 Europe
Europe  Türkiye
Türkiye 


La lavorazione CNC è un processo manifatturiero versatile e preciso in grado di produrre componenti con un’ampia gamma di complessità e dimensioni utilizzando vari materiali. Tuttavia, presenta limitazioni di dimensioni dettate da diversi fattori. Conoscere questi vincoli è fondamentale per ottimizzare i progetti e garantire che essi possano essere realizzati.
Limitazioni generali sulle dimensioni nella lavorazione CNC
Questa sezione evidenzia diversi suggerimenti e considerazioni sulla progettazione che potrebbe migliorare la producibilità delle parti ottimizzando costi e tempi di consegna. Analizza la complessità della parte e i vincoli di produzione CNC come raccordi, fori, tasche, filettature e sottosquadri.
Dimensione del materiale grezzo
Questo aspetto si riferisce alla dimensione della materia prima utilizzata per creare la parte finita. Il materiale grezzo in genere deve essere leggermente più grandi delle misure della parte finita per consentire variazioni e per rimuovere le superfici ruvide della materia prima.
Se ad esempio le dimensioni finali devono essere 50 x 50 x 50 mm, il materiale grezzo adatto dovrebbe avere una dimensione di circa 53 x 53 x 53 mm. Durante la progettazione, occorre tenerlo in considerazione aggiungendo ulteriori dimensioni X, Y e Z alla vostra parte e abbinandole ai limiti dimensionali della parte riportati di seguito.
Limitazione per parti fresate, tornite e forate
| Parte/Lavorazione | Fresatura CNC | Tornitura CNC | Foratura CNC |
| Dimensione massima | Le fresatrici CNC più grandi, come la fresatrice a portale verticale SNK HF-7VM, possiedono una dimensione del pallet di 3500 mm per 10000 mm, con una corsa dell’asse X di 11000 mm, una corsa dell’asse Y di 4700 mm e una corsa dell’asse Z di 2450 mm. |
I centri di tornitura CNC più grandi, come l’SL 603, possono gestire parti con diametri fino a 930 mm e lunghezze fino a 4000 mm. |
Le foratrici CNC più grandi, come la Voortman V200, possono gestire piastre fino a 2400 mm di lunghezza, 1000 mm di larghezza e 60 mm di spessore, con un peso massimo di 600 kg. |
| Dimensione minima | In genere, la dimensione minore possibile è di 0,5 mm. Per scopi pratici, la lavorazione di elementi di diametro inferiore ai 2,5 mm è considerata una microlavorazione e viene generalmente evitata a meno che non sia necessaria. | Il diametro di foro più piccolo per le parti tornite è di circa 0,5 mm, quelli più comuni partono da circa 1 mm. | Il diametro standard per il maggior numero dei fori parte da un diametro di 2,5 mm per facilità di produzione e precisione. Tuttavia, la dimensione standard più piccola della punta da trapano è di circa 1 mm. Per elementi molto piccoli, è possibile praticare fori fino a 0,05 mm (50 micrometri), ma questo rientra nel mondo della microforatura, che richiede attrezzature e tecniche specializzate. |
| Alternative migliori per parti più grandi (rispetto al massimo) | • Stampa ad iniezione (plastica) • Pressofusione, estrusione di metalli (metalli) |
• Stampa ad iniezione (plastica) • Forgiatura, fusione (metalli) |
– |
| Alternative migliori per parti più piccole (rispetto al minimo) |
• Stampa ad iniezione, microstampa ad iniezione, stampa 3D, microlavorazioni (plastiche) • Microlavorazione, elettroformatura, taglio laser, microelettroerosione, stampa ad iniezione di metalli (metalli) |
• Stampa ad iniezione, microstampa ad iniezione, stampa 3D, microlavorazioni (plastiche) • Microlavorazione, elettroformatura, taglio laser, microelettroerosione, stampa ad iniezione di metalli (metalli) |
– |
Limitazioni sulle dimensioni delle funzionalità: tabella di riferimento
La tabella seguente riassume le linee guida di progettazione associate alle varie funzionalità che possono essere realizzate mediante il CNC. Il suo scopo è aiutare i progettisti a ottimizzare i componenti in vista della produzione.


Limitazioni dimensionali per la post-elaborazione
Le diverse operazioni di post-elaborazione che possono essere eseguite su una parte dipendono dalle dimensioni della parte stessa. Ad esempio, le parti più grandi spesso non entrano nelle cabine di sabbiatura, quindi tali parti non possono essere sabbiate. Un altro esempio è che potrebbe essere necessario un telaio personalizzato per parti più grandi di 3 metri che vanno anodizzate, deposte elettro-chimicamente o verniciate a polvere.
| Processo | Dimensione massima della parte | Note |
| Tornitura CNC | Diametri fino a 500 mm e lunghezza fino a 4500 mm | Xometry utilizza utensili specializzati, tra cui torni standard a 2 assi, sistemi di utensili motorizzati, macchine multimandrino e torni svizzeri, per realizzare parti con lavorazioni fresate o complesse. |
| Fresatura CNC | La rete di partner Xometry può in genere fresare parti fino a X-2000 mm, Y-750 mm e Z-600 mm. | Se l’altezza lavorabile del pezzo supera i 600 mm, saranno necessari utensili specializzati e un’ulteriore revisione manuale per verificarne la producibilità. |
| Foratura CNC | I macchinari comprendono trapani a colonna verticali, da banco e radiali, che consentono a Xometry di eseguire fori fino a 7 cm di diametro secondo percorsi semplici e complessi. | La complessità dello schema di foratura e del materiale possono influire sui tempi di consegna e sui costi. |
Standard generali di produzione
Salvo diversa indicazione, Xometry realizza componenti lavorati al CNC secondo i seguenti standard:
- Finitura superficiale: la finitura superficiale lavorata ha una rugosità di Ra 3.2 o superiore, con segni di utensili CNC che potrebbero lasciare un percorso a spirale.
- Trattamento degli spigoli: gli spigoli vivi vengono interrotti e sbavati di default. Se alcuni spigoli critici devono rimanere vivi, occorre annotarlo e specificarlo nel disegno CAD.
- Componenti in plastica: le plastiche chiare o trasparenti avranno una finitura opaca o segni a spirale traslucidi su qualsiasi superficie lavorata. La sabbiatura a microsfere dà luogo a una finitura satinata sulle plastiche trasparenti.
- Tolleranze: le tolleranze su schiume o materiali comprimibili similari non possono essere garantite.
Tolleranze generali
Salvo diversa indicazione specifica del progettista, Xometry rispetterà le tolleranze standard a norma ISO 2768 e ISO 286 elencate di seguito:

Le tolleranze generali per la lavorazione CNC partono da ±0,1 mm. Tolleranze più strette, inferiori allo standard generale, possono essere ottenute tramite lavorazione CNC, raggiungendo i ±0,01 mm.
Configurazioni specializzate e operazioni aggiuntive come alesatura e rettifica possono consentire tolleranze ancora più strette a seconda del materiale e della geometria della parte. Le tolleranze geometriche (GD&T) possono essere applicate al disegno, ma queste potrebbero aumentare i tempi di ispezione a causa degli strumenti necessari e del tempo per il controllo.
Anche se tolleranze più ristrette migliorano la forma, l’adattamento e la funzione di una parte, esse presentano degli svantaggi. Possono portare a tassi di scarto più elevati, fissaggi aggiuntivi, strumenti di misurazione speciali e tempi ciclo più lunghi date da velocità di taglio più lente. Questi fattori possono aumentare i prezzi e i tempi di consegna. A seconda della tolleranza e della geometria, il costo della parte può più che raddoppiare rispetto a una tolleranza standard.
Limitazioni dimensionali generali delle dimensioni per le macchine CNC
Le dimensioni fisiche delle zone di lavoro delle macchine CNC sono il fattore principale che limita le loro capacità dimensionali per le parti. Questo vincolo riguarda tutti i tipi di macchine CNC, tra cui tornitura, fresatura e foratura. Altri fattori limitanti includono la corsa dell’asse della macchina e il numero di assi.
Area di lavoro della lavorazione CNC
L’area di lavoro della lavorazione CNC si riferisce allo spazio 3D in cui opera la macchina. Ogni sistema possiede la propria area di lavoro, che limita le dimensioni dei componenti realizzabili.
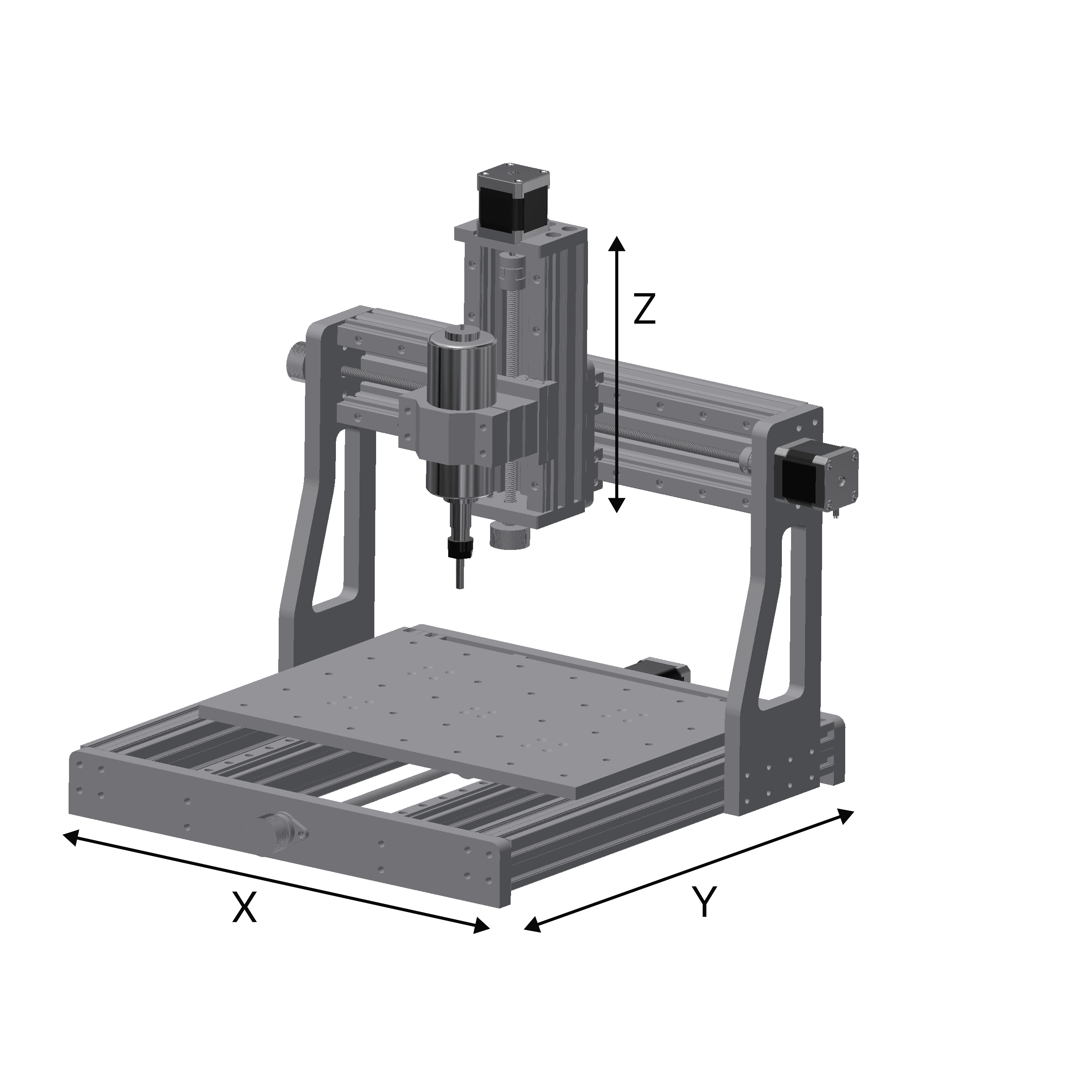
Le dimensioni fisiche della macchina e, più specificamente, le direzioni X, Y e Z in cui essa può muoversi, determinano l’area di lavoro.


Tuttavia, è importante notare che quando si progettano componenti, l’area di lavoro potrebbe essere ridotta per via delle dimensioni degli utensili. Ad esempio, come mostrato sopra, se la punta di taglio fosse più lunga, l’area di lavoro in Z sarebbe minore.
Corsa dell’asse CNC
La corsa dell’asse CNC è l’intervallo in cui l’utensile da taglio o il pezzo in lavorazione può muoversi lungo gli assi X, Y e Z. Questa grandezza ha un impatto diretto sulle dimensioni dei componenti che possono essere lavorati. Di seguito viene riportato un esempio di una fresa CNC a 3 assi. In questo caso, le lunghezze delle guide determinano le distanze che la punta di lavorazione può percorrere in ciascuna direzione.

Tipi di assi CNC
Le macchine CNC operano in genere entro 3 e 5 assi. Le macchine CNC a tre assi muovono l’utensile da taglio lungo gli assi X, Y e Z. Quelle a quattro assi aggiungono un asse di rotazione, che aumenta la complessità delle parti producibili.
Infine, le macchine CNC a cinque assi aggiungono due assi di rotazione ai movimenti X, Y e Z. Il numero di assi influisce in modo significativo sulle dimensioni e sulla complessità dei componenti che possono essere prodotti.

Limitazioni dimensionali di tornitura CNC
La tornitura CNC comporta la rotazione di un pezzo in lavorazione, mentre un utensile da taglio a punta singola rimuove il materiale. La geometria fisica di un tornio CNC detta le limitazioni dimensionali. Le macchine per tornitura CNC sono vincolate dalla loro distanza centrale, dalle distanze di oscillazione e dal modo in cui il pezzo in lavorazione è montato.
Distanza tra i centri
Per un tornio CNC, la distanza tra i centri si riferisce alla distanza tra la testa del tornio e la contropunta. Ciò limita la lunghezza massima totale lavorabile del componente.

Oscillazione sopra la base, su slitta trasversale e sul gap
I termini “Oscillazione sopra la base”, “Oscillazione su slitta trasversale” e “Oscillazione sul gap” definiscono diverse misure di gioco su un tornio. L’oscillazione sopra la base, indica il diametro massimo che può essere lavorato sulla guida longitudinale del piano.
“L’oscillazione su slitta trasversale” è la tolleranza di diametro sulla slitta trasversale, che è minore rispetto all’oscillazione sopra la base. “L’oscillazione sul gap” indica un piccolo spazio che consente di lavorare parti di diametro maggiore, come le flange.

Questi diversi parametri di oscillazione influenzano i limiti del diametro di tornitura CNC e la lunghezza del componente. Ecco una descrizione più dettagliata:
- Oscillazione sopra la base: Questo parametro rappresenta il diametro massimo assoluto del pezzo che può essere montato. È anche importante notare che il componente deve essere leggermente più piccolo di questa grandezza.
- Oscillazione su slitta trasversale: Questa grandezza rappresenta il diametro massimo di un pezzo che può essere lavorato quando si considera la slitta trasversale (la parte del tornio che sostiene il portautensili). La slitta trasversale oscillante è il fattore limitante che determina il diametro massimo di una parte che può essere lavorata utilizzando l’intera corsa della slitta trasversale. Ad esempio, se un albero in acciaio di 200 mm di diametro è montato nel tornio e si desidera lavorare il centro dell’albero a un diametro di 100 mm, la slitta trasversale oscillante dovrà essere sufficientemente grande da contenere i 200 mm. Se la slitta trasversale oscillante è più piccola dei 200 mm, la slitta trasversale probabilmente entrerà in collisione con l’albero. Quindi, anche se l’oscillazione sopra la base consente un albero da 200 mm, se l’oscillazione sulla slitta trasversale non consente i 200 mm, l’albero, in questo esempio, non può essere lavorato.
- Oscillazione sul gap: Questo parametro consente di lavorare pezzi di diametro maggiore ma limita significativamente la lunghezza del componente e gli angoli a cui l’utensile può tagliare. Ciò può essere ottenuto in alcune macchine CNC rimuovendo un blocco di spazio sul piano del tornio. Tuttavia, questo varia da macchina a macchina e non tutti i torni CNC hanno questa possibilità.
Metodo di montaggio della parte in lavorazione
Nelle operazioni tipiche di tornitura CNC, il pezzo in lavorazione viene fissato nella testa e supportato dalla contropunta. Tuttavia, per alcune attività, il pezzo in lavorazione è montato solo sulla testa. In questi casi, il tipo di materiale e lo spessore determinano la lunghezza consentita del pezzo in lavorazione, poiché una lunghezza eccessiva può causare flessioni e potenziali problemi.

Limitazioni dimensionali della fresa CNC
Le frese CNC utilizzano utensili da taglio rotanti per rimuovere materiale da un pezzo in lavorazione. Le limitazioni dimensionali delle frese sono dettate dall’area di lavoro della lavorazione CNC e dalla portata dell’utensile.
Area di lavoro per la lavorazione CNC
Le dimensioni fisiche del piano di fresatura (X e Y) e la corsa massima dell’asse (Z) limitano le dimensioni del pezzo in lavorazione. Si noti che l’area di lavoro non indica le dimensioni massime esatte del pezzo in lavorazione, in quanto esso potrebbe essere ulteriormente limitato dall’utensileria.
Portata dell’utensile
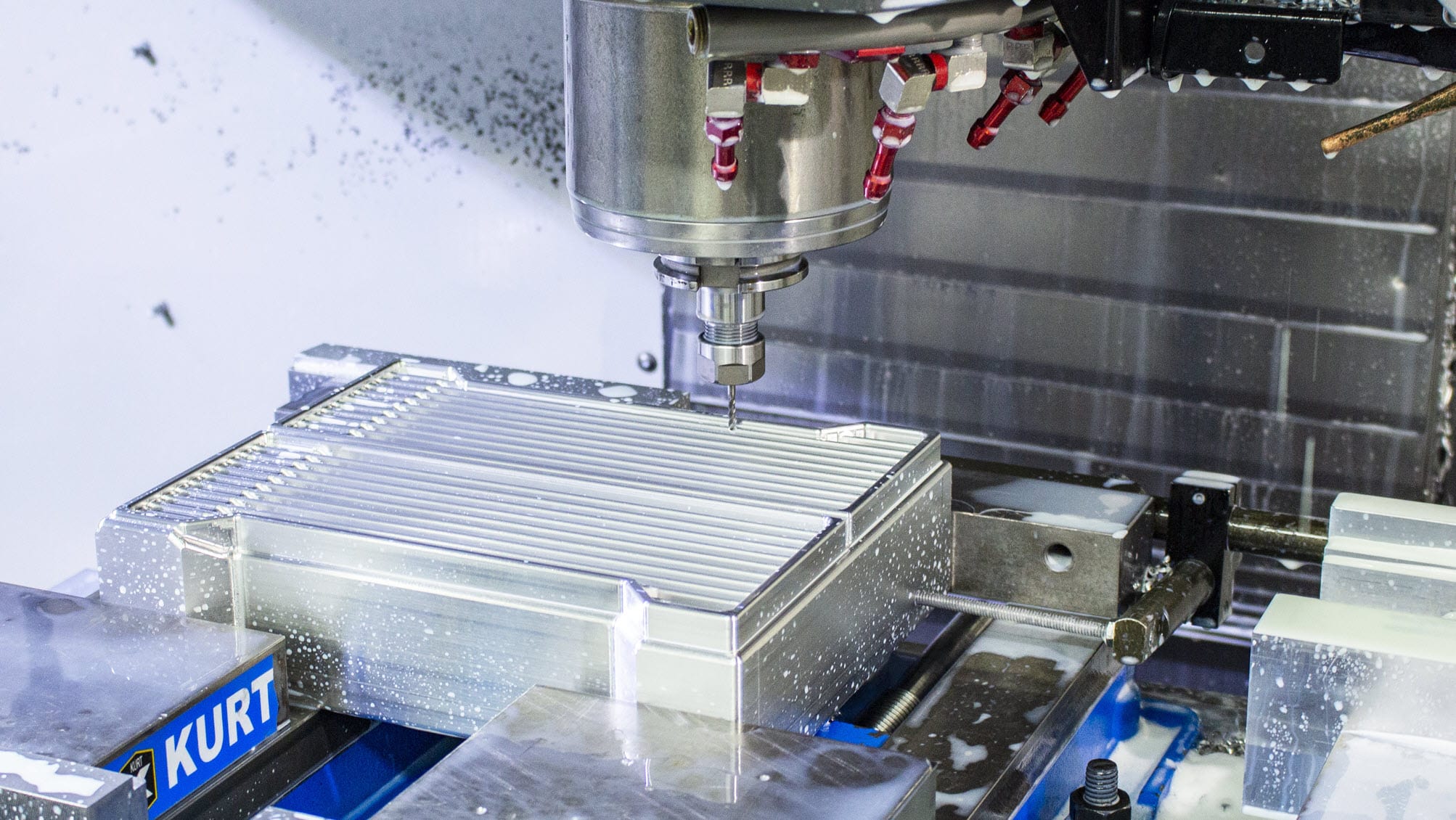
In altre parole, se si dovesse avere una parte con scanalature strette, come nell’immagine sottostante, la lunghezza dell’utensile sarebbe il fattore limitante poiché il portautensile non sarebbe in grado di muoversi oltre la faccia superiore del componente, qualora la profondità delle scanalature superasse la lunghezza dell’utensile.
In termini di precisione, le macchine prodotte da Kern Microtechnik possono raggiungere tolleranze strette fino a ±2 micron (±0,00007 pollici).

Limiti dimensionali della foratura CNC
La foratura CNC viene utilizzata per creare fori in un pezzo in lavorazione e le limitazioni dimensionali sono principalmente influenzate dalla corsa dell’asse Z della macchina e dalla lunghezza delle punte del trapano. Pertanto, è importante assicurarsi che la lunghezza della punta del trapano e la corsa dell’asse superino lo spessore/l’altezza del pezzo da forare. Un altro limite è la dimensione del piano della foratrice CNC, che determina la lunghezza e la larghezza massime del pezzo da forare.
Ricevete oggi stesso i vostri pezzi lavorati tramite CNC
Comprendere le limitazioni dimensionali del processo di lavorazione CNC è essenziale per ottimizzare i vostri progetti e garantire una produzione di successo. Con una chiara conoscenza dell’area di lavoro, della corsa dell’asse, delle considerazioni sui materiali e delle opzioni di post-elaborazione, potete creare parti adatte alla lavorazione CNC. Ora siete pronti a progettare parti ottimizzate per le dimensioni delle macchine della nostra rete di partner. Richiedete una quotazione immediata per la lavorazione CNC!






Comment(0)