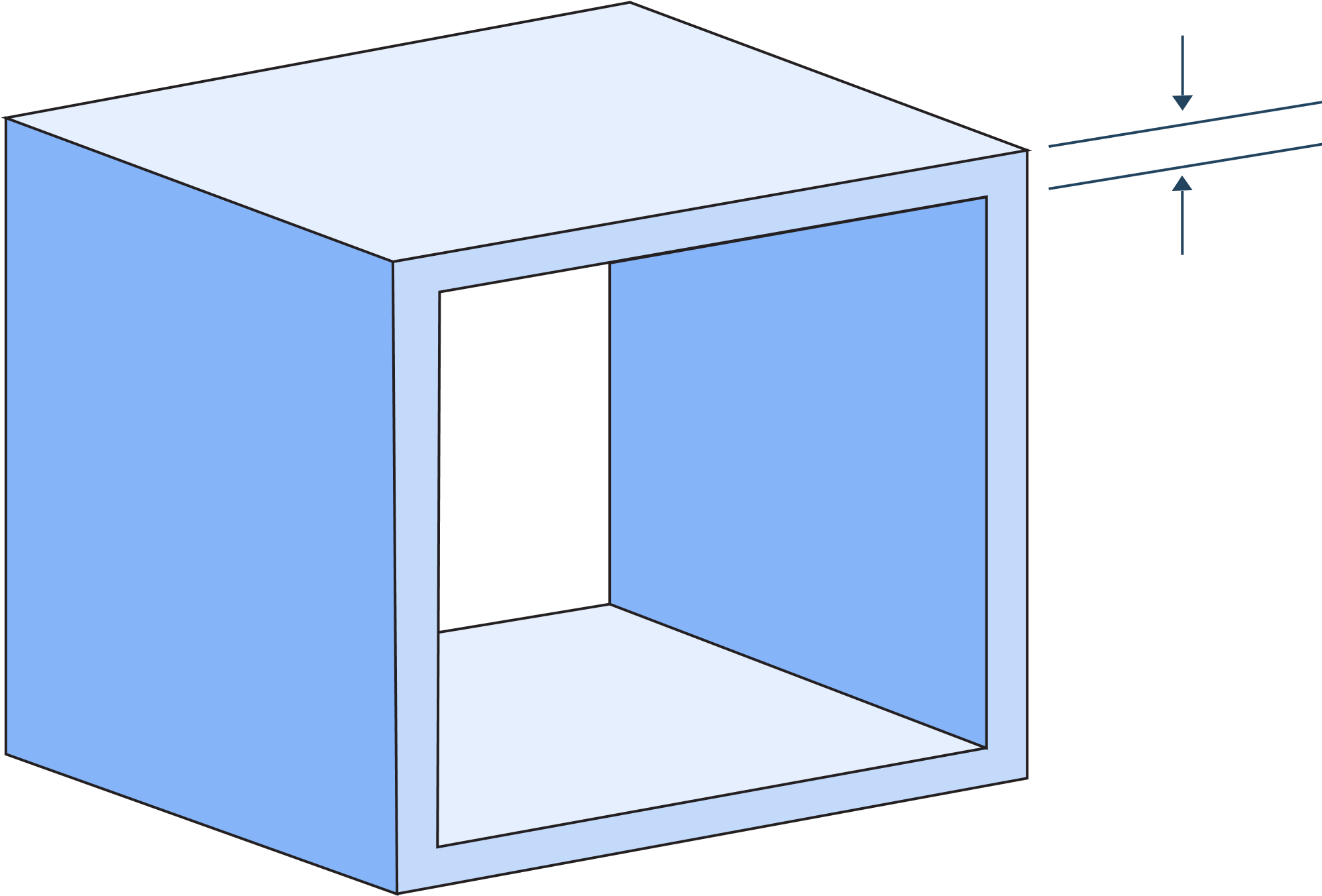
El espesor de las paredes en la impresión 3D sobre metal puede variar en función del material elegido, la orientación de la pieza y la resolución deseada. Las paredes más gruesas mejoran la integridad estructural de la pieza y son una práctica recomendada en la mayoría de los diseños.
Regla de oro:
- Mantener un espesor de pared mínimo de 0,8 mm en los diseños generales para reducir el riesgo de rotura.
- Utilizar 1 mm de espesor para paredes apoyadas (conectadas a dos o más lados) y 1,2 mm para paredes no apoyadas (conectadas por un solo lado o borde) para garantizar la estabilidad estructural y la precisión de impresión.
- Mantener un espesor de pared constante

#3 Diseño de grandes voladizos sin soporte
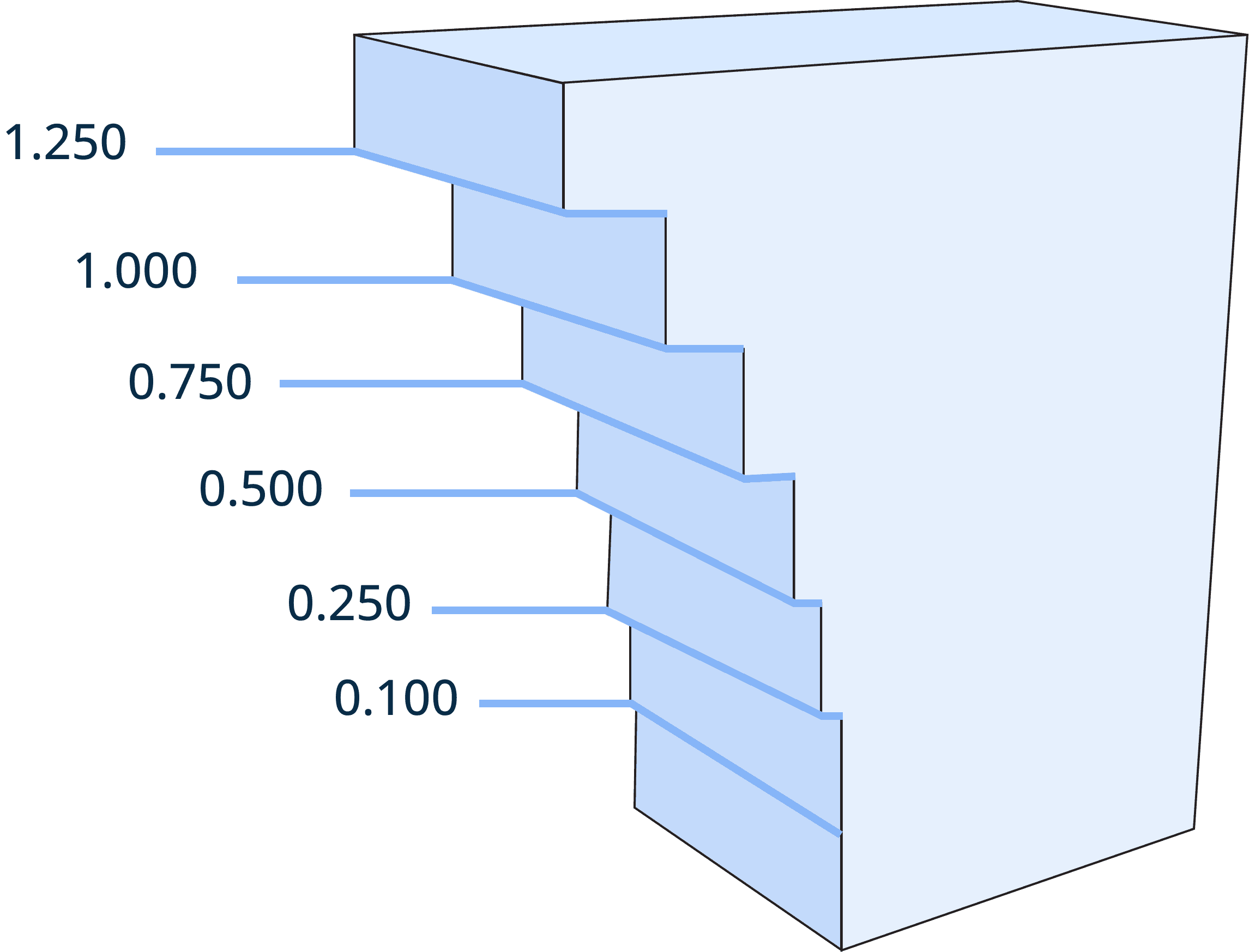
Los voladizos son cambios bruscos en la geometría de una pieza, a diferencia de los ángulos autoportantes, que tienen pendientes más suaves. Los voladizos superiores a 0,5 mm suelen requerir un soporte adicional para evitar daños o deformaciones durante la impresión. Es aconsejable no sobrepasar los límites con grandes voladizos, ya que pueden provocar un acabado superficial más rugoso, una reducción de la resolución o incluso el fallo de toda la impresión.
Regla de oro:
- Añadir soportes para los voladizos de más de 0,5 mm de longitud o con ángulos superiores a 45 grados para evitar la deformación de la pieza y garantizar un acabado más liso.
- Incorporar chaflanes o filetes a las geometrías salientes para hacerlas más autoportantes y reducir la necesidad de soportes adicionales.

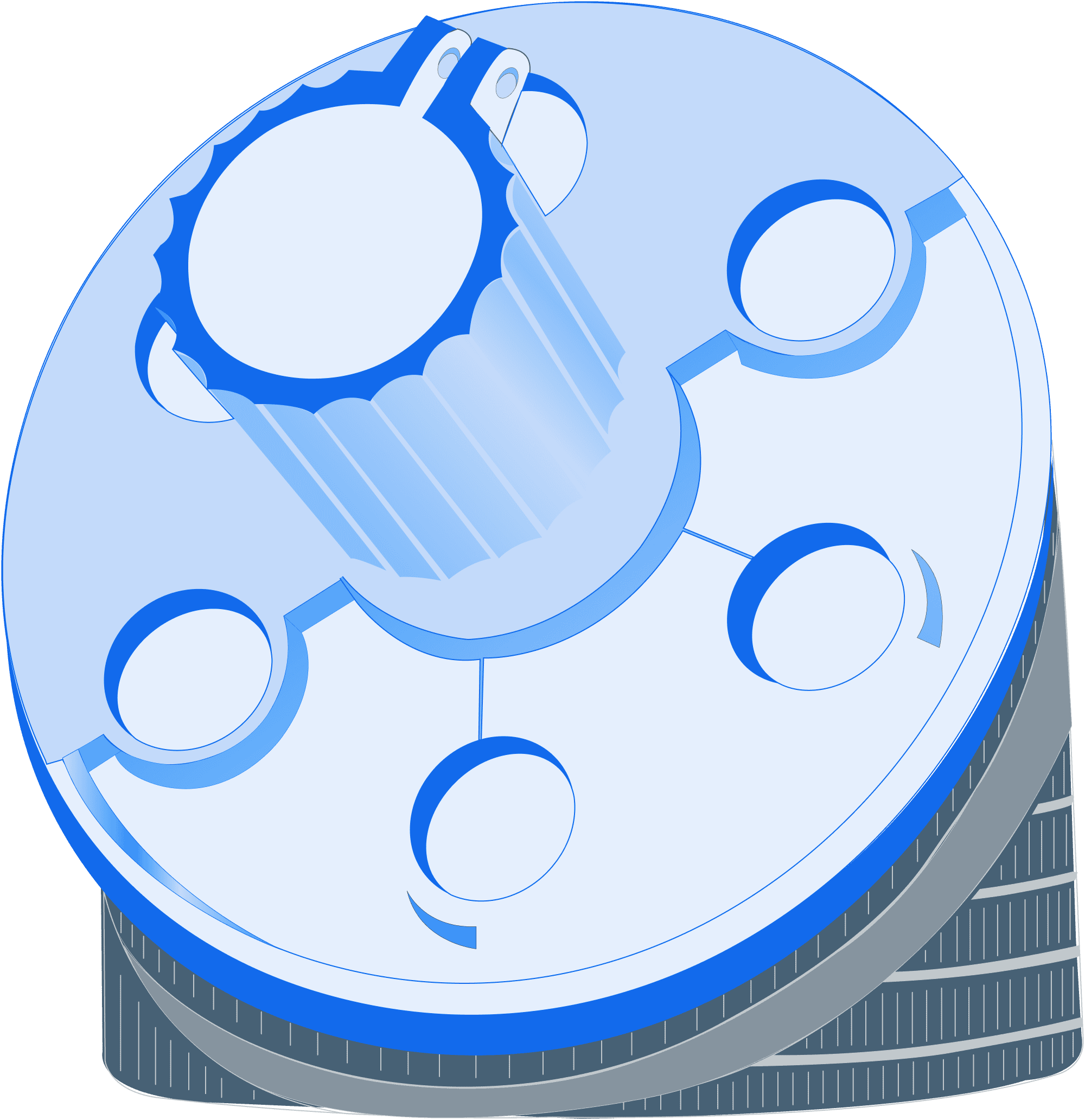
#4 Moldeado incorrecto de canales y orificios internos
Una de las principales ventajas del sinterizado directo de metales por láser (DMLS) es la capacidad de crear canales y orificios internos complejos que son difíciles o imposibles de conseguir con los métodos de fabricación tradicionales. Los canales conformados son especialmente beneficiosos, ya que proporcionan una refrigeración uniforme en toda la pieza y reducen su peso total.
Regla de oro:
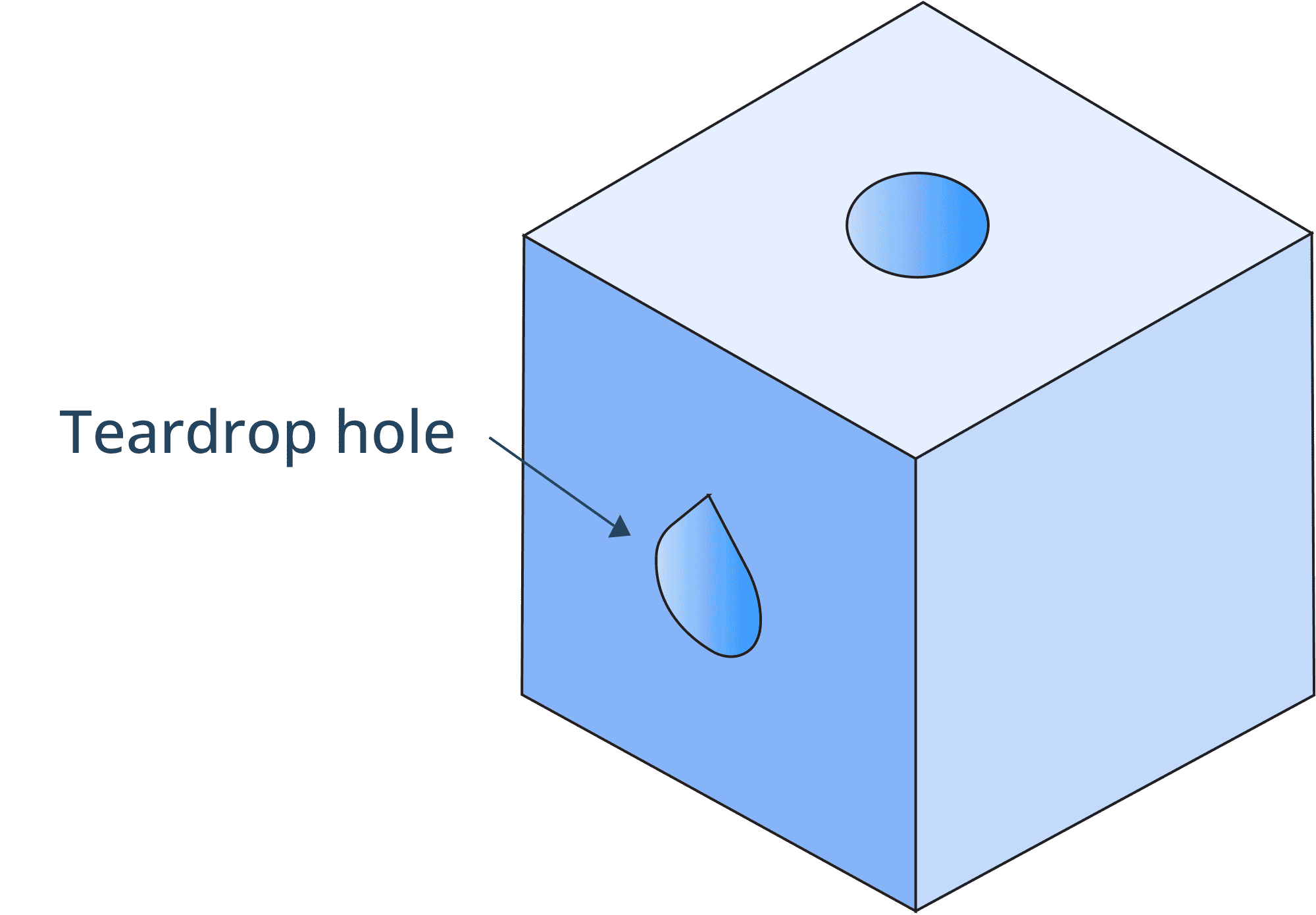
- Limitar los diámetros de los canales a 8 mm y utilizar formas de lágrima o diamante para minimizar la distorsión y mejorar el acabado superficial.
- Diseñar los orificios con un diámetro mínimo de 1 mm para evitar la fusión, y utilizar formas de lágrima para los orificios no alineados con la dirección de construcción para reducir la necesidad de soportes.
- Garantizar una impresión sin soportes para orificios de entre 0,5 mm y 6 mm, mientras que los diámetros superiores a 6 mm pueden requerir ajustes de orientación o soportes.
- Posprocesar cualquier orificio inferior a 1 mm para mejorar la precisión.

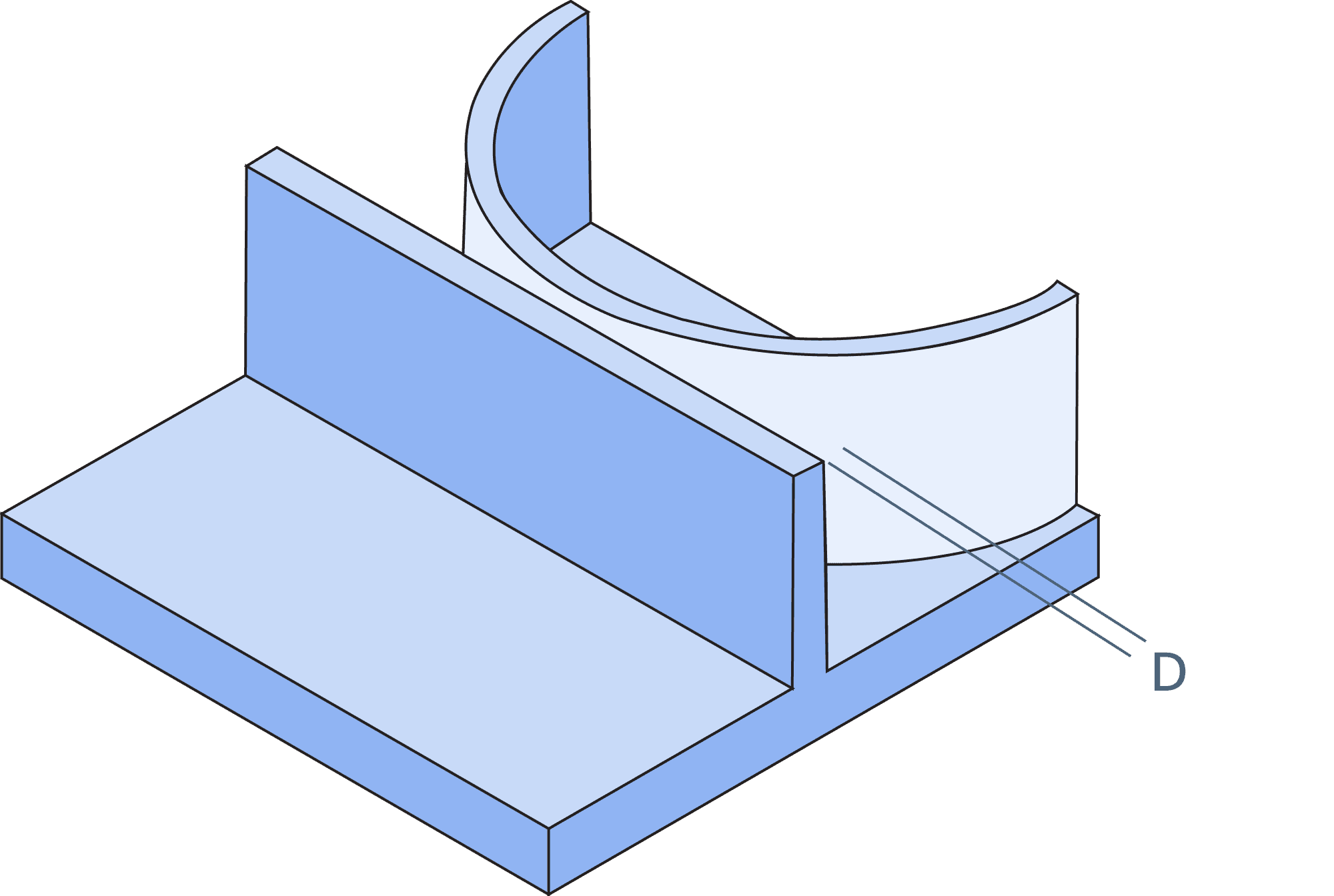
#5 Creación de puentes con vanos excesivamente largos
Un puente en DMLS es una superficie plana orientada hacia abajo y soportada por dos o más elementos. Debido a las tensiones producidas por el calentamiento y enfriamiento rápidos en el proceso DMLS, si la distancia sin soporte de un puente es demasiado larga, puede producirse una mala calidad en las superficies orientadas hacia abajo y comprometer la integridad estructural.
Regla de oro:
- Limitar a 2 mm los vanos de puentes no apoyados para mantener la solidez estructural y la calidad de la superficie.
- Para vanos más largos, considere añadir apoyos adicionales o rediseñar el puente con una ligera curvatura para reducir la tensión.

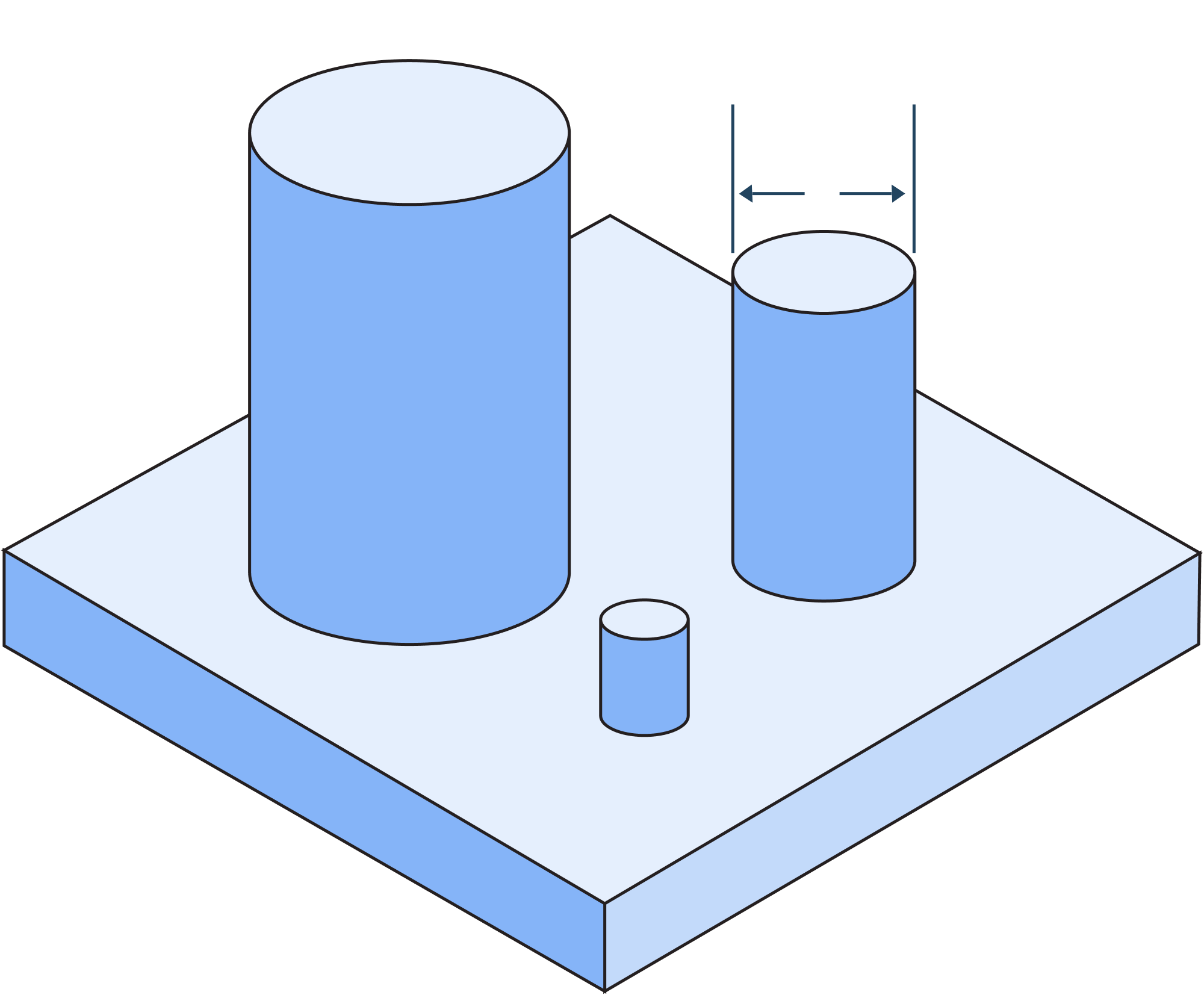
#6 Construir pivotes estrechos y pequeños detalles
Los pivotes o columnas son elementos altos y delgados con una sección transversal circular.
Regla de oro:
- Diseñar pivotes con un diámetro mínimo de 1 mm para garantizar la estabilidad estructural y reducir el riesgo de rotura.
- Evitar utilizar diámetros inferiores a 0,8 mm a menos que se prevea un refuerzo posterior.

#7 Colocar los elementos demasiado juntos
En el DMLS, el calor del láser provoca un baño de fusión ligeramente mayor que el diámetro del láser, lo que puede hacer que las piezas que están demasiado juntas no se fusionen o que quede polvo sin sinterizar atrapado entre las zonas sinterizadas.
Regla de oro:
- Mantener una separación mínima de 0,5 mm entre los elementos para evitar la fusión y garantizar la correcta formación de la pieza.
- Garantizar una holgura mínima de 0,5 mm en las piezas móviles y de 0,3 mm en los ajustes a presión para evitar adherencias y garantizar la funcionalidad.
- Dejar un espacio de al menos 0,6 mm en los enganches impresos para evitar que se peguen y permitir un funcionamiento suave.

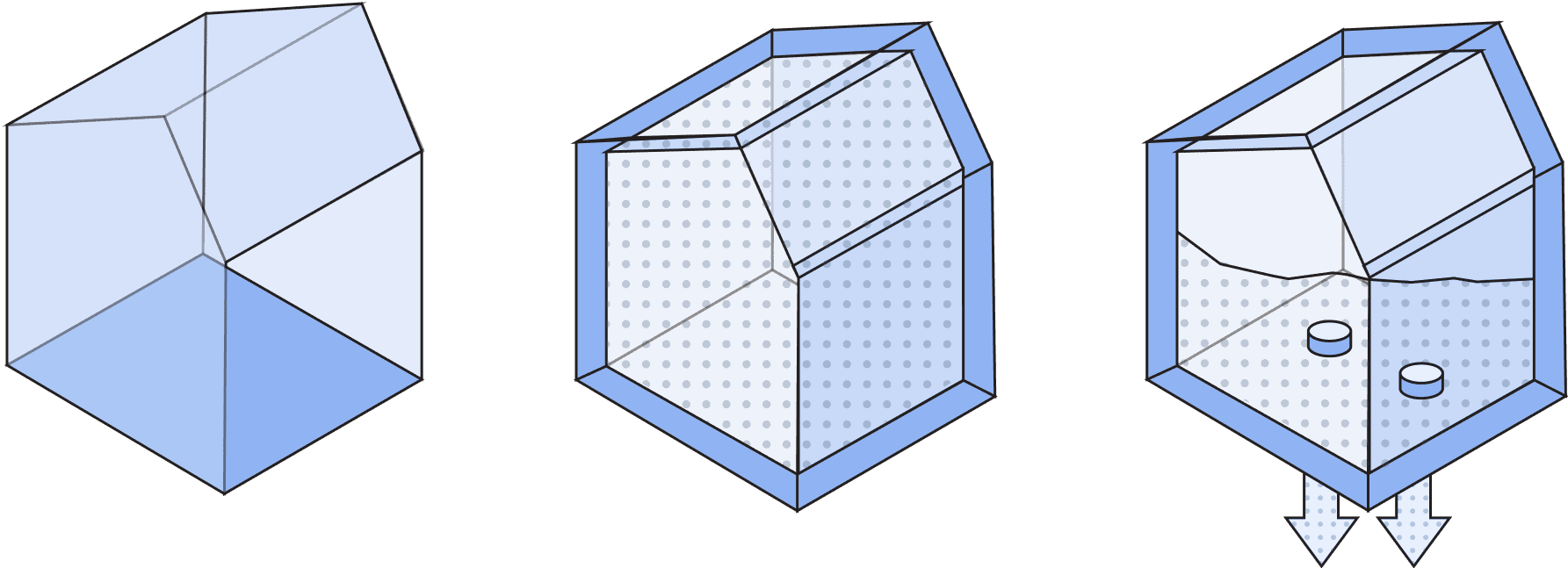
#8 Olvidar agujeros de escape en las piezas huecas
El diseño de piezas huecas puede reducir considerablemente el uso de material y el peso del producto final sin comprometer su funcionalidad. Sin embargo, en el caso de las piezas huecas, es esencial incluir orificios de escape que permitan eliminar el polvo sin sinterizar residual de las cavidades internas.
Regla de oro:
- Diseñar agujeros de escape con un diámetro de 2-5 mm para garantizar una eliminación eficaz del polvo no sinterizado de las piezas huecas.
- Colocar los agujeros de escape en superficies no visibles y separados para facilitar la circulación y la evacuación del polvo.
- Evitar agrupar los agujeros de escape; en su lugar, colóquelos cerca de los bordes o en lados opuestos de la pieza para una evacuación óptima del polvo.

#9 Detalles en relieve y grabados de menor tamaño
Para garantizar la visibilidad y la claridad en la impresión DMLS, tanto los detalles en relieve como los grabados deben diseñarse con un tamaño suficiente. Los detalles en relieve demasiado pequeños pueden no imprimirse correctamente o carecer de definición, mientras que los detalles grabados pueden cerrarse y volverse invisibles debido a la disipación del calor en el polvo circundante. Para obtener los mejores resultados, diseñe elementos en relieve más grandes que las dimensiones mínimas y asegúrese de que los detalles grabados sean lo suficientemente profundos y anchos para mantener su visibilidad y definición.
Regla de oro:
- Diseñar características en relieve con una altura mínima de 0,3 mm para garantizar que sean visibles y estén bien definidas.
- Utilizar un tamaño de texto de al menos 14pt para un relieve claro y legible.
- Diseñar los detalles grabados con una profundidad y una anchura mínimas de 0,5 mm para mantener la visibilidad y la definición.


Guía de referencia de especificaciones de la tecnología DMLS
A continuación encontrará una guía de referencia rápida que resume las principales especificaciones y limitaciones de la tecnología DMLS.
Consiga sus piezas metálicas a medida impresas en 3D en Xometry
En Xometry, ofrecemos servicios de impresión 3D DMLS bajo demanda en una amplia gama de aleaciones metálicas a través de nuestra extensa red de fabricantes. Después de optimizar su modelo utilizando los consejos de diseño proporcionados en esta guía, simplemente suba su archivo en nuestro Generador de Presupuestos Instantáneos para recibir un presupuesto en cuestión de segundos. Tanto si necesita prototipos de alta precisión como piezas metálicas de producción, nuestras avanzadas capacidades de DMLS pueden dar vida a sus diseños con calidad y precisión.
¿Tiene alguna otra experiencia con el diseño para DMLS? ¡Compártala en los comentarios!






Comment(0)