 Europe
Europe  Türkiye
Türkiye 


L’usinage CNC est un procédé de fabrication polyvalent et précis capable de produire des composants d’une grande variété en matière de complexité et de dimensions, en utilisant différents matériaux. Cependant, il est soumis à des limitations de dimensions dictées par divers facteurs. La connaissance de ces contraintes est cruciale pour optimiser les conceptions et s’assurer que les designs peuvent être fabriqués.
Limitations générales sur les dimensions en usinage CNC
Cette section présente plusieurs conseils et considérations de design qui pourraient améliorer la fabricabilité des pièces tout en optimisant les coûts et les délais de livraison. Elle traite de la complexité des pièces et des contraintes de fabrication CNC telles que les congés, les trous, les poches, les filetages et les contre-dépouilles.
Dimensions du bloc de matière
Ce terme fait référence aux dimensions de la matière première utilisée pour créer la pièce finie. Les dimensions des blocs de matière doivent généralement être légèrement plus grandes que les mesures de la pièce finie pour permettre les variations et l’élimination des faces rugueuses de la matière première.
Par exemple, si les dimensions finales doivent être de 50 x 50 x 50 mm, alors un bloc de matériau approprié aurait des dimensions d’environ 53 x 53 x 53 mm. Lors de la phase de design, prenez cela en compte en ajoutant des dimensions X, Y et Z supplémentaires à votre pièce et en les adaptant aux limites de dimensions de pièce ci-dessous.
Limitations pour les pièces fraisées, tournées et forées
| Pièce/élément | Fraisage CNC | Tournage CNC | Perçage CNC |
| Dimensions maximales | Les plus grandes fraiseuses CNC, comme la fraiseuse à portique verticale SNK HF-7VM, ont une taille de palette de 3500 mm par 10 000 mm, avec un déplacement en X de 11 000 mm, en Y de 4700 mm et en Z de 2450 mm. | Les plus grands centres de tournage CNC, tels que le SL 603, peuvent usiner des pièces avec des diamètres allant jusqu’à 930 mm et des longueurs jusqu’à 4000 mm. | Les plus grandes machines à percer CNC, comme la Voortman V200, peuvent traiter des plaques allant jusqu’à 2400 mm de longueur, 1000 mm de largeur et 60 mm d’épaisseur, avec un poids maximum de 600 kg. |
| Dimensions minimales | Typiquement, les dimensions d’un élément réalisable les plus réduites sont de 0,5 mm. Dans un but pratique, les éléments usinés de diamètre inférieur à 2,5 mm sont considérés comme du micro-usinage et sont généralement évités sauf si nécessaire. | Le plus petit diamètre pratique pour les pièces tournées est d’environ 0,5 mm, la pratique courante commençant à partir d’environ 1 mm. | La pratique standard pour la plupart des applications de perçage commence à un diamètre de 2,5 mm pour faciliter la production et la précision. Cependant, la taille de foret standard la plus petite utilisée est d’environ 1 mm. Pour les très petits éléments, des trous aussi petits que 0,05 mm (50 micromètres) peuvent être percés, mais cela relève du micro-perçage, qui nécessite un équipement et des techniques spécialisés. |
| Meilleures alternatives pour les pièces plus larges (que le maximum) | • Moulage par injection (plastiques) • Moulage sous pression, extrusion métallique (métaux) |
• Moulage par injection (plastiques) • Forge, fonderie (métaux) |
– |
| Meilleures alternatives pour les pièces plus petites (que le minimum) | • Moulage par injection, moulage par micro-injection, impression 3D, micro-usinage(plastiques) • Micro-usinage, électroformage, découpe laser, micro-électroérosion, moulage par injection métallique (métaux) |
• Moulage par injection, moulage par micro-injection, impression 3D, micro-usinage(plastiques) • Micro-usinage, électroformage, découpe laser, micro-électroérosion, moulage par injection métallique (métaux) |
– |
Limitations de dimensions de l’élément : graphique de référence
Le graphique suivant résume les recommandations en matière de design associées à divers éléments qui peuvent être fabriqués avec le CNC. Son objectif est d’aider les designers à optimiser les composants pour leur fabricabilité.


Limitations de dimensions pour le post-traitement
Les différentes opérations de post-traitement qui peuvent être réalisées sur une pièce dépendent de la taille de la pièce. Par exemple, les pièces plus larges ne rentrent souvent pas dans les cabines de sablage, et donc ces pièces ne peuvent pas être sablées. Un autre exemple est que des supports personnalisés peuvent être nécessaires pour les pièces de plus de 3 mètres qui doivent être anodisées, électrolytiques ou revêtues de poudre.
| Processus | Taille maximale de la pièce | Remarques |
| Tournage CNC | Diamètre jusqu’à 500 mm et longueur jusqu’à 4500 mm | Xometry utilise un outillage spécialisé, incluant des tours à deux axes standards, des systèmes d’outillage motorisé, des machines multibroches et des tours à poupée mobile, pour produire des pièces avec des éléments fraisés ou complexes. |
| Fraisage CNC | Le réseau de partenaires de Xometry peut généralement fraiser des pièces jusqu’à 2000 mm en X, 750 mm en Y et 600 mm en Z. | Si la hauteur usinable de votre pièce dépasse 600 mm, elle nécessitera un outillage spécialisé et un examen manuel supplémentaire pour vérifier sa fabricabilité. |
| Forage CNC | L’équipement comprend des perceuses à colonne, d’établi et radiales, permettant à Xometry de percer des trous allant jusqu’à 7 cm de diamètre selon des motifs simples et complexes. | La complexité du motif de forage et du matériau peut affecter les délais et les coûts. |
Normes générales de fabrication
Sauf indication contraire, Xometry fabrique des composants usinés CNC conformément aux normes suivantes :
- Finition de surface : La finition de surface telle qu’usinée est de 3,2 Ra ou meilleure, avec des marques d’outillage CNC pouvant laisser un motif en spirale.
- Traitement des arêtes : Les arêtes vives seront cassées et ébavurées par défaut. Si les arêtes critiques doivent rester vives, cela doit être noté et spécifié sur le dessin de CAO.
- Composants en plastique : Les plastiques transparents ou clairs auront une finition mate ou des marques translucides en forme de spirale sur toute face usinée. Le microbillage donnera un fini givré aux plastiques transparents.
- Tolérances : Les tolérances sur les matériaux compressibles de type mousse ou similaires ne peuvent pas être garanties.
Tolérances générales
Sauf indication contraire du designer, Xometry appliquera les tolérances standard de l’industrie ISO 2768 et ISO 286 listées ci-dessous :

Les tolérances générales pour l’usinage CNC commencent à ±0,1 mm. Des tolérances plus serrées, définies comme étant inférieures à la norme générale, peuvent être atteintes grâce à l’usinage CNC, jusqu’à ±0,01 mm.
Des configurations spécialisées et des opérations supplémentaires comme l’alésage et le meulage peuvent permettre d’obtenir des tolérances encore plus serrées en fonction du matériau et de la géométrie de la pièce. Les tolérances géométriques (système de cotation GD&T) peuvent être appliquées au dessin, mais cela peut augmenter les temps d’inspection en raison des outils nécessaires et du temps nécessaire à la vérification.
Bien que des tolérances plus serrées améliorent la forme, l’ajustement et la fonction d’une pièce, elles présentent des inconvénients. Elles peuvent entraîner des taux de production de débris plus élevés, des outillages supplémentaires, des outils de mesure spéciaux et des temps de cycle plus longs dus à des vitesses de coupe plus faibles. Ces facteurs peuvent faire augmenter les prix et les délais d’exécution. Selon la tolérance et la géométrie, la pièce coûte plus du double comparé à une tolérance standard.
Limitations générales en matière de dimensions imposées par les machines CNC
Les dimensions physiques des zones de travail des machines CNC sont le principal facteur limitant la taille des pièces qu’elles peuvent usiner. Cette contrainte affecte tous les types de machines CNC, y compris le tournage, le fraisage et le perçage. D’autres facteurs limitants comprennent le déplacement de l’axe de la machine et le nombre d’axes.
Enveloppe de travail d’usinage CNC
L’enveloppe de travail d’usinage CNC fait référence à l’espace 3D dans lequel la machine opère. Chaque machine possède sa propre enveloppe de travail, ce qui limite la taille des composants pouvant être fabriqués à l’aide de celle-ci.
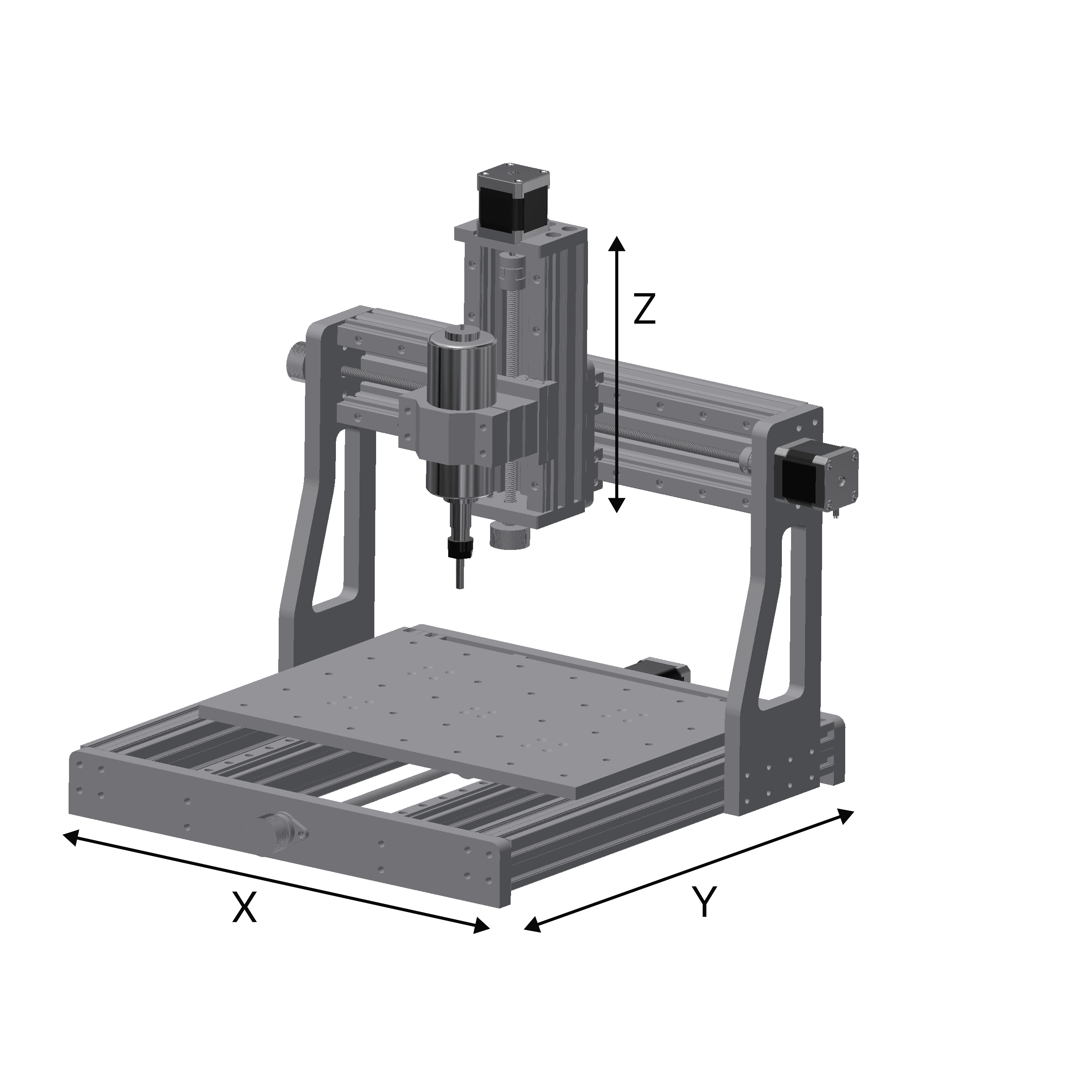
La taille physique de la machine, et plus précisément les directions X, Y et Z selon lesquelles la machine peut se déplacer, déterminent l’enveloppe de travail.


Cependant, il est important de noter que lors du design des composants, l’enveloppe de travail peut être réduite en raison de la taille de l’outillage. Par exemple, comme illustré ci-dessus, si la fraise était plus longue, l’enveloppe de travail CNC serait plus petite dans la direction Z.
Déplacement des axes CNC
Le déplacement des axes CNC est la distance sur laquelle l’outil de coupe ou la pièce peut se déplacer le long des axes X, Y et Z. Cela a un impact direct sur la taille des composants qui peuvent être usinés. Voici un exemple de fraiseuse CNC à 3 axes. Dans ce cas, les longueurs des rails déterminent les distances que la fraiseuse peut parcourir dans chaque direction.

Types d’axe CNC
Les machines CNC fonctionnent généralement avec entre 3 et 5 axes. Les machines CNC à trois axes déplacent l’outil de coupe le long des axes X, Y et Z. Les machines CNC à quatre axes ajoutent un axe de rotation supplémentaire, ce qui permet d’augmenter la complexité des pièces pouvant être fabriquées.
Enfin, les machines CNC à cinq axes ajoutent deux axes de rotation supplémentaires aux mouvements X, Y et Z. Le nombre d’axes affecte considérablement la taille et la complexité des composants pouvant être fabriqués.

Limitations des dimensions pour le tournage CNC
Le tournage CNC consiste à travailler sur une pièce rotative, tandis qu’un outil de coupe monobloc élimine la matière. La géométrie physique d’un tour CNC dicte les limitations de taille. Les machines de tournage CNC sont limitées par leur distance entre pointes, les dépassements du tour et la façon dont la pièce est montée.
Distance entre pointes
Pour un tour CNC, la distance entre pointes correspond à la distance entre la poupée fixe et la contre-poupée. Cela limite la longueur maximale totale de la pièce qui peut être usinée.

Dépassement sur lit, sur coulisseau transversal, et sur entretoise
Les termes « dépassement sur lit », « dépassement sur coulisseau transversal » et « dépassement sur entretoise » définissent différentes mesures de dégagement sur un tour. Le dépassement sur lit indique le diamètre maximum qui peut être usiné au-dessus du guide longitudinal du lit.
Le « dépassement sur coulisseau transversal » est la tolérance de diamètre au-dessus du coulisseau transversal, qui est plus petite que le dépassement sur lit. Le « dépassement sur entretoise » indique un petit espace permettant l’usinage de pièces de plus grand diamètre, comme les brides.

Ces différents paramètres de dépassement affectent les limites de diamètre de tournage CNC et la longueur de la pièce. Voici une description plus détaillée :
- Dépassement sur lit : Le paramètre de dépassement sur lit représente le diamètre maximal absolu de la pièce pouvant être montée. Il est également important de noter que la pièce à usiner doit être légèrement plus petite que le dépassement sur lit.
- Dépassement sur coulisseau transversal : Le dépassement sur coulisseau transversal est le diamètre maximal d’une pièce qui peut être usinée lorsque le coulisseau transversal (la partie du tour qui supporte le porte-outil) est pris en compte. Le dépassement sur coulisseau transversal est le facteur limitant déterminant le diamètre maximal d’une pièce qui peut être usinée en utilisant la course complète du coulisseau transversal. Par exemple, si un arbre en acier de 200 mm de diamètre est monté sur le tour et que vous souhaitez usiner le centre de l’arbre à un diamètre de 100 mm, votre dépassement sur coulisseau transversal devra être suffisamment grand pour accommoder les 200 mm. Si le dépassement sur coulisseau transversal est inférieur à 200 mm, le coulisseau transversal risque de heurter l’arbre. Donc, même si le dépassement sur lit permet d’accommoder un arbre de 200 mm, si le dépassement sur coulisseau transversal ne permet pas 200 mm, l’arbre, dans cet exemple, ne peut pas être usiné.
- Dépassement sur entretoise : Le dépassement sur entretoise permet des pièces de travail de plus grands diamètres mais limite considérablement la longueur du composant et les angles de coupe de l’outil. Cela peut être réalisé sur certaines machines CNC en retirant un bloc d’entretoise sur le lit du tour. Cependant, il faut noter que cela varie d’une machine à l’autre et que toutes les machines CNC n’offrent pas cette possibilité. Le dépassement sur entretoise permet d’usiner des pièces de plus grand diamètre, mais limite considérablement la longueur du composant et les angles de coupe possibles pour l’outil. Cela peut être réalisé sur certaines machines CNC en retirant un bloc d’entretoise sur le lit du tour. Cependant, il faut noter que cela varie d’une machine à l’autre et que toutes les machines CNC n’offrent pas cette possibilité.
Méthode de montage de la pièce de travail
Dans les opérations typiques de tournage CNC, la pièce est fixée dans la poupée fixe et soutenue par la contre-poupée. Cependant, pour certaines tâches, la pièce est uniquement montée sur la poupée fixe. Dans ces cas, le type et l’épaisseur du matériau détermine la longueur maximale admissible de la pièce, car une longueur excessive peut provoquer des flexions et des problèmes potentiels.

Limitations des dimensions pour le fraisage CNC
Les fraiseuses CNC utilisent un outil de coupe rotatif pour enlever de la matière d’une pièce. Les limitations de taille des fraiseuses sont dictées par l’enveloppe de travail et la portée de l’outil de l’usinage CNC.
Enveloppe de travail d’usinage CNC
La taille physique de la table de la fraiseuse (X et Y) et le déplacement maximal de l’axe (Z) limitent la taille de la pièce. Il faut noter que l’enveloppe de travail ne désigne pas la taille maximale exacte de la pièce, et la pièce peut être encore plus limitée par l’outillage.
Portée de l’outil
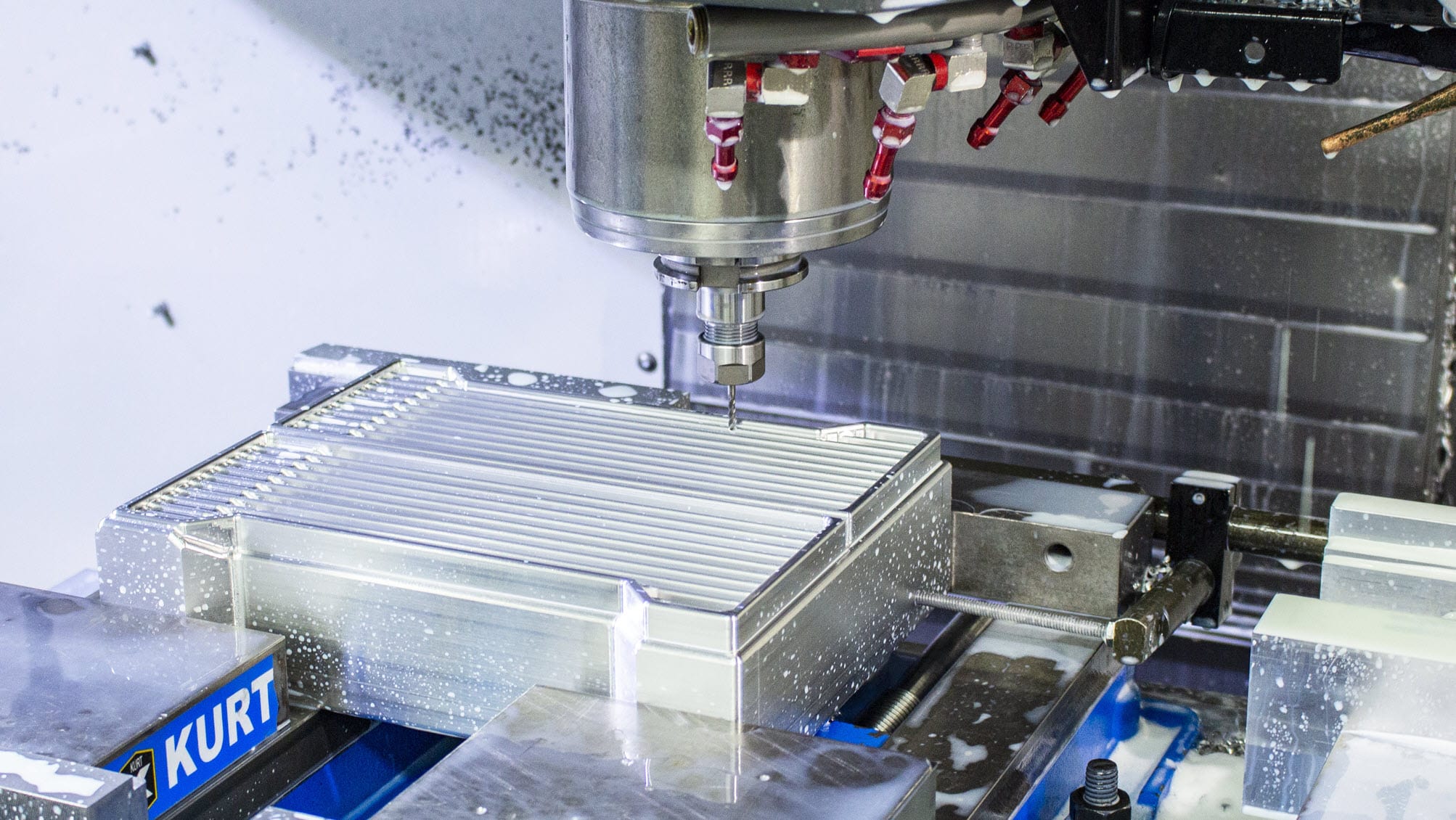
La longueur de l’outil de coupe et la capacité à atteindre différentes zones sans interférence impose une limitation de taille sur la pièce. Par exemple, les éléments profonds de la pièce peuvent généralement être limitées par la longueur de l’outil plutôt que par le déplacement de celui-ci.
Pour illustrer cela davantage, si vous deviez avoir une pièce avec des rainures étroites, comme dans l’image ci-dessous, la longueur de l’outil serait le facteur limitant car le porte-outil ne pourrait pas dépasser la face supérieure du composant, si la profondeur des rainures dépassait la longueur de l’outil.
En termes de précision, les machines produites par Kern Microtechnik peuvent atteindre des tolérances aussi serrées que ±2 microns (±0,00007 pouces).

Limitations des dimensions pour le forage CNC
Le forage CNC est utilisé pour créer des trous dans une pièce, et les limitations de taille sont principalement influencées par le déplacement de l’axe Z de la machine et la longueur des forets. Il est donc important de s’assurer que la longueur du foret et le déplacement de l’axe dépassent l’épaisseur/la hauteur de la pièce à forer. Une autre limite de taille est la taille du banc de la foreuse CNC, qui détermine la longueur et la largeur maximales de la pièce à forer.
Obtenez vos pièces usinées CNC dès aujourd’hui
Comprendre les limitations en taille du processus d’usinage CNC est essentiel pour optimiser vos designs et garantir une fabrication réussie. Grâce à une bonne connaissance de l’enveloppe de travail, du déplacement d’axe, des considérations de matériaux et des options de post-traitement, vous pouvez créer des pièces qui sont adaptées à l’usinage CNC. Vous êtes désormais prêt à concevoir des pièces optimisées pour les tailles de machine de notre réseau de partenaires. Obtenez un devis instantané pour un usinage CNC !






Comment(0)