 Europe
Europe  Türkiye
Türkiye 


El mecanizado CNC es un proceso de fabricación versátil y preciso capaz de producir componentes con una amplia gama de complejidad y tamaños utilizando diversos materiales. Sin embargo, tiene limitaciones de tamaño dictadas por diversos factores. Conocer estas limitaciones es crucial para optimizar los diseños y garantizar su fabricación.
Limitaciones generales de tamaño del mecanizado CNC
En esta sección se destacan varios consejos y consideraciones de diseño que podrían mejorar la fabricabilidad de la pieza al tiempo que se optimizan el coste y el plazo de entrega. Se analiza la complejidad de la pieza y las restricciones de fabricación CNC, como filetes, orificios, cavidades, roscas y rebajes.
Tamaño de la materia prima
Se refiere al tamaño de la materia prima utilizada para crear la pieza acabada. Por lo general, las piezas en bruto deben ser ligeramente más grandes que las medidas de la pieza acabada para permitir variaciones y cortar las caras ásperas de la materia prima.
Por ejemplo, si las dimensiones finales son de 50 x 50 x 50 mm, un material adecuado sería aproximadamente 53 x 53 x 53 mm. Al diseñar, tenga esto en cuenta añadiendo dimensiones X, Y y Z adicionales a su pieza y ajustándola a los límites de tamaño de pieza que se indican a continuación.
Limitación para piezas fresadas, torneadas y taladradas
| Pieza/Característica | Fresado CNC | Torneado CNC | Taladrado CNC |
| Tamaño máximo | Las fresadoras CNC más grandes, como la fresadora de pórtico vertical SNK HF-7VM, tienen un tamaño de mesa de 3500 mm por 10000 mm, con un recorrido del eje X de 11000 mm, del eje Y de 4700 mm y del eje Z de 2450 mm. | Los centros de torneado CNC más grandes, como el SL 603, pueden manipular piezas de hasta 930 mm de diámetro y 4000 mm de longitud. | Las taladradoras CNC más grandes, como la Voortman V200, pueden manipular placas de hasta 2.400 mm de longitud, 1.000 mm de anchura y 60 mm de grosor, con un peso máximo de 600 kg. |
| Tamaño mínimo | Por lo general, el tamaño mínimo factible es de 0,5 mm. A efectos prácticos, el mecanizado de características con un diámetro inferior a 2,5 mm se considera micromecanizado y suele evitarse a menos que sea necesario. | El diámetro mínimo práctico para las piezas torneadas es de aproximadamente 0,5 mm, aunque la práctica habitual es a partir de 1 mm aproximadamente. | La práctica habitual para la mayoría de las aplicaciones de taladrado comienza con un diámetro de 2,5 mm para facilitar la producción y la precisión. Sin embargo, la broca estándar más pequeña que se utiliza es de 1 mm. Para elementos muy pequeños, se pueden taladrar agujeros de hasta 0,05 mm (50 micrómetros), pero esto entra en el ámbito del microtaladrado, que requiere equipos y técnicas especializados. |
| Mejores alternativas para piezas más grandes (que el máximo) | • Moldeo por inyección (plásticos) • Fundición a presión, extrusión de metales (metales) |
• Moldeo por inyección (plásticos) • Forja, fundición (metales) |
– |
| Mejores alternativas para piezas más pequeñas (que el mínimo) | • Moldeo por inyección, micromoldeo por inyección, impresión 3D, micromecanizado (plásticos) • Micromecanizado, electroconformado, corte por láser, microelectroerosión, moldeo por inyección de metales (metales) |
• Moldeo por inyección, micromoldeo por inyección, impresión 3D, micromecanizado (plásticos) • Micromecanizado, electroconformado, corte por láser, microelectroerosión, moldeo por inyección de metales (metales) |
– |
Limitaciones de tamaño de las funciones: tabla de referencia
La siguiente tabla resume las directrices de diseño asociadas a diversas características que pueden fabricarse mediante CNC. Su objetivo es ayudar a los diseñadores a optimizar los componentes para su fabricación.


Limitaciones de tamaño para el posprocesado
Las distintas operaciones de postprocesado que pueden realizarse en una pieza dependen del tamaño de la misma. Por ejemplo, las piezas más grandes no suelen caber en las cabinas de chorreado, por lo que no se pueden chorrear. Otro ejemplo es que pueden ser necesarias estanterías a medida para piezas de más de 3 metros que deban anodizarse, galvanizarse o recubrirse con pintura en polvo.
| Proceso | Tamaño máximo de la pieza | Notas |
| Torneado CNC | Diámetro hasta 500 mm y longitud hasta 4500 mm | Xometry utiliza utillaje especializado, incluidos tornos estándar de 2 ejes, sistemas de utillaje activo, máquinas multihusillo y tornos suizos, para producir piezas con características fresadas o intrincadas. |
| Fresado CNC | La red de socios de Xometry puede fresar normalmente piezas de hasta X-2000 mm, Y-750 mm y Z-600 mm. | Si su pieza supera los 600 mm de altura mecanizable, requerirá utillaje especializado y una revisión manual adicional de la fabricabilidad. |
| Taladrado CNC | El equipo incluye taladradoras verticales, de banco y radiales, que permiten a Xometry taladrar agujeros de hasta 7 cm de diámetro en patrones simples y complejos. | La complejidad del patrón de taladrado y del material puede afectar a los plazos de entrega y a los costes. |
Normas generales de fabricación
A menos que se especifique lo contrario, Xometry fabrica componentes mecanizados por CNC de acuerdo con las siguientes normas:
- Acabado de la superficie: El acabado de la superficie mecanizada es Ra 3,2 o superior, con marcas de máquina herramienta CNC que pueden dejar un patrón en forma de remolino.
- Tratamiento de filos: Los filos afilados se romperán y desbarbarán por defecto. Si es necesario que los bordes críticos permanezcan afilados, debe anotarse y especificarse en el dibujo CAD.
- Componentes de plástico: Los plásticos claros o transparentes tendrán un acabado mate o marcas de remolino translúcidas en cualquier cara mecanizada. El chorreado con microesferas dará como resultado un acabado esmerilado en plásticos transparentes.
- Tolerancias: No se pueden garantizar las tolerancias en la espuma o materiales compresibles similares.
Tolerancias generales
A menos que el diseñador lo especifique, Xometry cumplirá las tolerancias ISO 2768 e ISO 286 estándar del sector que se indican a continuación:

Las tolerancias generales del mecanizado CNC comienzan en ±0,1 mm. Las tolerancias más finas, definidas como inferiores a la norma general, pueden conseguirse con el mecanizado CNC, llegando hasta ±0,01 mm.
Las configuraciones especializadas y las operaciones adicionales, como el escariado y el rectificado, pueden permitir tolerancias aún más estrictas en función del material y la geometría de la pieza. Las tolerancias geométricas (GD&T) pueden aplicarse al plano, pero pueden aumentar los tiempos de inspección debido a las herramientas necesarias y al tiempo de comprobación.
Aunque las tolerancias más estrictas mejoran la forma, el ajuste y la función de una pieza, tienen sus inconvenientes. Pueden dar lugar a un mayor índice de inutilidades, más utillaje, herramientas de medición especiales y tiempos de ciclo más largos debido a velocidades de corte más lentas. Estos factores pueden aumentar el precio y los plazos de entrega. En función de la tolerancia y la geometría, el coste de la pieza puede más que duplicarse en comparación con una tolerancia estándar.
Limitaciones generales de tamaño de las máquinas CNC
Las dimensiones físicas de los espacios de trabajo de las máquinas CNC son el principal factor que limita sus capacidades de tamaño de pieza. Esta limitación afecta a todos los tipos de máquinas CNC, incluidos el torneado, el fresado y el taladrado. Otros factores limitantes son el recorrido de los ejes de la máquina y el número de ejes.
Envolvente de trabajo de mecanizado CNC
La envolvente de trabajo de mecanizado CNC se refiere al espacio 3D dentro del cual funciona la máquina. Cada máquina tiene su propia área de trabajo, que limita el tamaño de los componentes que pueden fabricarse con ella.
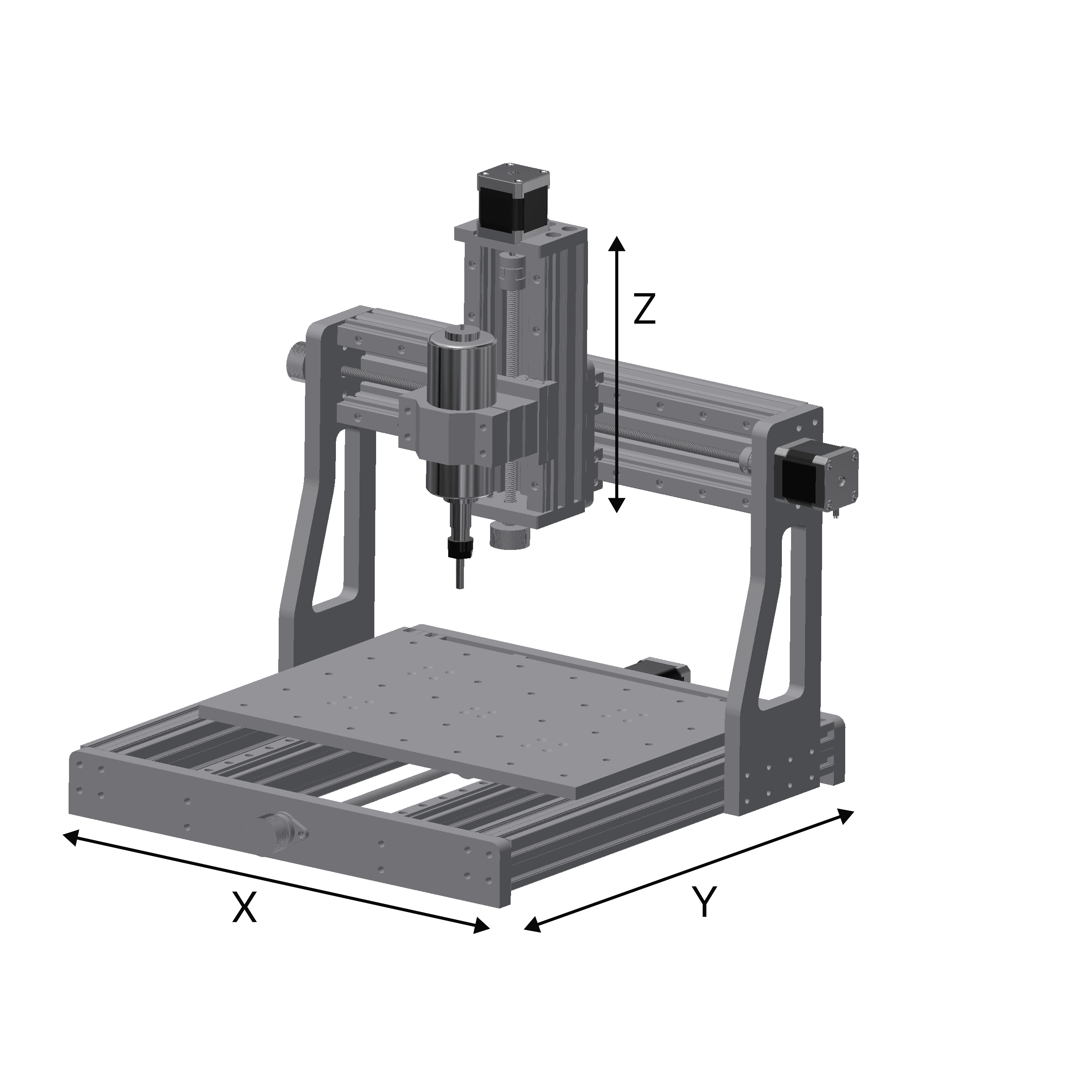
El tamaño físico de la máquina y, más concretamente, las direcciones X, Y y Z en las que puede moverse la máquina, dictan la envolvente de trabajo.


Sin embargo, es importante tener en cuenta que al diseñar componentes, el área de trabajo puede reducirse debido al tamaño de las herramientas. Por ejemplo, como se muestra arriba, si la broca de corte fuera más larga, el área de trabajo del CNC sería menor en la dirección Z.
Recorrido del eje CNC
El recorrido de los ejes CNC es el rango en el que la herramienta de corte o la pieza pueden moverse a lo largo de los ejes X, Y y Z. Esto tiene un impacto directo en el tamaño de los componentes que pueden mecanizarse. Esto tiene un impacto directo en el tamaño de los componentes que se pueden mecanizar. A continuación se muestra un ejemplo de una fresadora CNC de 3 ejes. En este caso, las longitudes de los raíles dictan las distancias a las que puede moverse la broca de mecanizado en cada dirección.

Tipos de ejes CNC
Las máquinas CNC suelen funcionar entre 3 y 5 ejes. Las máquinas CNC de tres ejes mueven la herramienta de corte a lo largo de los ejes X, Y y Z. Las máquinas CNC de cuatro ejes añaden un eje de rotación adicional, lo que aumenta la complejidad de las piezas que pueden fabricarse.
Por último, las máquinas CNC de cinco ejes añaden dos ejes de rotación adicionales a los movimientos X, Y y Z. El número de ejes afecta significativamente al tamaño y la complejidad de los componentes que pueden fabricarse.

Limitaciones de tamaño del torneado CNC
El torneado CNC implica una pieza giratoria, mientras que una herramienta de corte de un solo punto elimina material. La geometría física de un torno CNC dicta las limitaciones de tamaño. Los tornos CNC están limitados por la distancia entre ejes, las distancias de giro y el montaje de la pieza.
Distancia entre centros
Para un torno CNC, la distancia entre centros se refiere a la distancia entre el cabezal y el contrapunto del torno. Esto limita la longitud total máxima del componente que puede mecanizarse.

Giro sobre bancada, carro transversal, y ranura
Los términos «giro sobre bancada», «giro sobre carro transversal» y «giro sobre ranura» definen diferentes medidas de espacio libre en un torno. Giro sobre bancada indica el diámetro máximo que puede mecanizarse sobre la guía longitudinal de la bancada.
«Giro sobre carro transversal» es el diámetro permitido sobre la corredera transversal, que es menor que el giro sobre bancada. «giro sobre ranura» indica una pequeña holgura que permite mecanizar piezas de mayor diámetro, como bridas.

Estos diferentes parámetros de giro afectan a los límites del diámetro de torneado CNC y a la longitud del componente. He aquí una descripción más detallada:
- Giro sobre bancada sobre la bancada: El parámetro giro sobre la bancada representa el diámetro máximo absoluto de la pieza que se puede montar. También es importante tener en cuenta que la pieza de trabajo debe ser ligeramente más pequeña que la oscilación sobre la cama.
- Giro sobre carro transversal: El giro sobre el carro transversal es el diámetro máximo de una pieza que puede mecanizarse cuando se considera el carro transversal (la parte del torno que sujeta el portaherramientas). El giro sobre el carro transversal es el factor limitante que determina el diámetro máximo de una pieza que puede mecanizarse utilizando todo el recorrido del carro transversal. Por ejemplo, si un eje de acero de 200 mm de diámetro está montado en el torno y desea mecanizar el centro del eje a un diámetro de 100 mm, su carro transversal oscilante deberá ser lo suficientemente grande para acomodar los 200 mm. Si el carro transversal oscilante es inferior a 200 mm, es probable que el carro transversal colisione con el eje. Por tanto, aunque la mesa giratoria permita un eje de 200 mm, si la corredera transversal giratoria no permite 200 mm, el eje, en este ejemplo, no podrá mecanizarse.
- Giro sobre ranura: El giro sobre ranura permite trabajar con piezas de mayor diámetro, pero limita significativamente la longitud del componente y los ángulos a los que puede cortar la herramienta. Esto puede conseguirse en algunas máquinas CNC retirando un bloque de separación en la bancada del torno. Sin embargo, hay que tener en cuenta que esto difiere de una máquina a otra y que no todas las máquinas CNC disponen de esta posibilidad. El giro sobre ranura permite trabajar con piezas de mayor diámetro, pero limita considerablemente la longitud del componente y los ángulos en los que puede cortar la herramienta. Esto puede conseguirse en algunas máquinas CNC retirando un bloque de separación en la bancada del torno. Sin embargo, hay que tener en cuenta que esto difiere de una máquina a otra y que no todas las máquinas CNC tienen esta posibilidad.
Método de montaje de la pieza
En las operaciones típicas de torneado CNC, la pieza se fija en el cabezal y se apoya en el contrapunto. Sin embargo, para determinadas tareas, la pieza de trabajo sólo se monta en el cabezal. En estos casos, el tipo y el grosor del material determinan la longitud admisible de la pieza, ya que una longitud excesiva puede provocar flexiones y posibles problemas.

Limitaciones de tamaño del fresado CNC
Las fresadoras CNC utilizan una herramienta de corte giratoria para eliminar material de una pieza de trabajo. Las limitaciones de tamaño de la fresadora vienen dictadas por el área de trabajo del mecanizado CNC y el alcance de la herramienta.
Envolvente de trabajo del mecanizado CNC
Las dimensiones físicas de la mesa de la fresadora (X e Y) y el recorrido máximo del eje (Z) limitan el tamaño de la pieza. Hay que tener en cuenta que la envolvente de trabajo no indica el tamaño máximo exacto de la pieza de trabajo, y que la pieza de trabajo puede estar más limitada por la herramienta.
Alcance de la herramienta
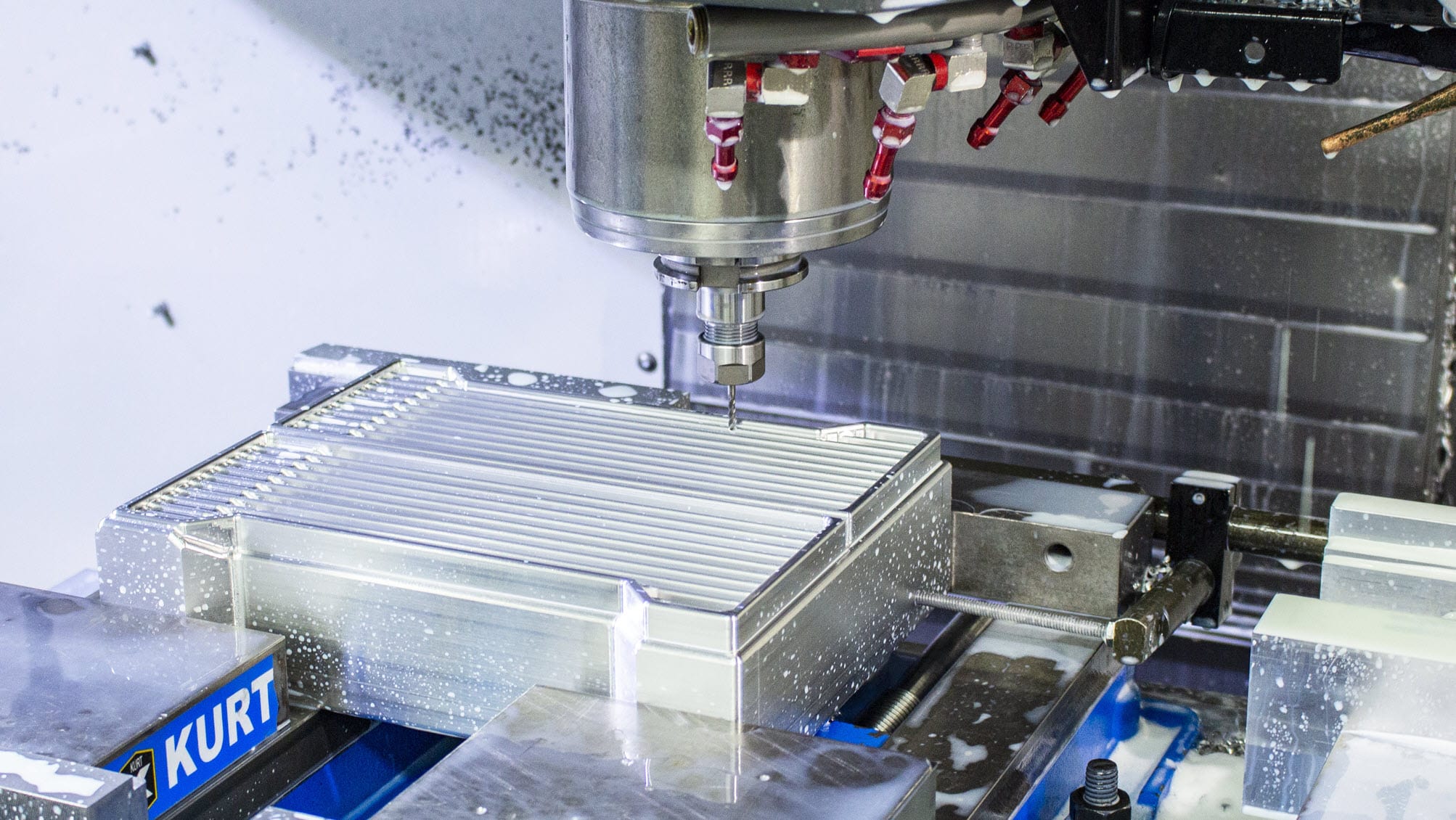
La longitud de la herramienta de corte y la capacidad de llegar a distintas zonas sin interferencias impone una limitación de tamaño a la pieza. Por ejemplo, las características profundas de la pieza podrían estar limitadas normalmente por la longitud de la herramienta en lugar del recorrido de la misma.
Para ilustrarlo mejor, si tuviera una pieza con ranuras estrechas, como en la imagen de abajo, la longitud de la herramienta sería el factor limitante, ya que el portaherramientas no podría moverse más allá de la cara superior del componente, en caso de que la profundidad de las ranuras superara la longitud de la herramienta.
En términos de precisión, las máquinas producidas por Kern Microtechnik pueden alcanzar tolerancias tan ajustadas como ±2 micras (±0,00007 pulgadas).

Limitaciones de tamaño de taladrado CNC
El taladrado CNC se utiliza para crear taladros en una pieza de trabajo, y las limitaciones de tamaño dependen principalmente del recorrido del eje Z de la máquina y de la longitud de las brocas. Por lo tanto, es importante asegurarse de que la longitud de la broca y el recorrido del eje superan el grosor/altura de la pieza que debe taladrarse. Otro límite de tamaño es el tamaño de la bancada de la taladradora CNC, que dicta la longitud y la anchura máximas de la pieza que puede taladrarse.
Obtenga hoy mismo sus piezas mecanizadas por CNC
Comprender las limitaciones de tamaño del proceso de mecanizado CNC es esencial para optimizar sus diseños y garantizar el éxito de la fabricación. Con un conocimiento claro del área de trabajo, el recorrido de los ejes, las consideraciones sobre los materiales y las opciones de posprocesamiento, puede crear piezas que se adapten bien al mecanizado CNC. Ya está listo para diseñar piezas optimizadas para los tamaños de máquina de nuestra red de socios. Obtenga al instante un presupuesto de mecanizado CNC






Comment(0)