 Europe
Europe  Türkiye
Türkiye 


Le procédé DMLS , également connu sous le nom de fusion sélective par laser, est un groupe de technologies d’impression 3D métallique qui utilisent un laser haute puissance pour fusionner de la poudre métallique en pièces solides couche par couche. Le procédé DMLS permet de créer des composants métalliques complexes et très détaillés avec une précision exceptionnelle, idéale pour produire des géométries complexes et des détails fins difficiles à obtenir avec les méthodes de fabrication traditionnelles.
Pour exploiter pleinement les capacités du procédé DMLS, il est crucial d’éviter les erreurs courantes en suivant des directives de design spécifiques et les meilleures pratiques, telles que l’incorporation de structures de support adéquates, la détermination des épaisseurs de paroi optimales et le maintien de distances appropriées entre les éléments.
Ces considérations, parmi d’autres, seront discutées en détail dans ce guide pour vous aider à optimiser vos designs pour une impression 3D DMLS réussie.
#1 Utilisation abusive ou excessive des structures de support
Dans le frittage laser direct par métal (procédé DMLS), chaque couche imprimée repose sur les couches précédentes pour le support. Pour des géométries telles que les surplombs, les arches et les surfaces inclinées de plus de 30°, des structures de support supplémentaires sont nécessaires pour prévenir la déformation, sécuriser les pièces sur la plate-forme de fabrication et maintenir la précision pendant l’impression. Ces supports, bien que cruciaux, augmentent l’utilisation de matériau, le temps de construction et les coûts, et doivent être retirés en post-traitement.
Règle empirique :
- Design self-supporting features with angles of 45° or more to reduce the need for support structures.
- Minimize the need for supports by using angles of 30° or less and adding fillets or chamfers on corners.
- Provide adequate support for horizontal surfaces, large holes, and overhangs to prevent part movement during printing, which can cause inaccuracies or machine crashes.

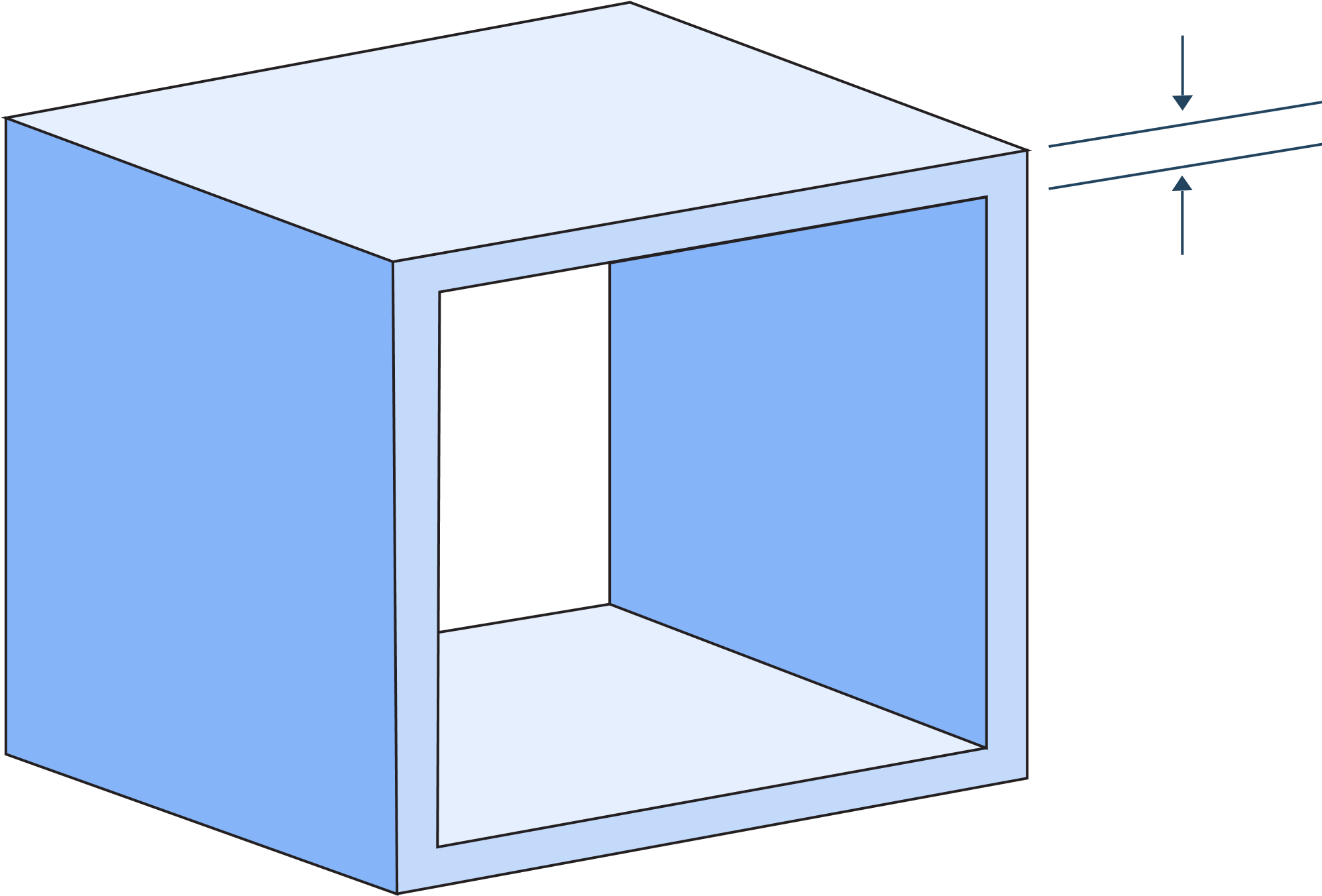
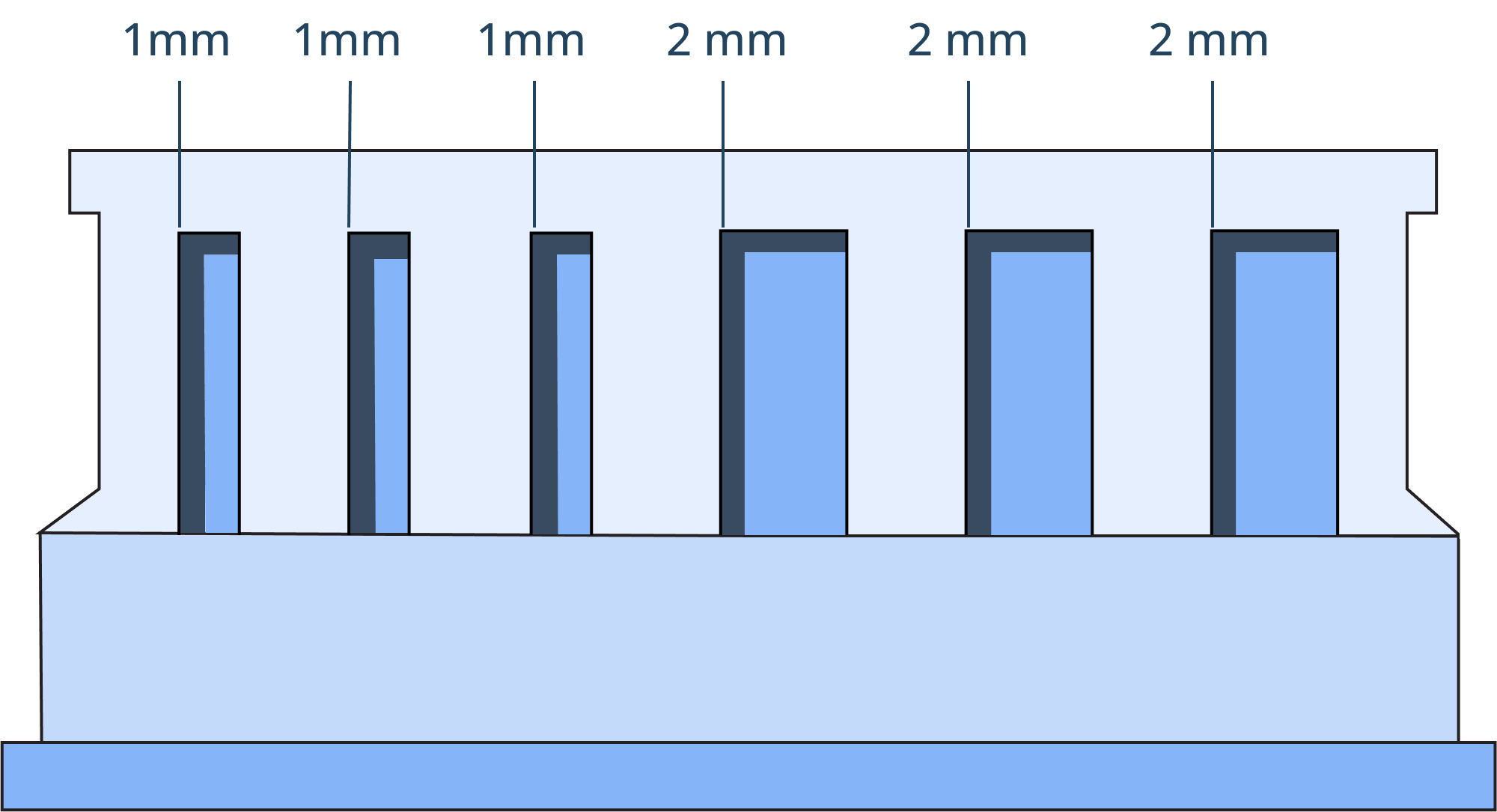
#2 Appliquer des épaisseurs de paroi inconsistantes ou insuffisantes
Les épaisseurs de paroi en impression 3D métallique peuvent varier en fonction du choix du matériau, de l’orientation de la pièce et de la résolution souhaitée. Des parois plus épaisses renforcent l’intégrité structurelle de la pièce et constituent une meilleure pratique dans la plupart des designs.
Règle empirique :
- Maintenez une épaisseur de paroi minimale de 0,8 mm pour les designs généraux afin de réduire le risque de casse.
- Utilisez une épaisseur de 1 mm pour les parois supportées (connectées à deux côtés ou plus) et de 1,2 mm pour les parois non supportées (connectées à un seul côté ou bord) afin d’assurer la stabilité structurelle et la précision d’impression.
- Conservez une épaisseur de paroi constante

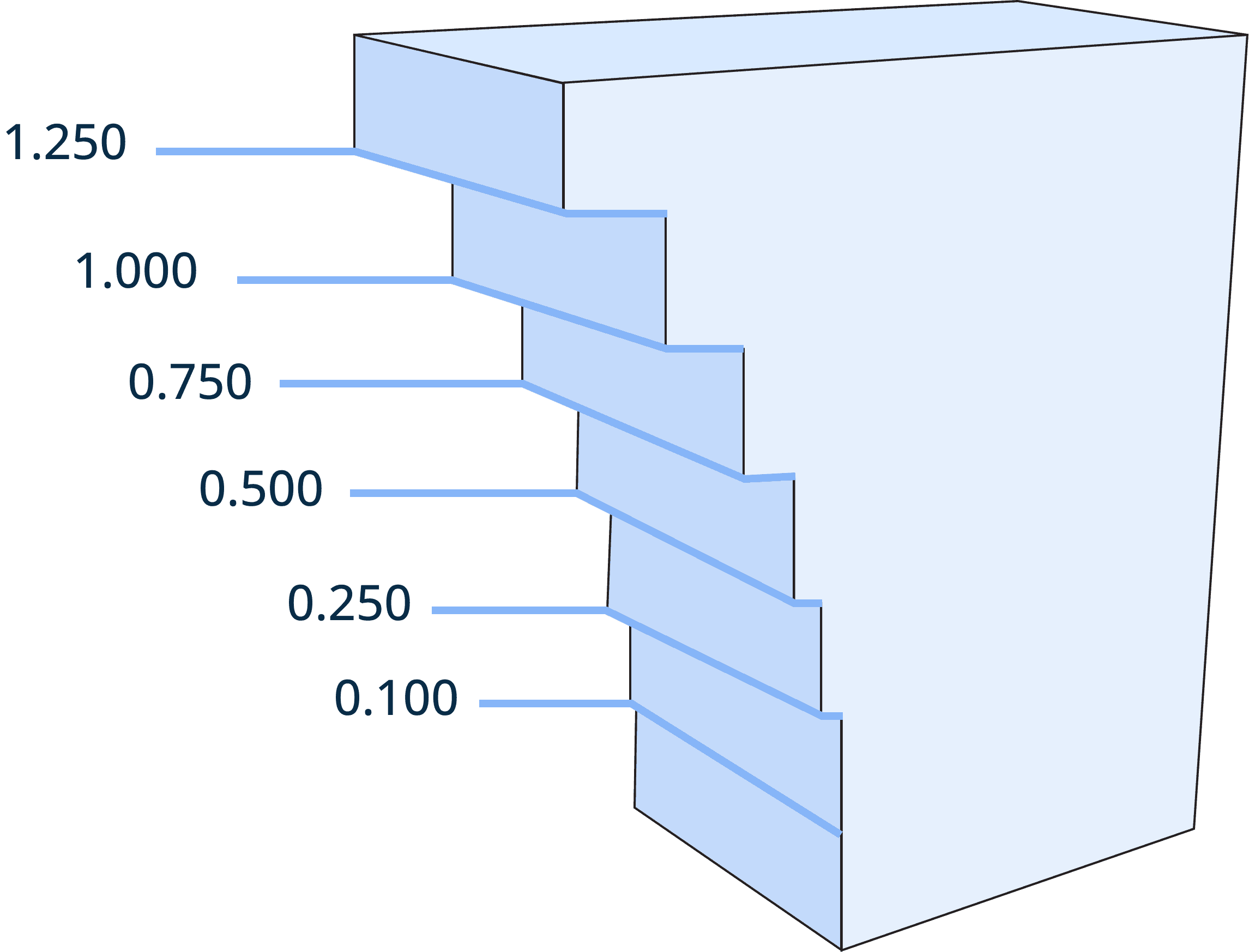
#3 Concevoir de larges surplombs sans supports
Les surplombs sont des changements brusques dans la géométrie d’une pièce, différents des angles autoportants, qui présentent des pentes plus douces. Les surplombs supérieurs à 0,5 mm nécessitent habituellement des supports supplémentaires pour empêcher les dommages et les déformations pendant l’impression. Il est conseillé de ne pas aller au-delà des limites avec de grands surplombs, car cela peut conduire à une finition de surface plus rugueuse, une résolution réduite, voire même un échec complet de l’impression.
Règle empirique :
- Ajoutez des supports pour les surplombs dépassant 0,5 mm de longueur ou ayant des angles supérieurs à 45 degrés afin d’empêcher la déformation de la pièce et d’assurer une finition plus lisse.
- Incorporez des chanfreins ou des congés aux géométries en surplomb pour les rendre plus autoportantes et réduire le besoin de supports supplémentaires.

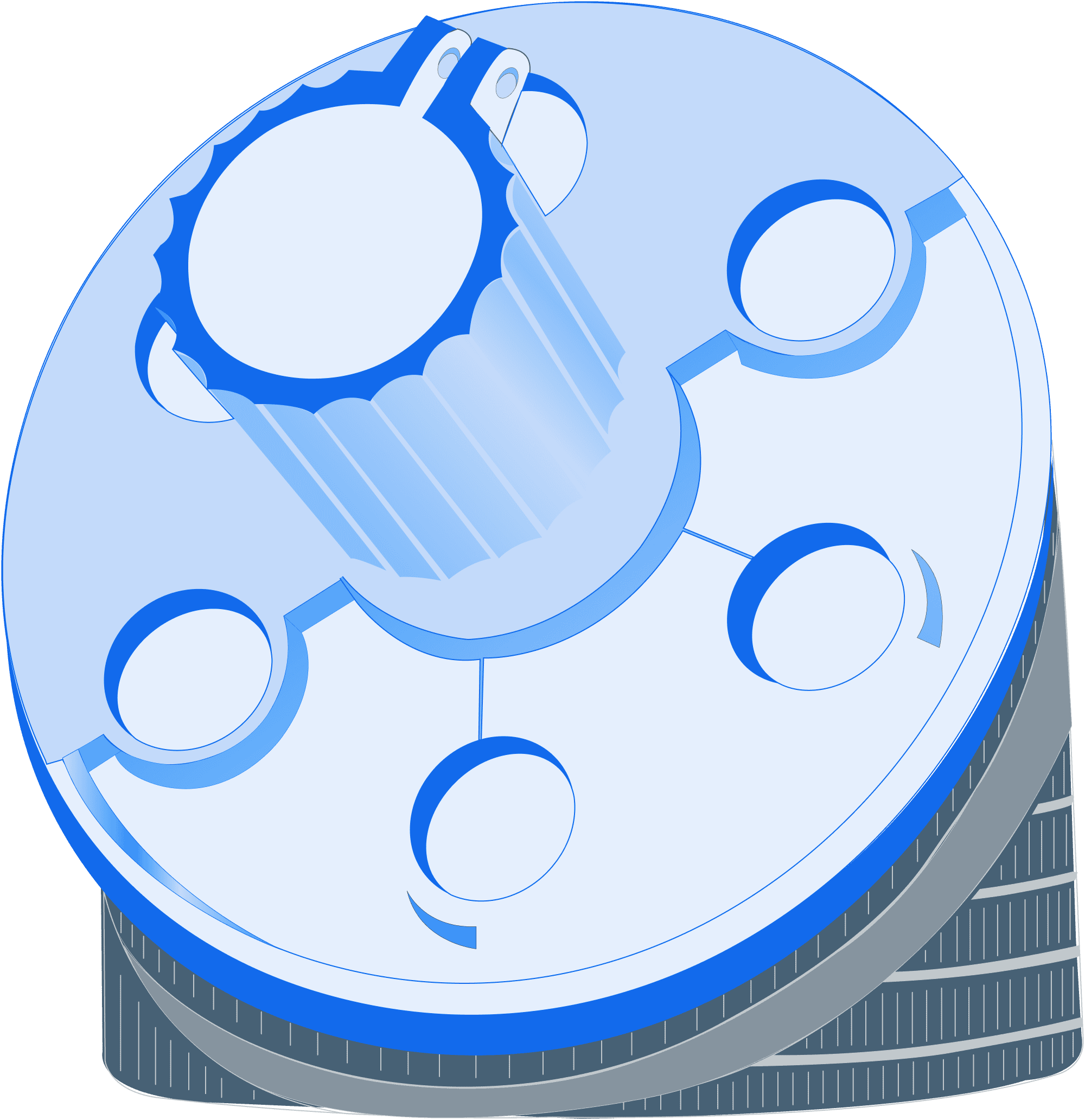
#4 Façonnage incorrect des canaux et des trous internes
L’un des principaux avantages du frittage laser direct par métal (procédé DMLS) est la capacité de créer des canaux et des trous internes complexes qui sont difficiles, voire impossibles, à réaliser avec les méthodes de fabrication traditionnelles. Les canaux conformes sont particulièrement avantageux, offrant un refroidissement uniforme à travers la pièce et réduisant son poids total.
Règle empirique :
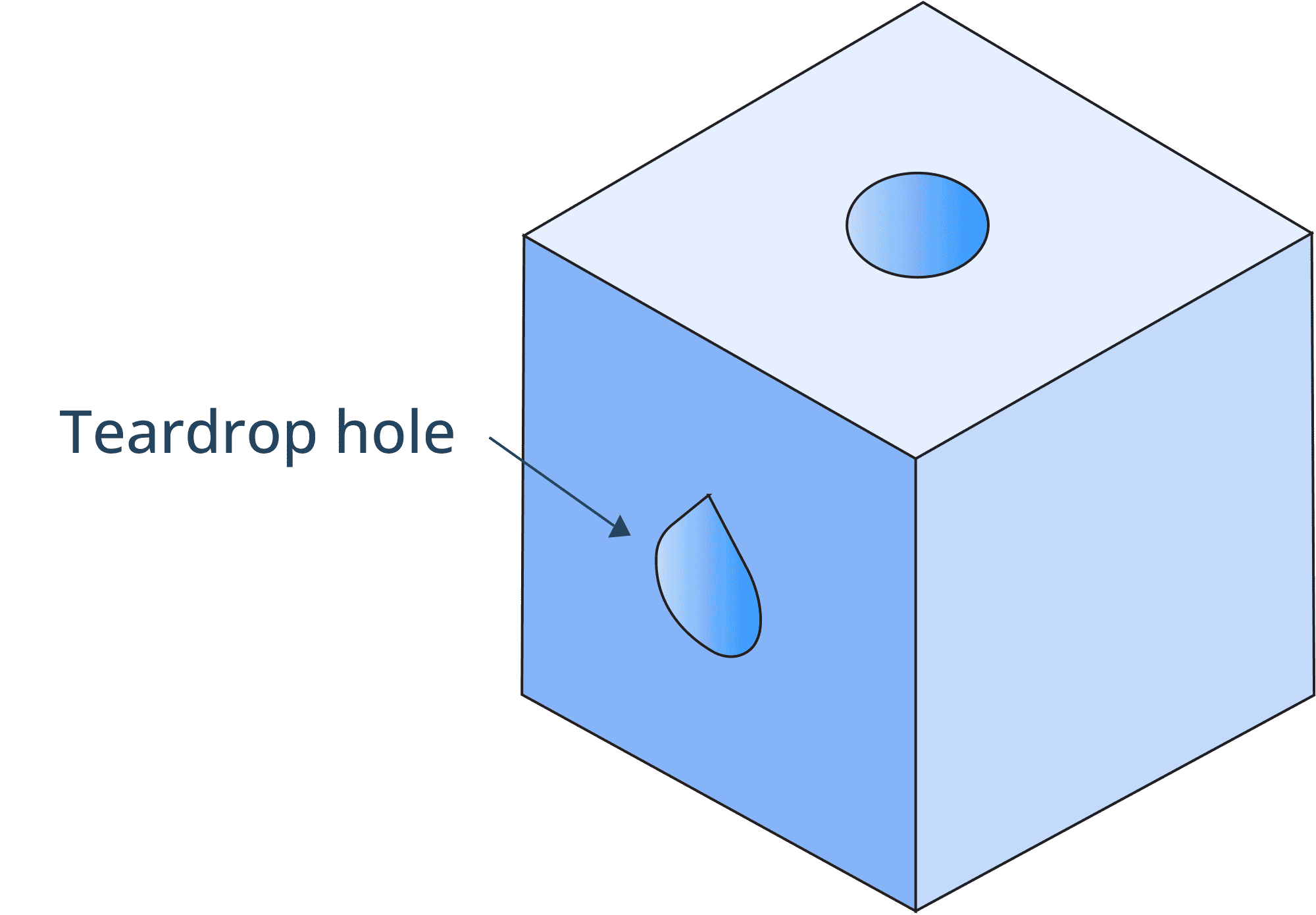
- Limitez les diamètres des canaux à 8 mm et utilisez des formes en goutte d’eau ou en diamant pour minimiser la distorsion et améliorer la finition de surface.
- Concevez des trous avec un diamètre minimum de 1 mm pour éviter la fusion, et utilisez des formes en goutte d’eau pour les trous non alignés avec la direction de fabrication afin de réduire le besoin de supports.
- Assurez une impression sans support pour les trous entre 0,5 mm et 6 mm, tandis que les diamètres supérieurs à 6 mm peuvent nécessiter des ajustements d’orientation ou de supports.
- Post-traitez tout trou inférieur à 1 mm pour une plus grande précision.

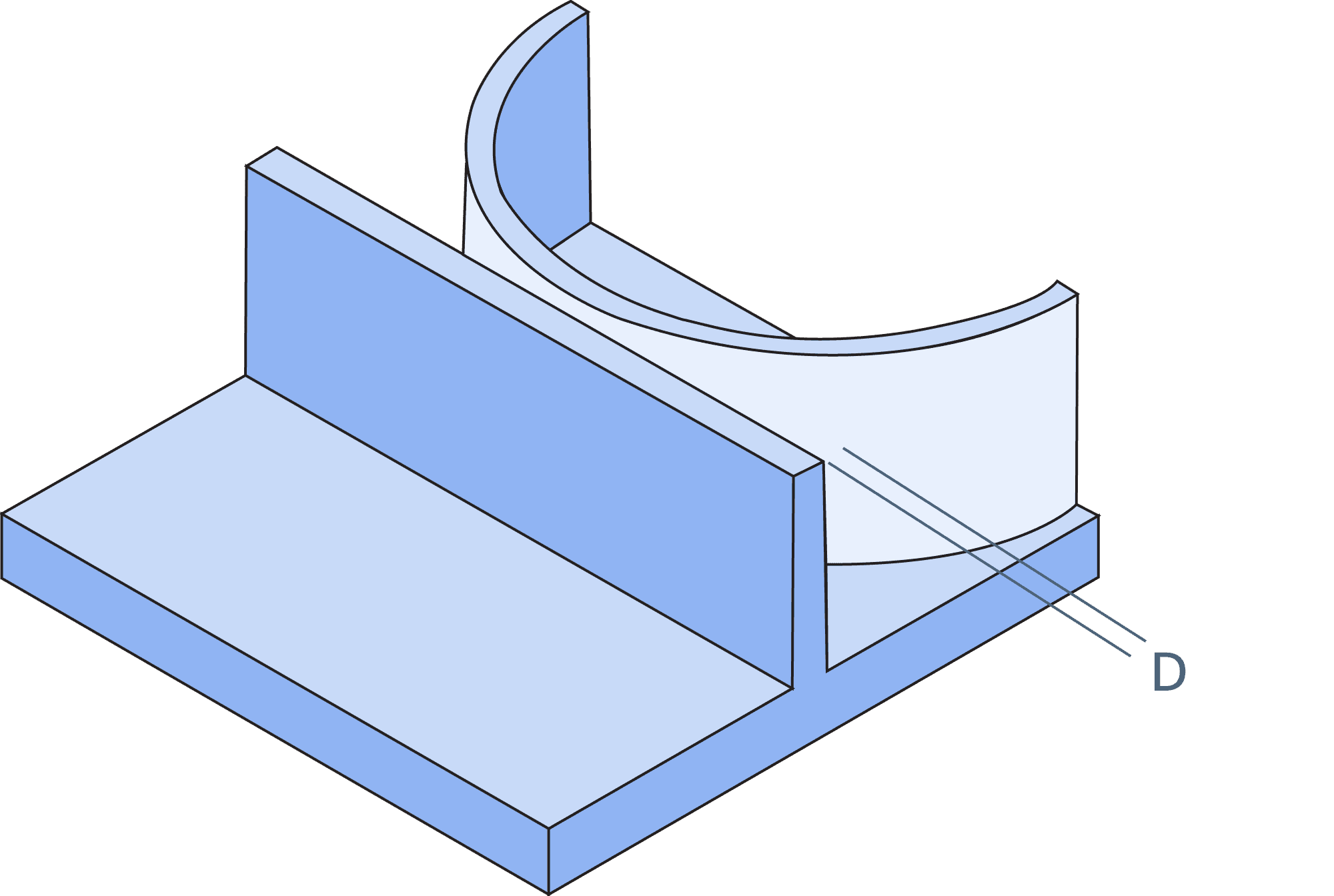
#5 Création de ponts avec des portées trop longues
Un pont en DMLS est une surface plane orientée vers le bas, supportée par deux éléments ou plus. En raison des contraintes thermiques liées au chauffage et au refroidissement rapides du procédé DMLS, si la distance non supportée d’un pont est trop longue, cela peut entraîner une mauvaise qualité des surfaces orientées vers le bas et compromettre l’intégrité structurelle.
Règle empirique :
- Limitez les portées de pont non supportées à 2 mm pour maintenir la solidité structurelle et la qualité de surface.
- Pour des portées plus longues, envisagez d’ajouter des supports supplémentaires ou de reconfigurer le pont avec une légère courbure pour réduire les contraintes.

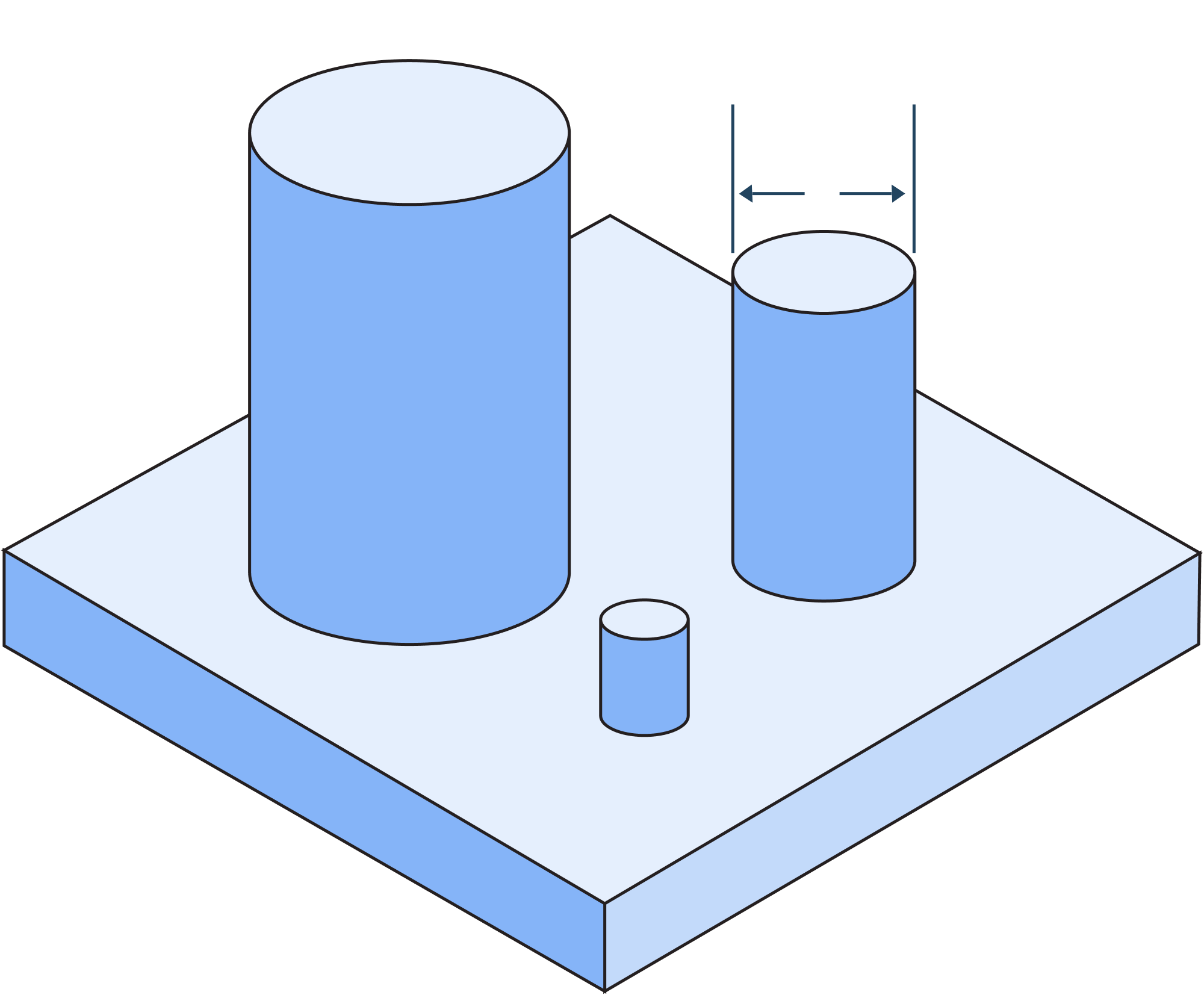
#6 Construire des broches étroites et de petits détails
Les broches, ou colonnes, sont des éléments hauts et fins de section transversale circulaire.
Règle empirique :
- Concevez des broches avec un diamètre minimum de 1 mm pour assurer la stabilité structurelle et réduire le risque de casse.
- Évitez d’utiliser des diamètres inférieurs à 0,8 mm, sauf si un renforcement post-traitement est prévu.

#7 Placer les éléments trop proches les uns des autres
Dans le procédé DMLS, la chaleur du laser crée un bain de fusion légèrement plus grand que le diamètre du laser, ce qui peut entraîner la fusion d’éléments trop proches les uns des autres ou la présence de poudre non frittée piégée entre les zones frittées.
Règle empirique :
- Maintenez un espacement d’au moins 0,5 mm entre les éléments pour éviter toute fusion et pour assurer une bonne formation de la pièce.
- Assurez une distance minimale de 0,5 mm pour les pièces amovibles et de 0,3 mm pour les ajustements serrés afin d’éviter toute liaison et garantir la fonctionnalité de la pièce.
- Prévoyez un espace d’au moins 0,6 mm pour les liaisons imprimées afin d’éviter le collage et permettre un fonctionnement fluide.

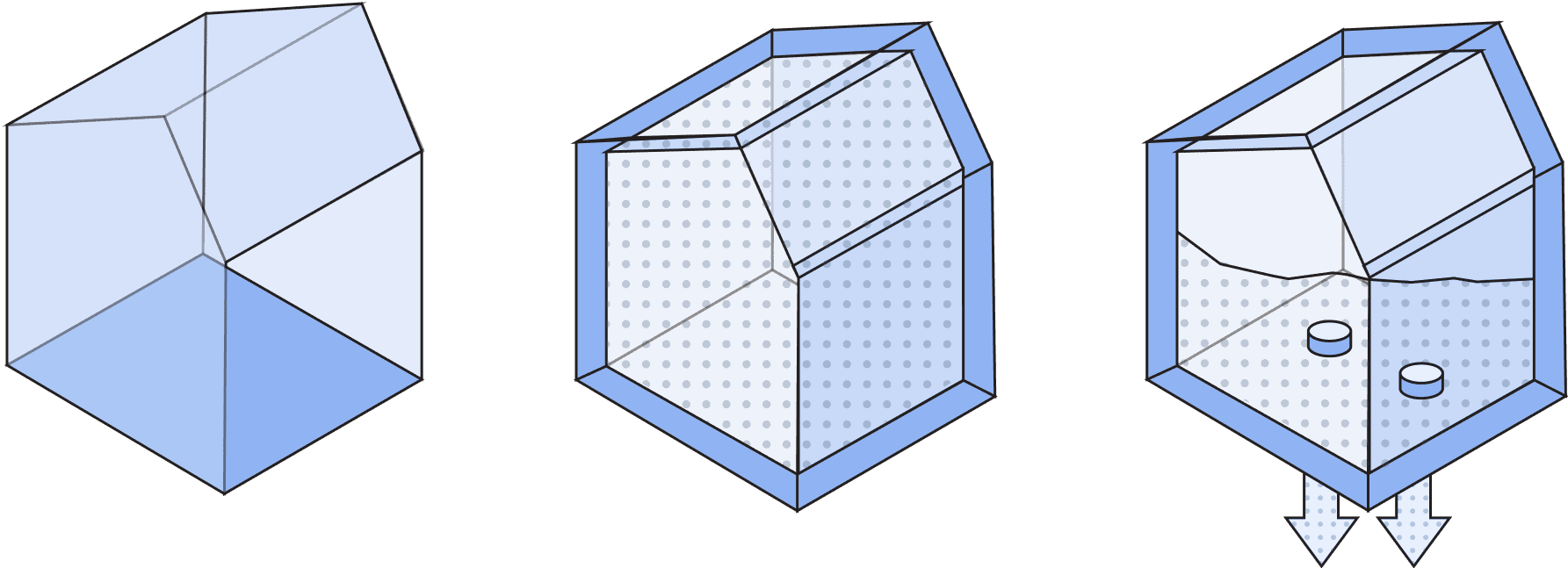
#8 Oublier les trous d’évacuation dans les pièces creuses
Concevoir des pièces creuses peut réduire considérablement l’utilisation de matériau et le poids du produit final sans compromettre la fonctionnalité de la pièce. Cependant, pour les pièces creuses, il est essentiel d’inclure des trous d’évacuation pour permettre l’élimination de la poudre non frittée résiduelle des cavités internes.
Règle empirique :
- Concevez des trous d’évacuation d’un diamètre de 2 à 5 mm pour garantir une élimination efficace de la poudre non frittée des pièces creuses.
- Positionnez les trous d’évacuation sur les surfaces non visibles et espacez-les pour faciliter la circulation et l’élimination de la poudre.
- Évitez de regrouper les trous d’évacuation ; placez-les plutôt près des bords ou sur des côtés opposés de la pièce pour une évacuation optimale de la poudre.

#9 Détails gravés et embossés de petite taille
Pour garantir visibilité et clarté au cours du procédé d’impression DMLS, les détails en relief et gravés doivent être conçus avec une taille suffisante. Les éléments en relief trop petits peuvent ne pas s’imprimer correctement ou manquer de définition, tandis que les détails gravés peuvent se refermer et devenir invisibles en raison de la dissipation de chaleur dans la poudre environnante. Pour de meilleurs résultats, concevez des éléments en relief aux dimensions supérieures aux dimensions minimales et assurez-vous que les détails gravés sont suffisamment profonds et larges pour maintenir leur visibilité et leur définition.
Règle empirique :
- Concevez des éléments en relief d’une hauteur minimale de 0,3 mm pour garantir qu’ils soient visibles et bien définis.
- Utilisez une taille de texte d’au moins 14 pt pour un embossage clair et lisible.
- Concevez des détails gravés d’une profondeur et d’une largeur minimale de 0,5 mm pour maintenir la visibilité et la définition.


Guide de référence des spécifications technologiques DMLS
Ci-dessous, vous trouverez un guide de référence rapide résumant les principales spécifications et limitations de la technologie DMLS.
| Spécification | Détails |
| Volume de construction maximal | 250 x 250 x 325 mm |
| Taille minimale de l’élément | 1,5 mm (éléments structurels)
0,75 mm (éléments cosmétiques) |
| Épaisseur de couche | 0,02 à 0,08 mm (selon le matériau) |
| Tolérances générales | ±0,2 % (0,1 à 0,2 mm)* |
| Structure de la surface | Poreuse |
| Structure de support | Nécessaire |
*Produire des tolérances serrées augmente les coûts de fabrication. Il est donc préférable de les appliquer uniquement aux éléments critiques, telles que les surfaces d’accouplement ou sur des composants conçus pour s’adapter à d’autres pièces. De plus, des facteurs tels que les contraintes internes pendant l’impression, la nécessité de structures de support et la géométrie de la pièce peuvent entraîner des déviations de tolérance et affecter la planéité. Si votre conception nécessite une planéité stricte, le procédé DMLS pourrait ne pas être l’option la plus adaptée.
Obtenez vos pièces métalliques 3D imprimées sur mesure chez Xometry
Chez Xometry, nous proposons des services d’impression 3D DMLS pour une gamme d’alliages métalliques par l’intermédiaire de notre large réseau de fabricants. Après avoir optimisé votre modèle en utilisant les conseils de design fournis dans ce guide, il vous suffit de télécharger votre fichier sur notre moteur de devis instantané pour recevoir un devis en quelques secondes. Que vous ayez besoin de prototypes de haute précision ou de pièces métalliques de qualité production, nos capacités avancées de DMLS peuvent donner vie à vos designs avec qualité et précision.
Avez-vous d’autres expériences de design pour le procédé DMLS ? Partagez cela dans les commentaires !






Comment(1)