 Europe
Europe  Türkiye
Türkiye 


Direct Metal Laser Melting (DMLM) olarak da bilinen Direct Metal Laser Sintering (DMLS), yüksek güçlü bir lazer kullanılarak metal tozunun katman katman ergitilip birleştirilerek (fusion) katı parçalara dönüştürüldüğü bir dizi metal 3D baskı teknolojisidir. DMLS, geleneksel üretim yöntemleriyle elde edilmesi zor kompleks geometriler ve ince yapıların üretimi için idealdir; olağanüstü hassasiyete sahip, oldukça detaylı, karmaşık metal bileşenlerin oluşturulmasına olanak tanır.
DMLS’nin olanaklarından tam olarak yararlanmak için, yeterli sayıda destek yapısı ekleme, optimum et (duvar) kalınlıklarını belirleme ve yapılar arasında uygun mesafeleri koruma gibi belirli tasarım kurallarına ve en iyi uygulamalara uyarak yaygın hatalardan kaçınmak çok önemlidir.
Başarılı DMLS 3D baskı için tasarımlarınızı optimize etmenize yardım etmek amacıyla bu ve diğer hususlar, bu kılavuzda ayrıntılı olarak ele alınacaktır.
#1 Destek Yapılarının Hatalı veya Aşırı Kullanımı
Direct Metal Laser Sintering (DMLS) prosesinde, basılan her katman destek için önceki katmanlardan yararlanır. Çıkıntılar (overhangs), kemerler (arches) gibi geometriler ve 30°’den daha büyük açılı yüzeyler için, çarpılmayı (warping) önlemek, parçaları imalat platformuna sabitlemek ve baskı sırasında doğruluğu korumak için ek destek yapıları gereklidir. Bu destekler hayati öneme sahip olmakla birlikte, malzeme kullanımını, imalat süresini ve maliyetleri artırır ve proses sonrasında sökülmeleri gerekir.
Temel kural:
- Destek yapılarına olan ihtiyacı azaltmak için 45° veya daha fazla açılı, kendi kendini destekleyen yapılar tasarlayın.
- 30° veya daha az açılar kullanarak ve köşelere radyus veya pahlar ekleyerek destek ihtiyacını en aza indirin.
- Baskı sırasında parçanın hareket etmesini önlemek amacıyla yatay yüzeyler, büyük delikler ve çıkıntılar için yeterli destek sağlayın; aksi halde hatalar veya makine arızaları oluşabilir.

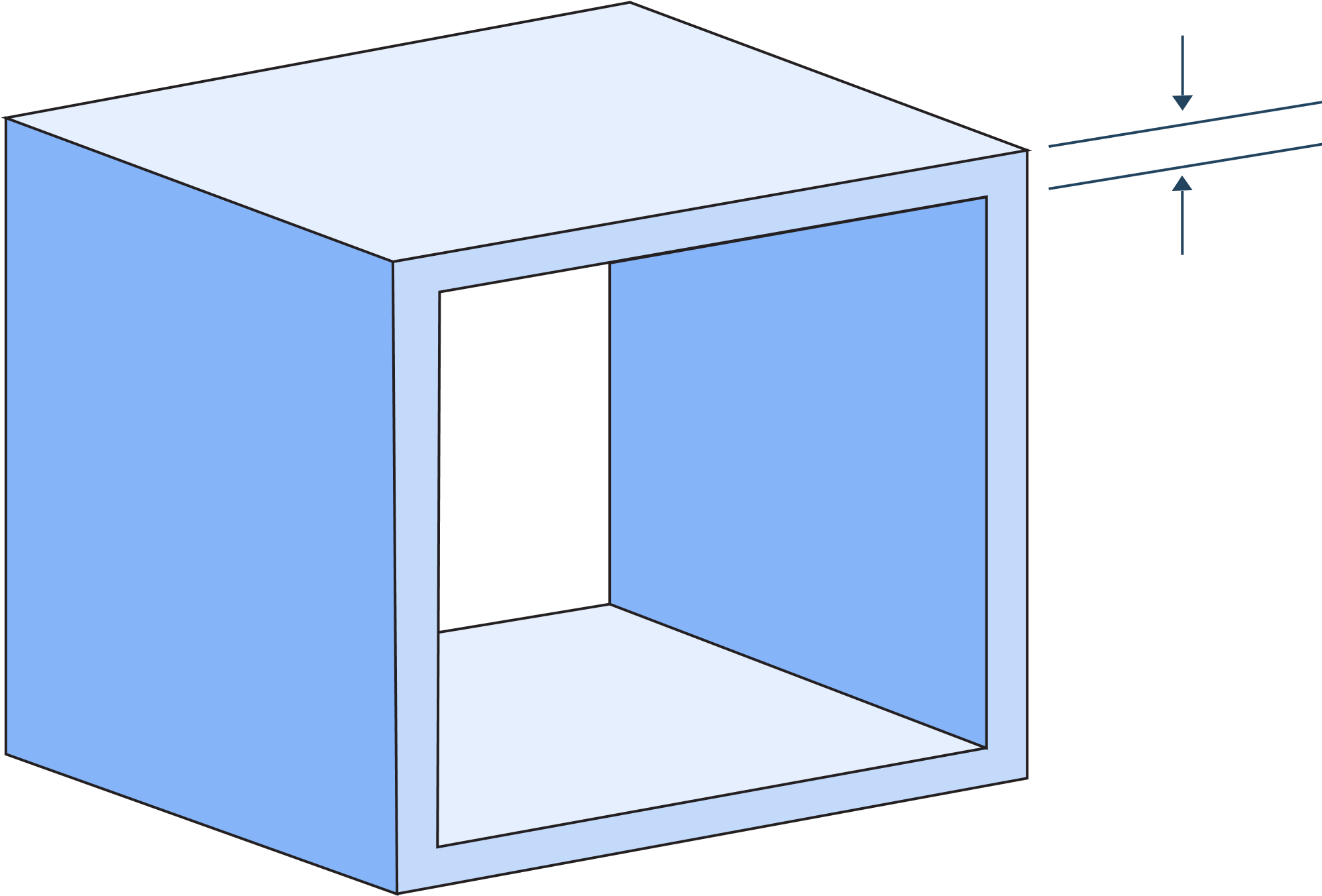
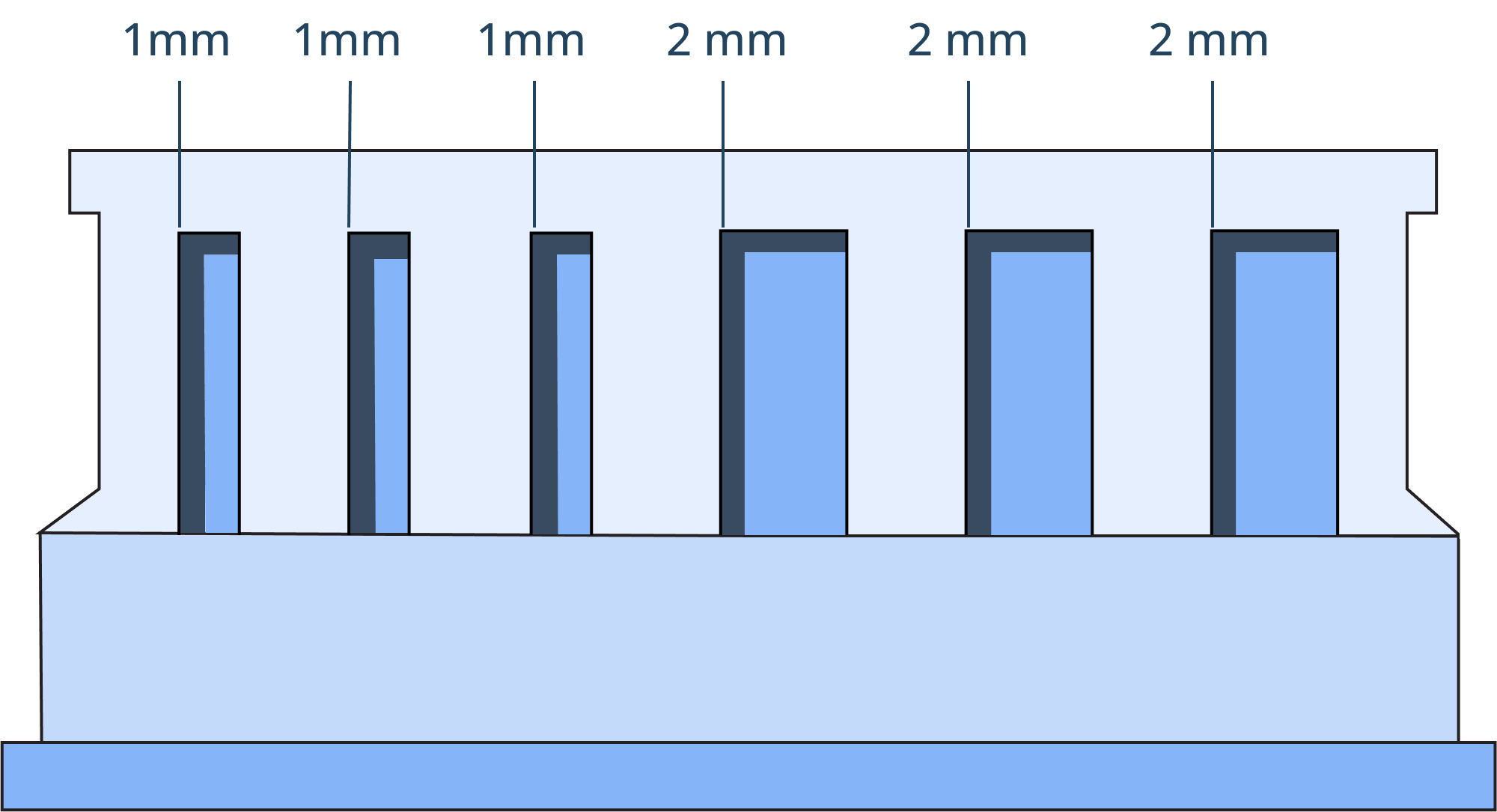
#2 Tutarsız veya Yetersiz Et Kalınlıkları Uygulamak
Metal 3D baskıda duvar (et) kalınlıkları, malzeme seçimine, parça oryantasyonuna (orientation) ve istenen çözünürlüğe göre değişebilir. Kalın duvarlar, parçanın yapısal bütünlüğünü artırır ve çoğu tasarımda en iyi uygulamadır.
Temel Kural:
- Kırılma riskini azaltmak için tasarımlarda genel olarak minimum 0,8 mm et kalınlığını koruyun.
- Yapısal kararlılığı ve baskı doğruluğunu sağlamak için (iki veya daha fazla kenarda bağlanan) destekli duvarlarda 1 mm, (sadece bir kenarda veya uçta bağlanan) desteksiz duvarlarda 1,2 mm kalınlık kullanın.
- Et kalınlığında tutarlılığı koruyun

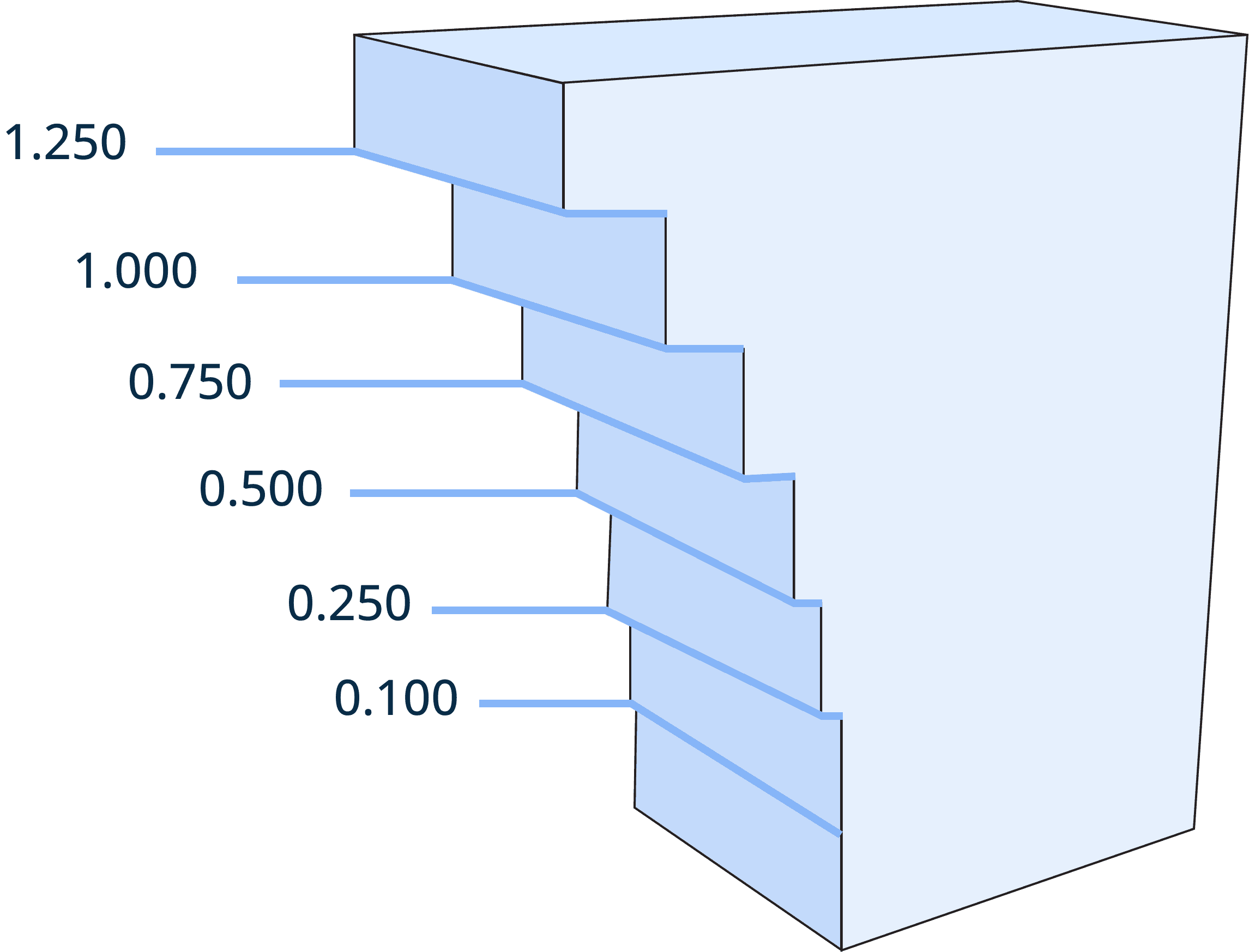
#3 Desteksiz Büyük Çıkıntılar Tasarlamak
Çıkıntılar (overhangs), düzgün eğimlere sahip olan ve kendi kendini destekleyen açılardan farklı olarak bir parçanın geometrisindeki ani değişikliklerdir. 0,5 mm’den büyük çıkıntılarda, genellikle baskı sırasında hasar veya deformasyon oluşmasını önlemek için ek destek gerekir. Pürüzlü bir yüzey kalitesine, çözünürlüğün azalmasına ve hatta tüm yapının başarısız olmasına yol açabileceğinden, büyük çıkıntılar kullanarak sınırları zorlamamanız önerilir.
Temel Kural:
- Parça deformasyonunu önlemek ve daha pürüzsüz bir yüzey sağlamak için uzunluğu 0,5 mm’yi aşan veya açıları 45 dereceden büyük çıkıntılarda destekler ekleyin.
- Çıkıntı geometrilerine pah veya radyuslar ekleyerek kendi kendilerini desteklemelerini sağlayın ve ilave destek ihtiyacını azaltın.

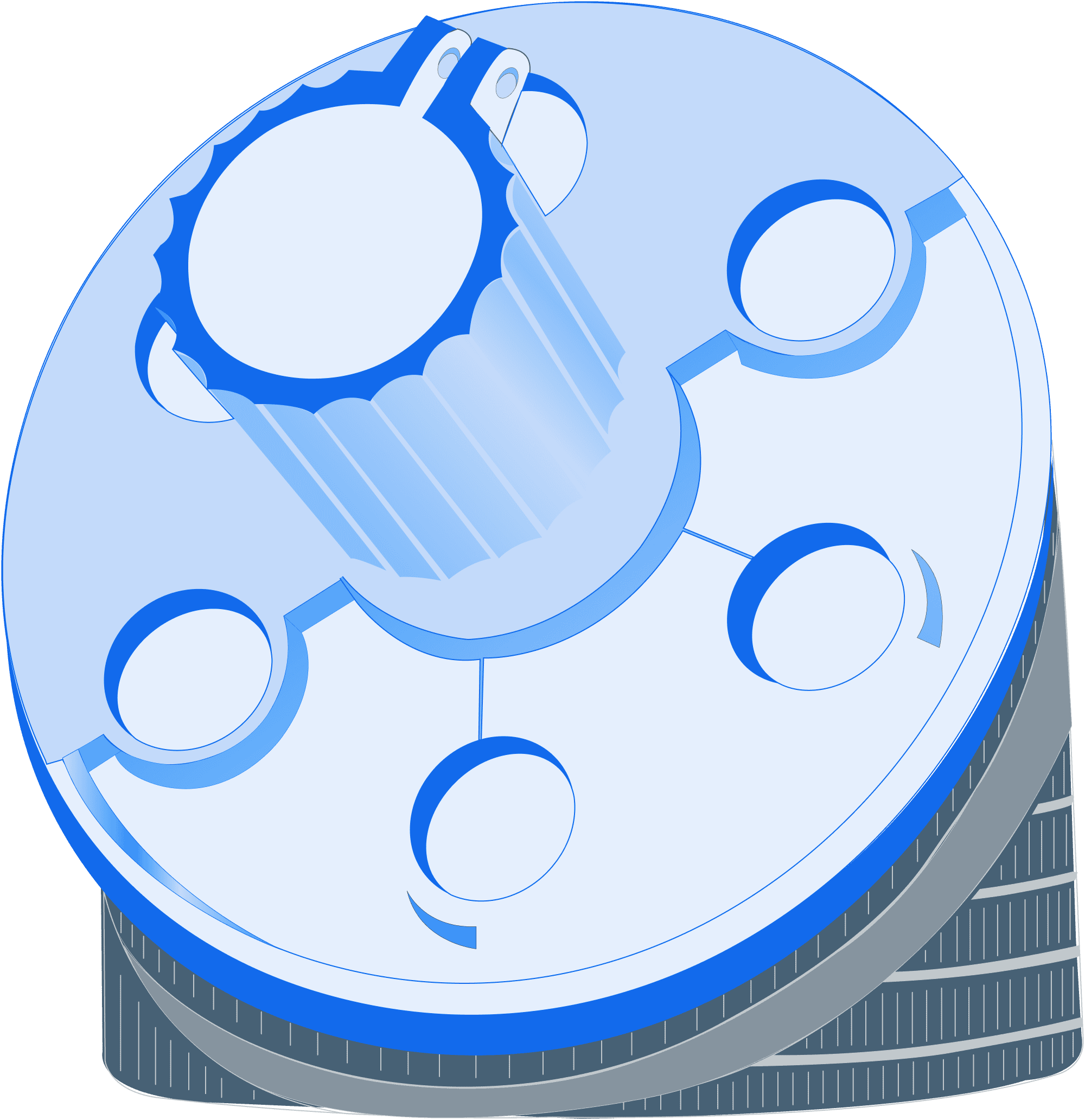
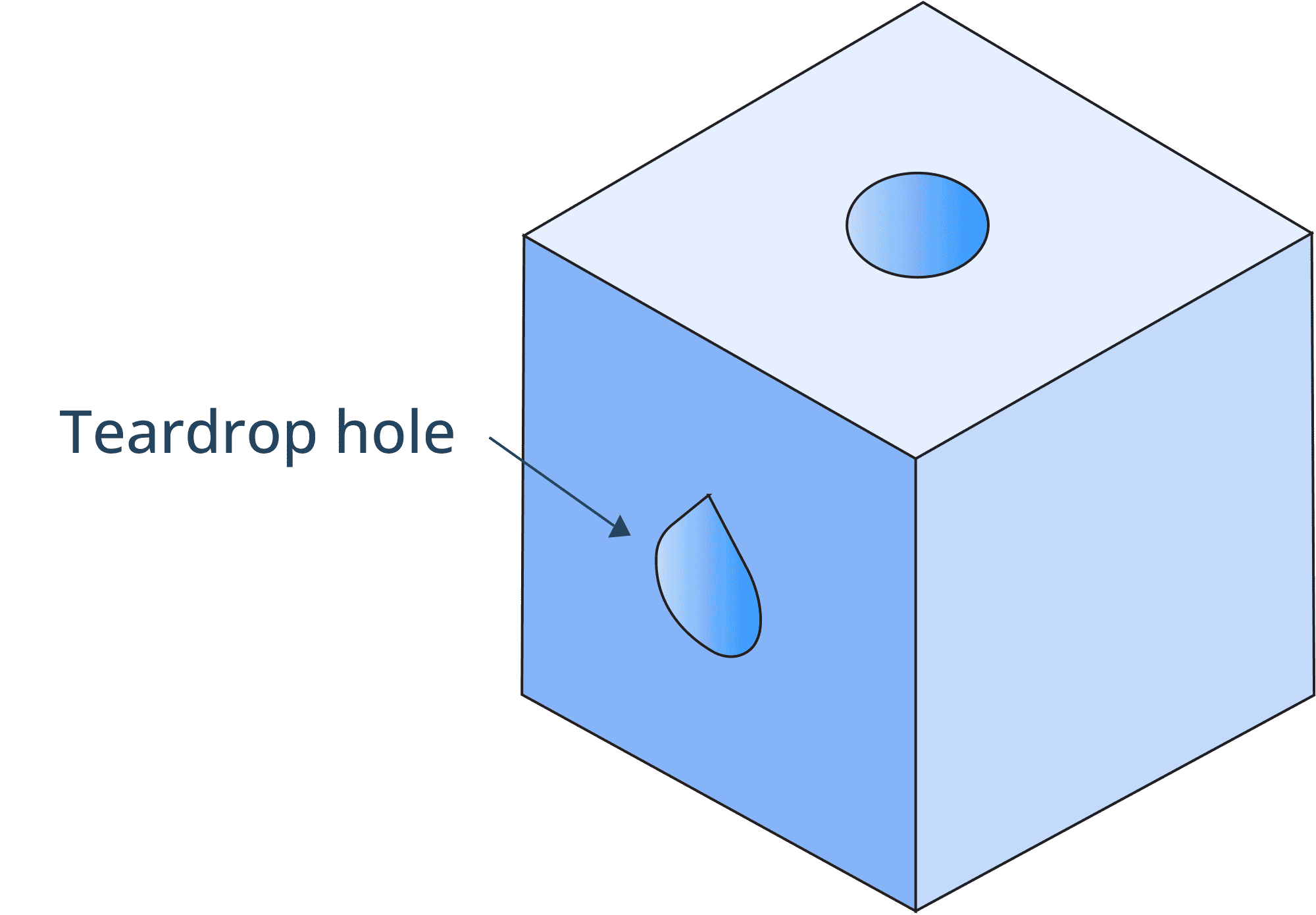
#4 Dahili Kanalların ve Deliklerin Hatalı Şekillendirilmesi
Direct Metal Laser Sintering (DMLS) için temel avantajlardan biri, geleneksel üretim yöntemleriyle elde edilmesi zor veya imkansız olan karmaşık dahili kanallar ve delikler üretme kabiliyetidir. Açı koruyan (conformal) kanallar özellikle etkilidir, çünkü parça boyunca tekdüze (uniform) soğutma sağlar ve toplam ağırlığı azaltır.
Temel Kural:
- Kanal çaplarını 8 mm ile sınırlayın ve bükülmeyi (distortion) en aza indirmek ve yüzey kalitesini iyileştirmek için damla veya elmas şekilleri kullanın.
- Ergiyip birleşmelerinden (fusion) kaçınmak için minimum 1 mm çapında delikler tasarlayın ve imalat yönüyle aynı hizada olmayan deliklerde destek ihtiyacını azaltmak için damla şekilleri kullanın.
- 0,5 mm ile 6 mm arasındaki deliklerle baskı, destek olmadan gerçekleştirilebilir; 6 mm’nin üzerindeki çaplar ise yönlendirmede ayarlamalar veya destekler gerektirebilir.
- Daha iyi üretim hassasiyeti için 1 mm’den küçük tüm deliklerde ardıl işlemler uygulayın.

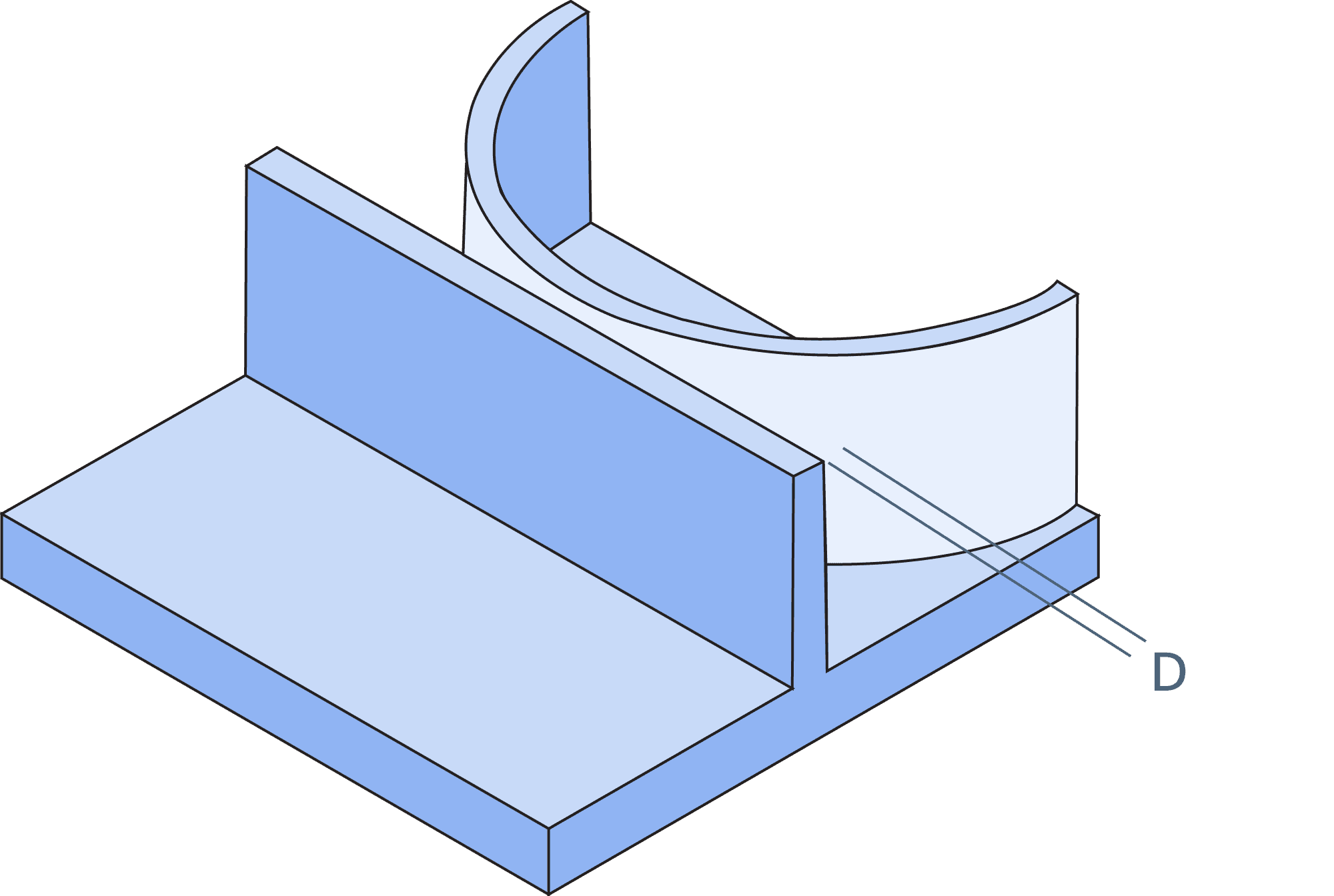
#5 Aşırı Uzun Açıklıklara Sahip Köprüler Oluşturmak
DMLS’de köprü, iki veya daha fazla yapı ile desteklenen düz, aşağı bakan bir yüzeydir. DMLS prosesindeki hızlı ısıtma ve soğutmadan kaynaklanan gerilimler nedeniyle, bir köprüdeki desteklenmeyen mesafe (destekler arası mesafe) çok uzunsa, aşağı bakan yüzeylerde kalite düşebilir ve yapısal bütünlük olumsuz etkilenebilir.
Temel Kural:
- Yapısal sağlamlığı ve yüzey kalitesini korumak için köprünün destekleri arasındaki mesafeyi 2 mm ile sınırlayın.
- Daha uzun açıklıklar söz konusu olduğunda, ilave destekler ekleyebilir veya gerilimi azaltmak için köprüyü hafif bir kavisle yeniden tasarlayabilirsiniz.

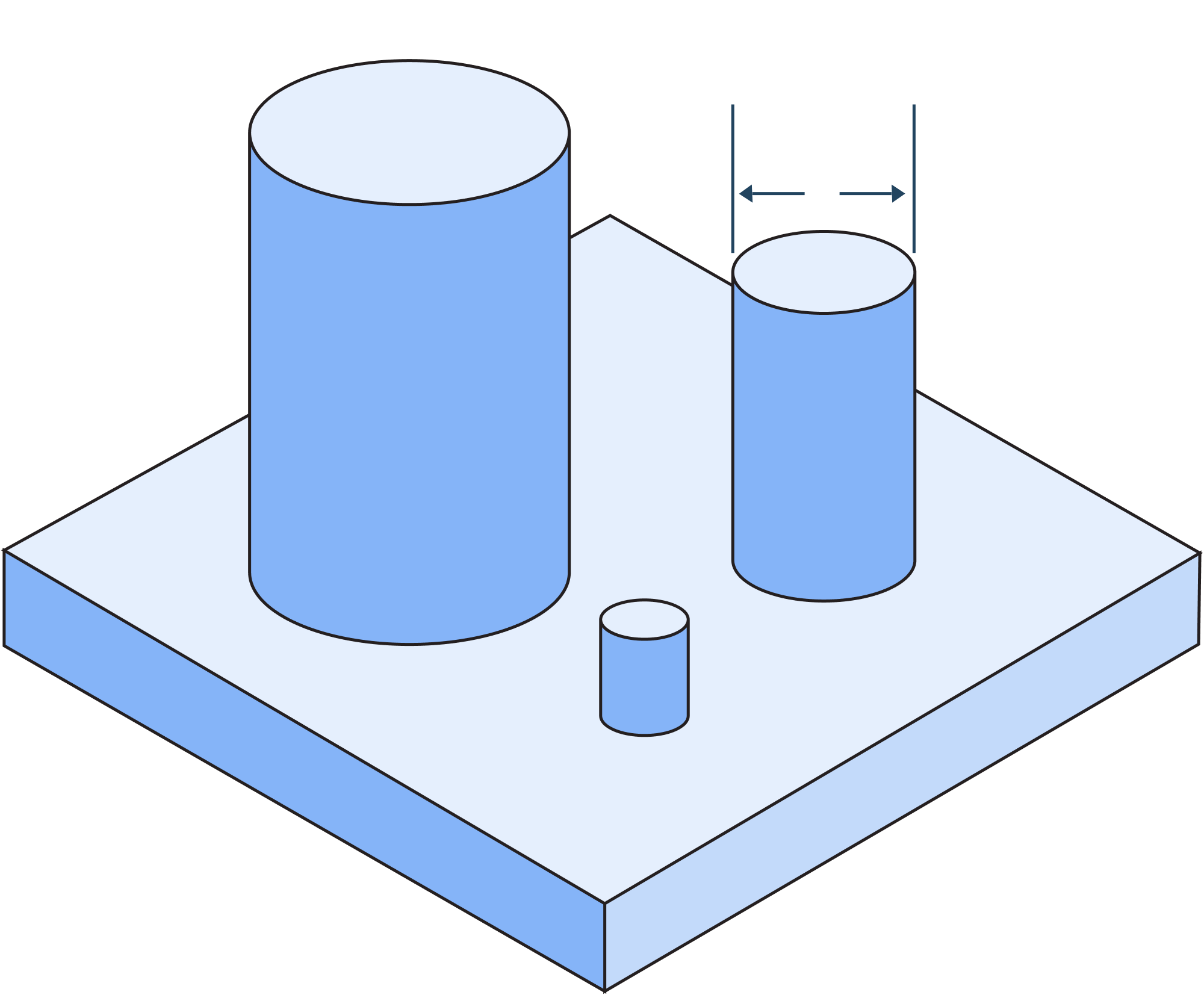
#6 Dar Pimler ve Küçük Detaylar Üretmek
Pimler veya sütunlar, dairesel kesit alanına sahip uzun ve ince yapılardır.
Temel Kural:
- Yapısal kararlılığı sağlamak ve kırılma riskini azaltmak için minimum 1 mm çapında pimler tasarlayın.
- Ardıl işlem ile sağlamlaştırma planlanmadığı sürece 0,8 mm’den küçük çaplar kullanmaktan kaçının.

#7 Yapıları Birbirine Çok Yakın Yerleştirmek
DMLS’de, lazerden gelen ısı, lazerin çapından biraz daha büyük bir ergiyik havuzu oluşmasına neden olur ve bu da birbirine çok yakın olan yapıların ergiyerek birleşmesine (fusion) veya sinterlenmiş alanlar arasında sinterlenmemiş tozun sıkışmasına neden olabilir.
Temel Kural:
- Ergiyerek birleşmelerini önlemek ve parçanın doğru şekilde oluşmasını sağlamak için yapılar arasında en az 0,5 mm boşluk bırakın.
- Yapışmayı önlemek ve işlevselliği sağlamak için hareketli parçalarda en az 0,5 mm ve basılarak takılan (press-fit) parçalarda 0,3 mm açıklık bırakın.
- Yapışmayı önlemek ve düzgün çalışmasını sağlamak için basılarak takılan (press-fit) bağlantı parçalarında en az 0,6 mm boşluk bırakın.

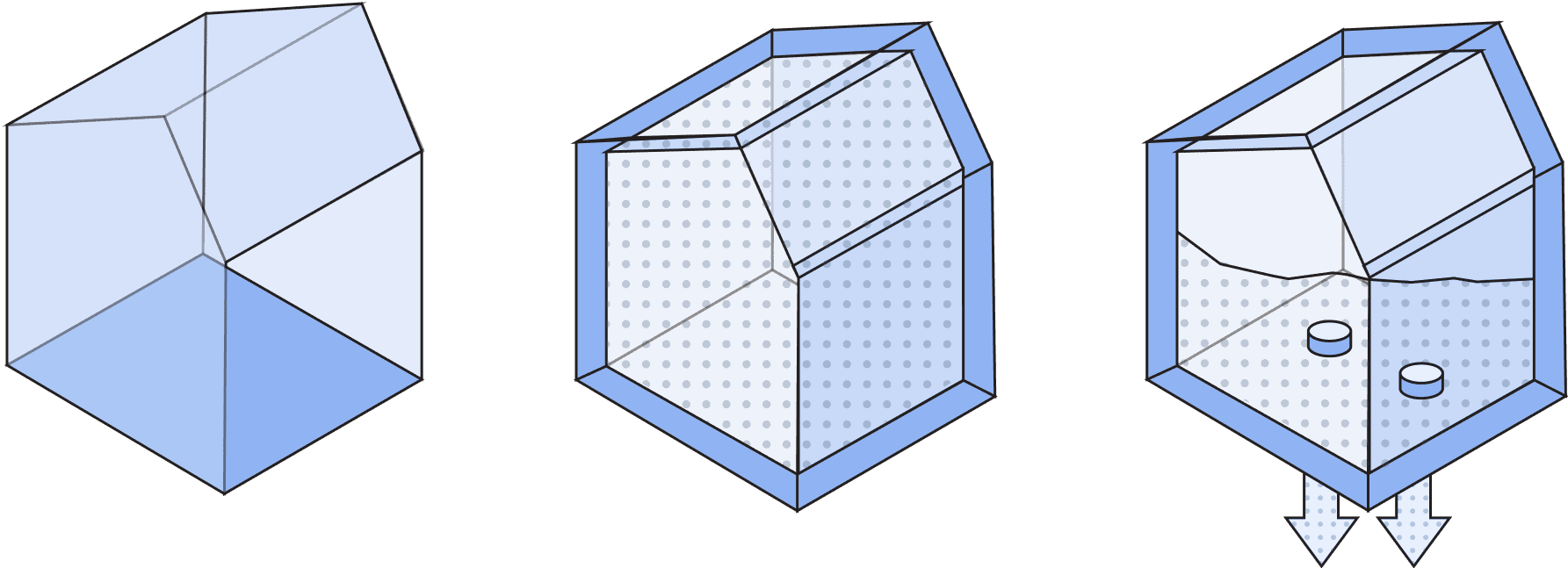
#8 İçi Boş Parçalara Tahliye Delikleri Koymayı Unutmak
Parçaları içi boş olarak tasarlamak, işlevsellikten ödün vermeden malzeme kullanımını ve nihai ürünün ağırlığını önemli ölçüde azaltabilir. Ancak, içi boş parçalar tasarlarken, içerideki boşluklardan sinterlenmemiş toz kalıntılarını çıkarmak için tahliye delikleri eklenmesi gerekir.
Temel Kural:
- İçi boş parçalardan sinterlenmemiş tozun etkili bir şekilde çıkarılmasını sağlamak için tasarıma 2-5 mm çapında tahliye delikleri ekleyin.
- Tahliye deliklerini görünmeyen yüzeylere yerleştirin ve toz dolaşımını ve çıkarılmasını kolaylaştırmak için aralarında boşluk bırakın.
- Tahliye deliklerini birbirine yakın yerleştirmekten kaçının; bunun yerine, optimum toz tahliyesi için delikleri kenarlara yakın veya parçanın zıt taraflarına yerleştirin.

#9 Kabartma ve Kazıma Detayların Boyutlarını Çok Küçük Tutmak
DMLS baskıda görünürlük ve netliği sağlamak için, hem kabartma hem de kazıma detayların yeterli boyutta tasarlanması gerekir. Çok küçük olan kabartma yapılar, doğru şekilde üretilemeyebilir veya netlik kaybı olabilir; kazıma detaylar, çevreleyen toza ısı yayılımı nedeniyle kapanabilir ve görünmez hale gelebilir. En iyi sonucu elde etmek için, minimum boyutlardan daha büyük kabartma yapılar tasarlayın ve kazıma detayların görünürlüklerini ve netliklerini korumaya yetecek kadar derin ve geniş olduğundan emin olun.
Temel Kural:
- Görünür ve yeterince net olduklarından emin olmak için kabartma yapıları minimum 0,3 mm yükseklikte tasarlayın.
- Net, okunaklı kabartmalar için en az 14 puntoluk metin boyutu kullanın.
- Görünürlük ve netliği korumak için kazıma detaylar, minimum 0,5 mm derinlik ve genişlikte tasarlanmalıdır.


DMLS Teknolojisinde Spesifikasyonlar için Referans Tablo
Aşağıda DMLS teknolojisindeki temel spesifikasyonları ve sınırlamaları özetleyen kısa bir referans kılavuz verilmiştir.
| Spesifikasyon | Ayrıntılar |
| Maksimum imalat hacmi | 250 x 250 x 325 mm |
| Minimum yapı boyutu | 1,5 mm (yapısal özellikler)
0,75 mm (kozmetik özellikler) |
| Katman kalınlığı | 0,02 – 0,08 mm (malzemeye bağlı) |
| Genel toleranslar | ± %0,2 (0,1 – 0,2 mm)* |
| Yüzey yapısı | Gözenekli |
| Destek yapısı | Gerekli |
*Sıkı toleranslarla üretim yapıldığında üretim maliyetleri artar, bu nedenle sıkı toleransları yalnızca birleşen yüzeyler veya diğer parçalarla birleşecek şekilde tasarlanmış bileşenler gibi kritik yapılarda uygulamak doğru olacaktır. Ek olarak, baskı sırasında oluşan iç gerilimler gibi faktörler, destek yapılarına duyulan ihtiyaç ve parça geometrisi, toleranslarda sapmalara neden olabilir ve düzlemselliği (flatness) etkileyebilir. Tasarımınız mutlak bir düzlemsellik gerektiriyorsa, DMLS en uygun seçenek olmayabilir.
Metal 3D Baskı ile Talebe Özel Üretilen Parçalarınızı Xometry’den Alın
Xometry olarak geniş üretici ağımız aracılığıyla birçok metal alaşımı için talebe özel DMLS 3D baskı hizmetleri sunuyoruz. Bu kılavuzda verilen tasarım ipuçlarını kullanarak modelinizi optimize ettikten sonra, dosyanızı Anlık Fiyat Motorumuza yükleyip saniyeler içinde bir teklif alabilirsiniz. Yüksek hassasiyetli prototiplere veya üretim sınıfı metal parçalara ihtiyacınız olduğunda, gelişmiş DMLS kabiliyetlerimiz tasarımlarınızı yüksek kalite ve hassasiyetle gerçeğe dönüştürecektir.
DMLS için tasarım konusunda sizin tecrübeleriniz var mı? Yorumlarda paylaşın!






Comment(0)